
2025-03-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2025-03-No-2):
#知識主題 : #扁平式U型螺栓成形方法
U型螺栓常用於機動車輛上的緊固連接件,在螺栓的兩端設置外螺紋與螺母配合鎖固連接,螺栓的螺紋部與非螺紋部的截面皆為圓形,此種U型螺栓與連接件的接觸方式為線接觸,接觸面積小,常出現連接不緊的情況。
吳等人[1]提出一具有扁平連接部的U型螺栓製程設計,從線接觸改為面接觸,其扁平圓弧段能與軸管良好接觸,接觸面積達95%以上,能有效防止連接不緊的情況。製造流程包括:
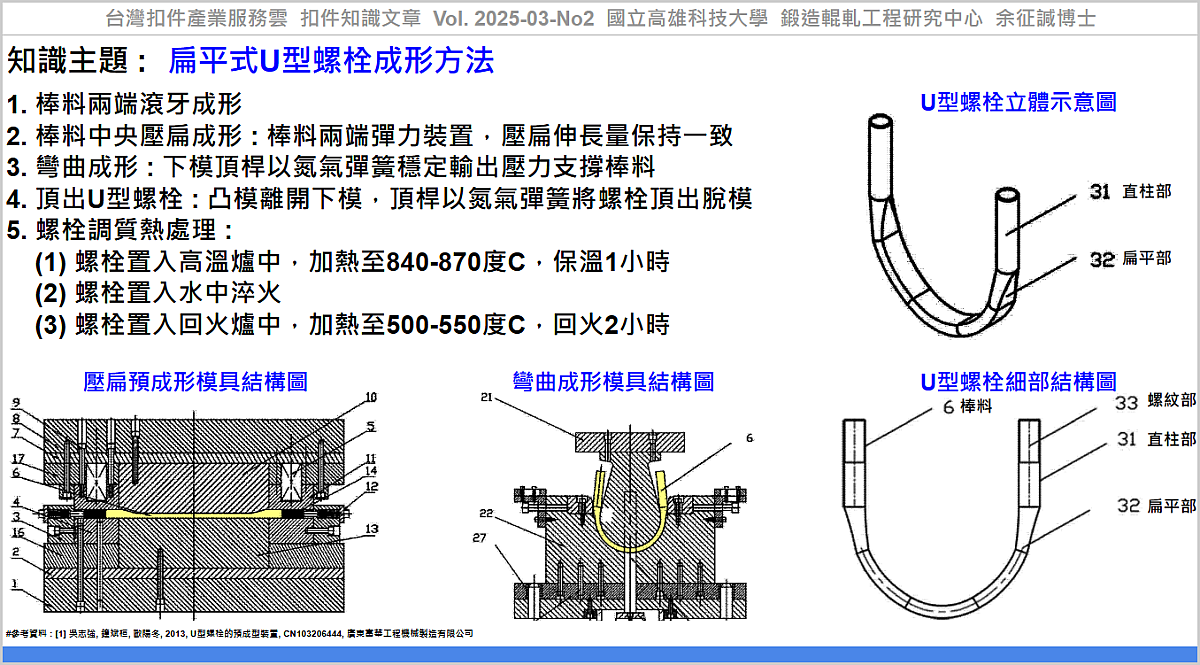
1. 棒料兩端滾牙成形。
2. 棒料中央壓扁成形:壓扁過程中,棒料會被壓長,在棒料兩端設置彈力裝置,使棒料兩側壓扁伸長量保持一致,使扁平區域始終保持在中央位置上。
3. 彎曲成形:口袋形凸模,將棒料壓入下模壓彎成U形。下模頂桿以氮氣彈簧支撐,使頂桿在成形過程中能穩定輸出壓力支撐棒料。
4. 頂出U型螺栓:凸模離開下模,下模頂桿利用氮氣彈簧將螺栓頂出脫模。
5. 螺栓調質熱處理:
(1) 將螺栓置入高溫爐中,加熱至840-870度C,保溫1小時。
(2) 將螺栓置入水中淬火。
(3) 將螺栓置入回火爐中,加熱至500-550度C,回火2小時。
此專利提出具有扁平連接部的U型螺栓,增加了U型螺栓與連接件的接觸面積,有效防止連接不緊的情況,經過冷壓成形製成40Cr材質的U型螺栓,其硬度可達到HB310-330,螺栓等級為4.9級。
應用該技術,可協助產業透過『扁平式U型螺栓成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 吳志強, 鐘斌桓, 歐陽冬, 2013, U型螺栓的預成型裝置, CN103206444, 廣東富華工程機械製造有限公司, https://patents.google.com/patent/CN103206444B/
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2025-03-No2, 扁平式U型螺栓成形方法, https://www.tw-fastener.com/tfsc/knowledge/BLP_ba0e6d86-c363-4d0e-aca4-e428c9b5ed70
----
Tag: #Fastener, #Bolt, #Die, #Bending, #Screw.
----