
2024-08-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2024-08-No-1):
#技術主題 : #擠壓螺絲攻(無屑絲攻)鍍層效能評估技術
擠壓螺絲攻(無屑絲攻)是透過金屬塑性變形(冷擠壓)方式來成形內螺紋,不會產生切屑,而利用擠壓成形之內螺紋,其表面較光滑、螺紋強度較高、螺紋的耐用性和承載能力更佳。
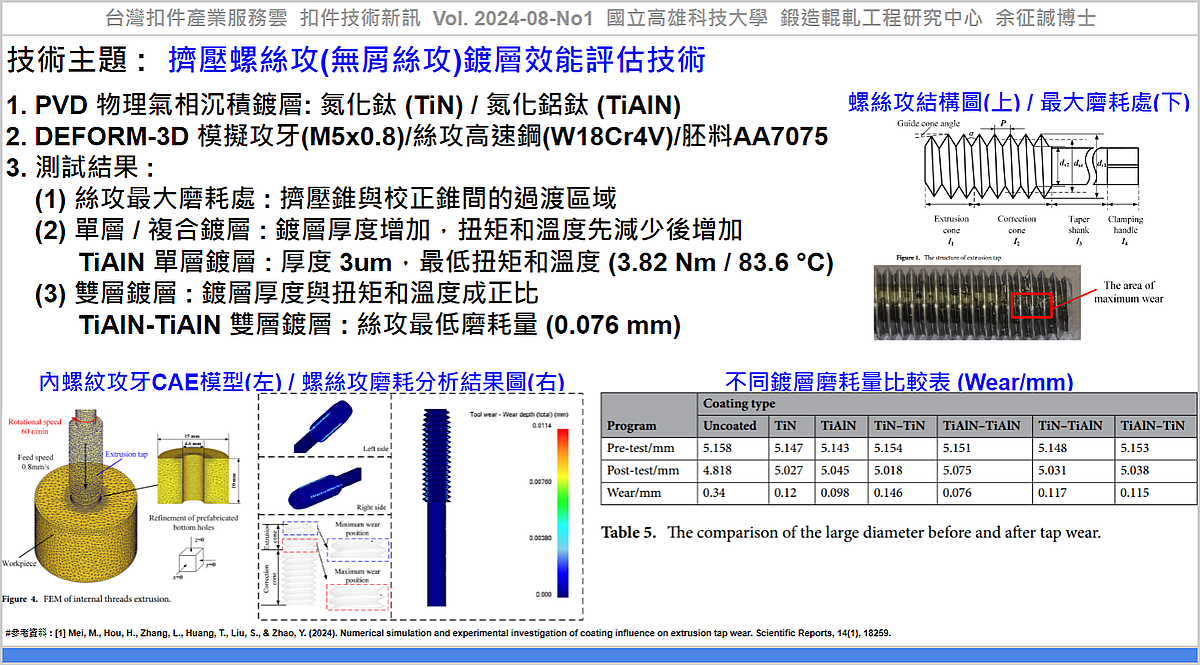
爲了增加擠壓螺絲攻的使用壽命和降低磨耗,Mei 等人[1] 比較不同6種PVD物理氣相沉積鍍層(TiN 氮化鈦、TiAlN 氮化鋁鈦)、層數(單層/雙層/複合層)及鍍層厚度(1-6 um)對攻牙扭矩、擠壓溫度和磨耗量的影響。以DEFORM-3D模擬內螺紋攻牙(M5x0.8)評估扭力與溫度,並使用Archard磨耗模型計算磨耗量,扭力分析與實驗誤差為6.39%,溫度誤差為7.54%。透過搭載扭矩與溫度感測器之扭矩測試系統進行測試,胚料為鋁合金7075(降伏強度 455 MPa / 抗拉強度 524 MPa),螺絲攻材質為高速鋼 (W18Cr4V),從測試結果知:
(1) 擠壓絲攻的最大磨耗處,發生在擠壓錐(extrusion cone)與校正錐(correction cone)之間的過渡區域。
(2) 單層和複合鍍層的擠壓扭矩和溫度,隨鍍層厚度的增加先減少後增加,而雙層鍍層則持續增加。
(3) TiAlN 單層鍍層在降低扭矩和溫度方面效果最佳,在鍍層厚度3um時,絲攻具有最低的擠壓扭矩(3.82 Nm)和溫度(83.6度C)。
(4) TiAlN-TiAlN 雙層鍍層的磨耗量最低(0.076mm)。
透過數值模擬與實驗驗證,選擇不同鍍層技術與厚度,可降低擠壓扭矩、溫度和磨耗量,進而降低生產成本,能有效延長工具壽命並提升內螺紋加工品質。
應用該技術,可協助產業透過『擠壓螺絲攻(無屑絲攻)鍍層效能評估技術』,建立『螺紋加工技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Mei, M., Hou, H., Zhang, L., Huang, T., Liu, S., & Zhao, Y. (2024). Numerical simulation and experimental investigation of coating influence on extrusion tap wear. Scientific Reports, 14(1), 18259., https://www.nature.com/articles/s41598-024-69258-x
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2024-08-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_12ea88c2-4a4c-4c27-b8c3-1f552cf743a7
----
Tag: #Fastener, #Thread, #Tapping.
----