
2023-05-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-05-No-1):
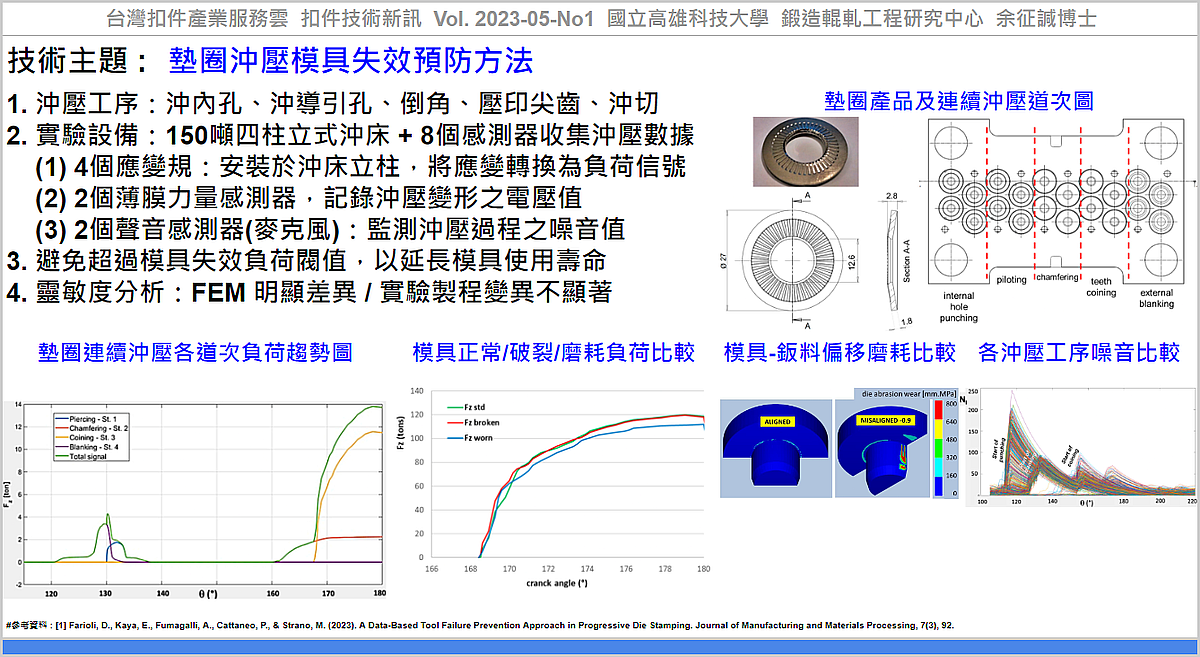
#技術主題 : #墊圈沖壓模具失效預防方法
墊圈板金沖壓製程監測技術,因傳感器、數據挖掘軟件、雲端運算和人工智慧等先進技術的提升而受益,可透過監測製程針對模具磨耗、模具失效等異常情況進行預防性維護。
Farioli 等人 [1] 提出了一種基於全域和局部力感測器的沖壓模具預防性故障管理方法,測試案例為2個墊圈5道次連續沖壓成形,材質為C60S碳鋼,案例一為具有尖齒特徵的圓形墊圈,沖壓工序包括沖內孔、充導引孔、倒角、壓印尖齒、沖切;案例二為方形彎曲墊圈,沖壓工序包括壓印、沖內孔、上倒角、下倒角、沖切;使用有限元素分析軟體 Transvalor Forge 進行分析,實驗設備為150噸四柱立式機械衝床,並安裝8個感測器收集沖壓數據以建立數據湖,感測器包括:
(1) 4個應變規,安裝於沖床四個柱子上,並將測量的垂直應變轉換為負荷信號,相加為總沖壓負荷。
(2) 2個薄膜力量感測器,安裝於下模座內,沖頭一次衝程可記錄 500 個變形導致的電壓值。
(3) 2個聲音感測器(麥克風),安裝於下模座外,用於監測沖壓過程中的噪音值。
比較材料特性、鈑料對位、模具幾何精度等參數,進行靈敏度分析,包括(1) 墊圈的沖壓品質和尺寸 (2)單一成形作業與整副模具的成形負荷輪廓 (3) 模具磨耗指標 FEAwear (4) 模具失效指標 FEAdamage.
其中,模具磨耗(FEAwear)與模具失效指標(FEAdamage),定義為:
(1) FEAwear = 沖壓剪應力 / 模具鍍層維克氏硬度
(2) FEAdamage = (模具最大等效應力 - 模具鍍層殘留應力) / 模具降伏應力
從FEM分析結果知,利用總沖壓負荷分析,能看到不同製程變異的靈敏度:
(1) 材料特性(降伏強度、異向性、厚度差),影響成形負荷差異達 +/- 9%。
(2) 模具-鈑料偏斜,因變形橫截面積減少,導致壓印和倒角沖壓力降低;當總偏移量 0.2 mm 時,總沖壓負荷降低 1.7%、當總偏移量為0.9mm時,總沖壓負荷降低8.8%。
(3) 模具磨損及破裂不易從負荷曲線觀察, 差異僅3%。
(4) 周遭噪音遠大於實際由斷裂或漸進磨耗而產生的信號變化,容易造成誤判,難以利用噪音評估失效。
(4) 下死點位置顯著影響沖壓負荷,且容易受到成形負荷與機台熱變形的影響。
從實驗結果知,當進行小尺寸產品沖壓和同時作動的模具數量多時,製程變異不顯著,不利於早期故障檢測的模具維護策略,可利用局部負荷傳感器結合全局負荷指標,用於識別是否超過模具失效的負荷閥值。在常規沖壓中,應注意避免超過這些閾值以延長模具的使用壽命,並採取對策(如提高BDC或降低SPM)以避免立即失效風險。
應用該技術,可協助產業透過『墊圈沖壓模具失效預防方法』,建立『製程監控技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Farioli, D., Kaya, E., Fumagalli, A., Cattaneo, P., & Strano, M. (2023). A Data-Based Tool Failure Prevention Approach in Progressive Die Stamping. Journal of Manufacturing and Materials Processing, 7(3), 92..
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-05-No1, https://bit.ly/FastenerNewTech202305No1
----
Tag: #Fasteners, #Washer, #Stamping, #ProcessMonitoring.
----