
2025-04-主題式專利分析
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2025-04-Q1):
#主題:#航太扣件製造技術專利分析
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)、鉚釘(rivet)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。
扣件產業面臨著全球市場激烈的競爭與低價產品標準化及同質化問題,為避免陷入低利潤、低價競爭的惡性循環,產業亟需轉型升級,其中航太扣件具備高技術門檻、高附加價值及穩定市場需求,是扣件產業轉型升級的一個極具潛力且可行的方向,因此本期以『航太扣件製造技術』為題進行專利檢索與分析,包括扣件成形技術、鉚接方法、鈦合金及形狀記憶合金等新材料開發與應用技術。以下為本期主題式專利分析,詳細專利資訊請參閱專利清單。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2025-04-Q1, 航太扣件製造技術專利分析, https://www.tw-fastener.com/tfsc/knowledge/BLP_c5151e8d-c053-4d5a-85d4-cc20f4ed039c
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2025-04-Q1, 航太扣件製造技術專利分析, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1iTCMp-gn37I4WmjtwBGI4VDvF1mqSTjt/edit?usp=sharing&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2025-04-Q1, 航太扣件製造技術專利分析, 專利説明書 PDF, https://drive.google.com/drive/folders/1Ov43jkn1J-qiwXNThx3436hZAU1JkEwk?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_6b89c920-ae13-455c-922f-144ac397ea65 )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、專利檢索
本次專利檢索利用台灣之專利智慧財產局資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為 70 件。
1. 專利資料庫:台灣(TW)、美國(US)、中國(CN)、歐洲(EP)、世界(WO)。
2. 專利檢索條件:
TAC:(航太 航空 航天 飛機 宇航 Aerospace Aircraft Airplane) AND TAC:(扣件 緊固件 螺栓 螺帽 螺母 螺絲 螺釘 鉚釘 墊片 墊圈 Fastener Bolt Nut Screw Rivet Anchor Washer) AND TAC:(製作 製備 製造 生產 成形 成型 加工 forming manufacturing production making) AND TAC:(工藝 方法 Method) AND IPC:(F16B) AND IPC:(B21 B23 B24 C21 C22 C23)
----
二、專利權人分析
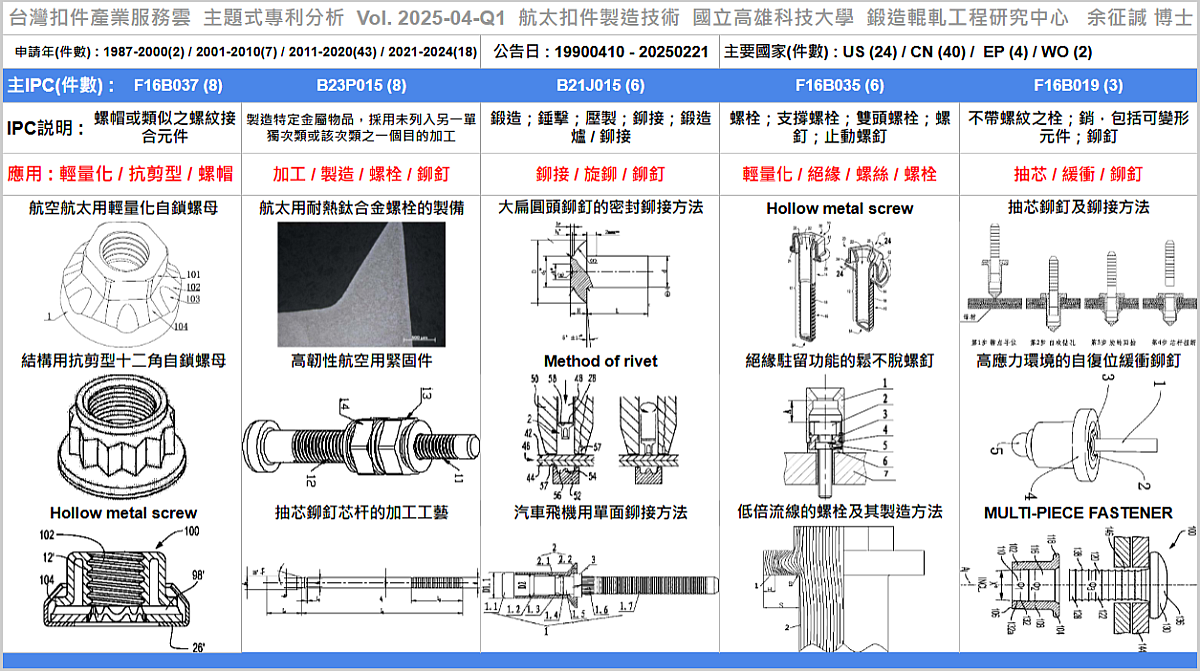
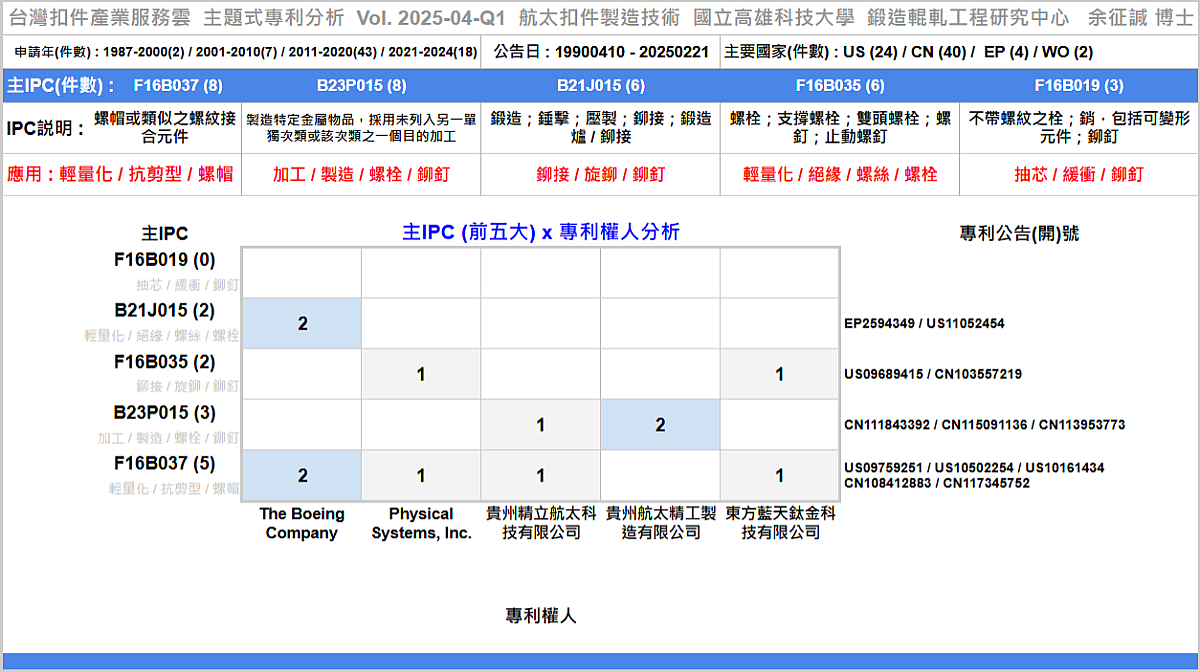
根據專利權人國家別分析統計資料(詳細專利資訊請參閱專利清單),各申請國之專利件數,分別為:美國(US)24件、中國(CN)40件、歐洲(EP)4件、世界(WO)2件。利用專利權人及專利主IPC,進行技術分類與各專利權人之專利佈局,其中以『螺帽或類似之螺紋接合元件』(F16B037) 為主要技術,著重在:航太用輕量化自鎖螺母、冷擠壓模具及成型方法、高溫環境用的無孔耳托板螺母、宇航結構用抗剪型十二角自鎖螺母、鉚接螺母、高溫合金齒形自鎖螺套、Integral nut-retaining cradle、Hollow metal screw 、Barrel nut等產品之製造技術。
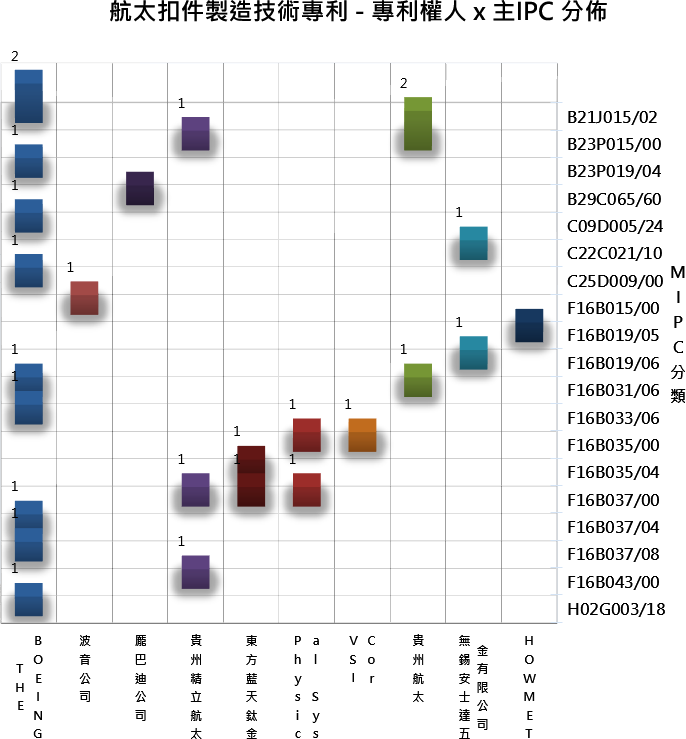
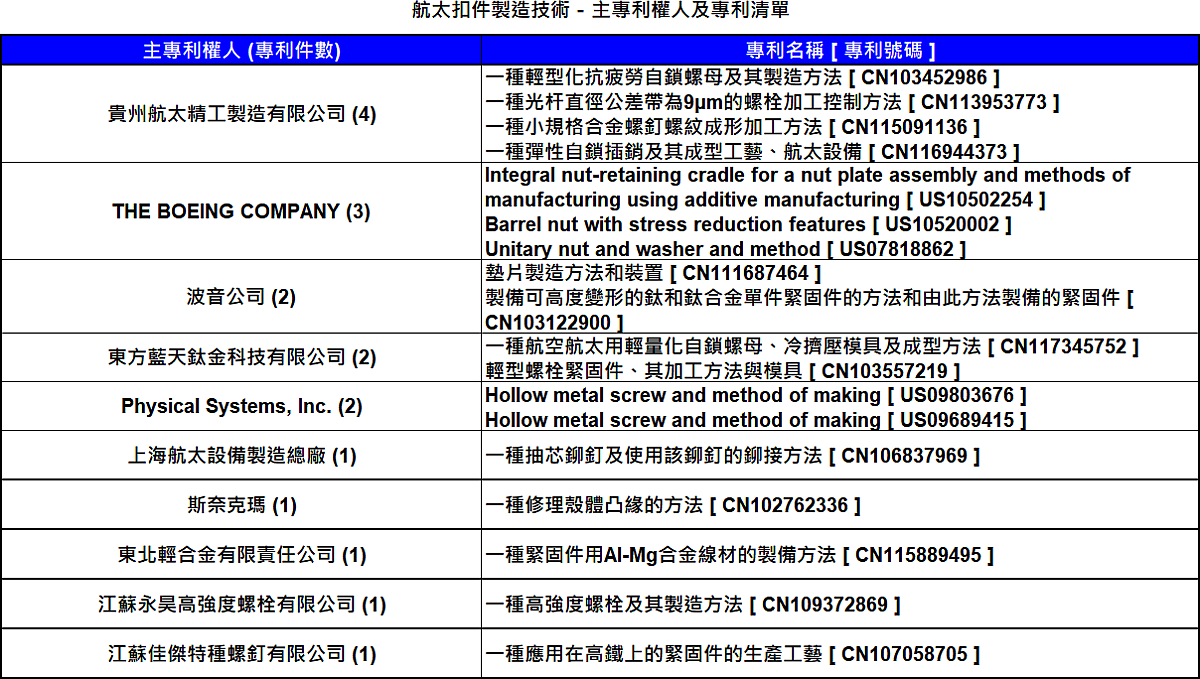
專利權人以:貴州航太精工製造有限公司 (4)、THE BOEING COMPANY (3)、波音公司 (2)、東方藍天鈦金科技有限公司 (2)、Physical Systems, Inc. (2)等專利權人擁有較多專利(參考下表)。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)
----
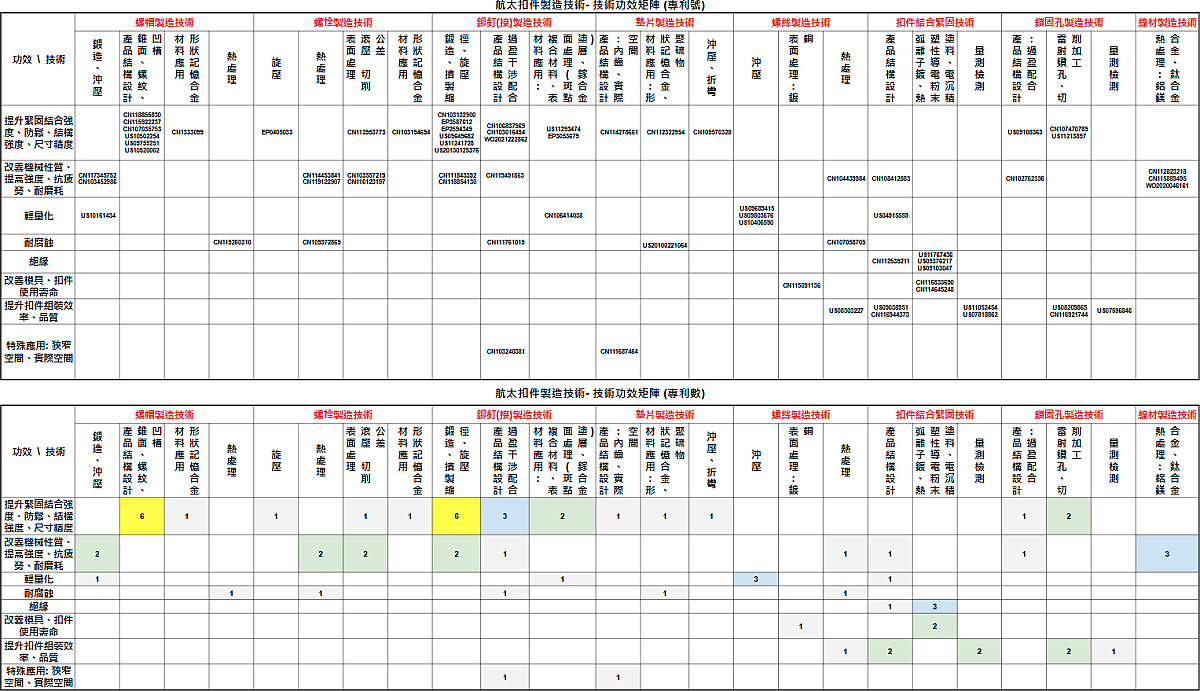
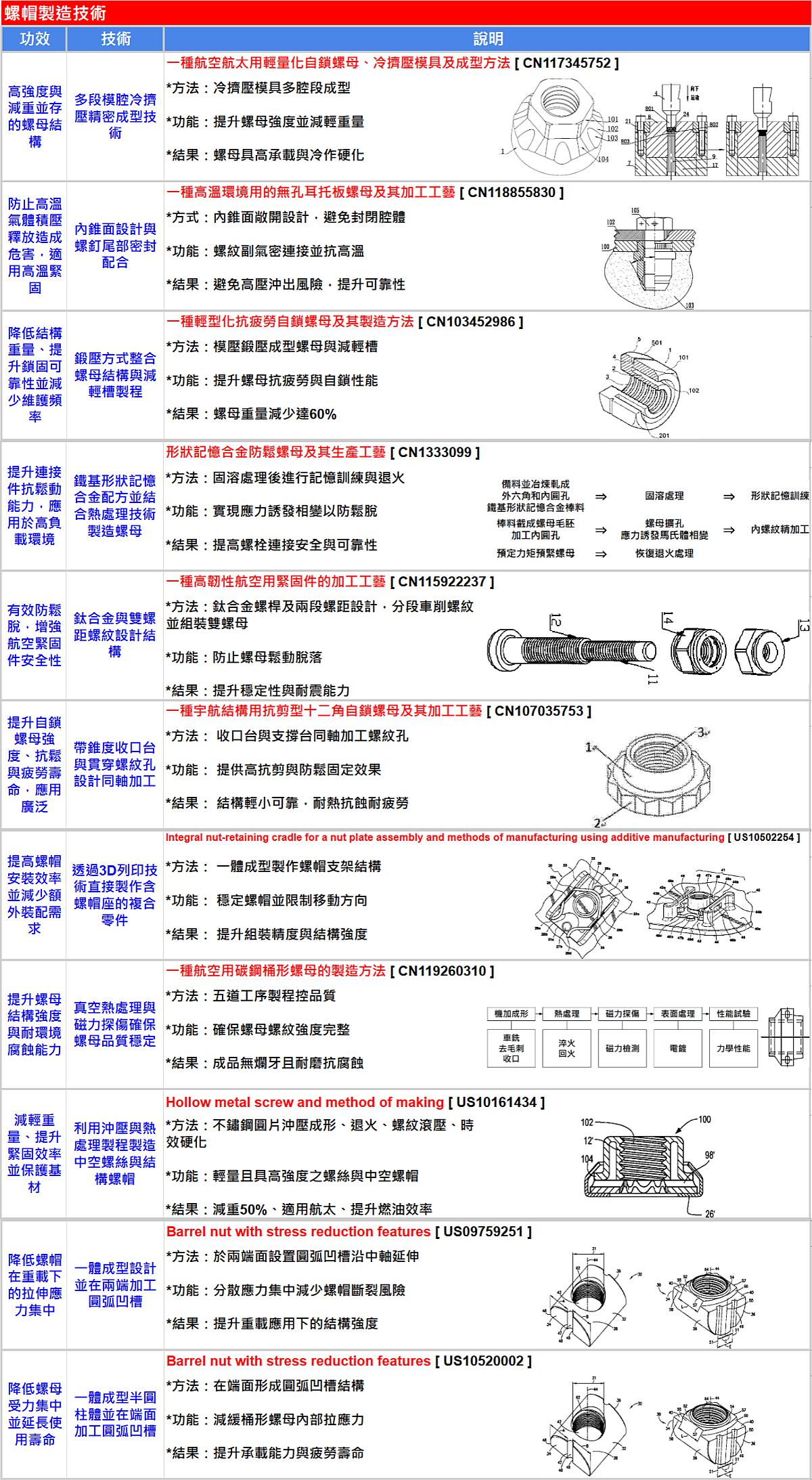
三、技術功效分析
透過解析專利説明文件,建立專利之技術與功效矩陣(如下圖),包括『螺帽、螺栓、鉚釘、墊片、螺絲、扣件、鎖固孔與線材製造』等技術領域,可達成主要功效有:提升緊固結合強度、防鬆、結構強度、尺寸精度、改善機械性質、提高強度、抗疲勞、耐磨耗、輕量化、耐腐蝕、絕緣、改善模具扣件使用壽命、提升扣件組裝效率品質、 狹窄空間與實際空間特殊應用等功效。
以下為各專利之技術功效摘要説明,詳細專利資訊請參閱專利清單。
----
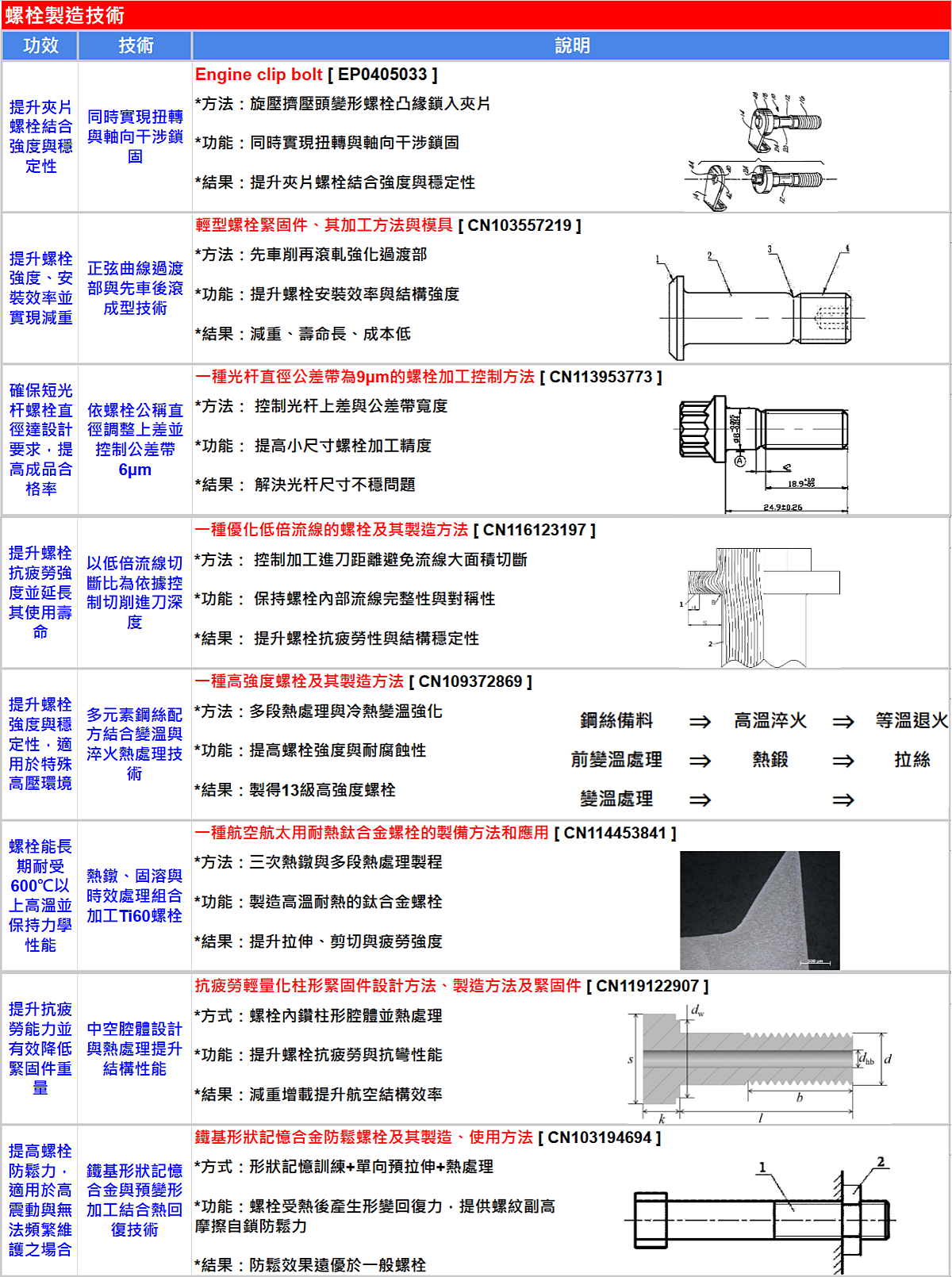
3.1 螺帽製造技術
*利用多段模腔冷擠壓精密成型技術,高強度與減重並存的螺母結構 [ CN117345752 ]
*利用內錐面設計與螺釘尾部密封配合,防止高溫氣體積壓釋放造成危害,適用高溫緊固 [ CN118855830 ]
*利用鍛壓方式整合螺母結構與減輕槽製程,降低結構重量、提升鎖固可靠性並減少維護頻率 [ CN103452986 ]
*利用鐵基形狀記憶合金配方並結合熱處理技術製造螺母,提升連接件抗鬆動能力,應用於高負載環境 [ CN1333099 ]
*利用鈦合金與雙螺距螺紋設計結構,有效防鬆脫,增強航空緊固件安全性 [ CN115922237 ]
*利用帶錐度收口台與貫穿螺紋孔設計同軸加工,提升自鎖螺母強度、抗鬆與疲勞壽命,應用廣泛 [ CN107035753 ]
*利用透過3D列印技術直接製作含螺帽座的複合零件,提高螺帽安裝效率並減少額外裝配需求 [ US10502254 ]
*利用真空熱處理與磁力探傷確保螺母品質穩定,提升螺母結構強度與耐環境腐蝕能力 [ CN119260310 ]
*利用利用沖壓與熱處理製程製造中空螺絲與結構螺帽,減輕重量、提升緊固效率並保護基材 [ US10161434 ]
*利用一體成型設計並在兩端加工圓弧凹槽,降低螺帽在重載下的拉伸應力集中 [ US09759251 ]
*利用一體成型半圓柱體並在端面加工圓弧凹槽,降低螺母受力集中並延長使用壽命 [ US10520002 ]
----
3.2 螺栓製造技術
*利用同時實現扭轉與軸向干涉鎖固,提升夾片螺栓結合強度與穩定性 [ EP0405033 ]
*利用正弦曲線過渡部與先車後滾成型技術,提升螺栓強度、安裝效率並實現減重 [ CN103557219 ]
*利用依螺栓公稱直徑調整上差並控制公差帶6μm,確保短光杆螺栓直徑達設計要求,提高成品合格率 [ CN113953773 ]
*利用以低倍流線切斷比為依據控制切削進刀深度,提升螺栓抗疲勞強度並延長其使用壽命 [ CN116123197 ]
*利用多元素鋼絲配方結合變溫與淬火熱處理技術,提升螺栓強度與穩定性,適用於特殊高壓環境 [ CN109372869 ]
*利用熱鐓、固溶與時效處理組合加工Ti60螺栓,螺栓能長期耐受600℃以上高溫並保持力學性能 [ CN114453841 ]
*利用中空腔體設計與熱處理提升結構性能,提升抗疲勞能力並有效降低緊固件重量 [ CN119122907 ]
*利用鐵基形狀記憶合金與預變形加工結合熱回復技術,提高螺栓防鬆力,適用於高震動與無法頻繁維護之場合 [ CN103194694 ]
----
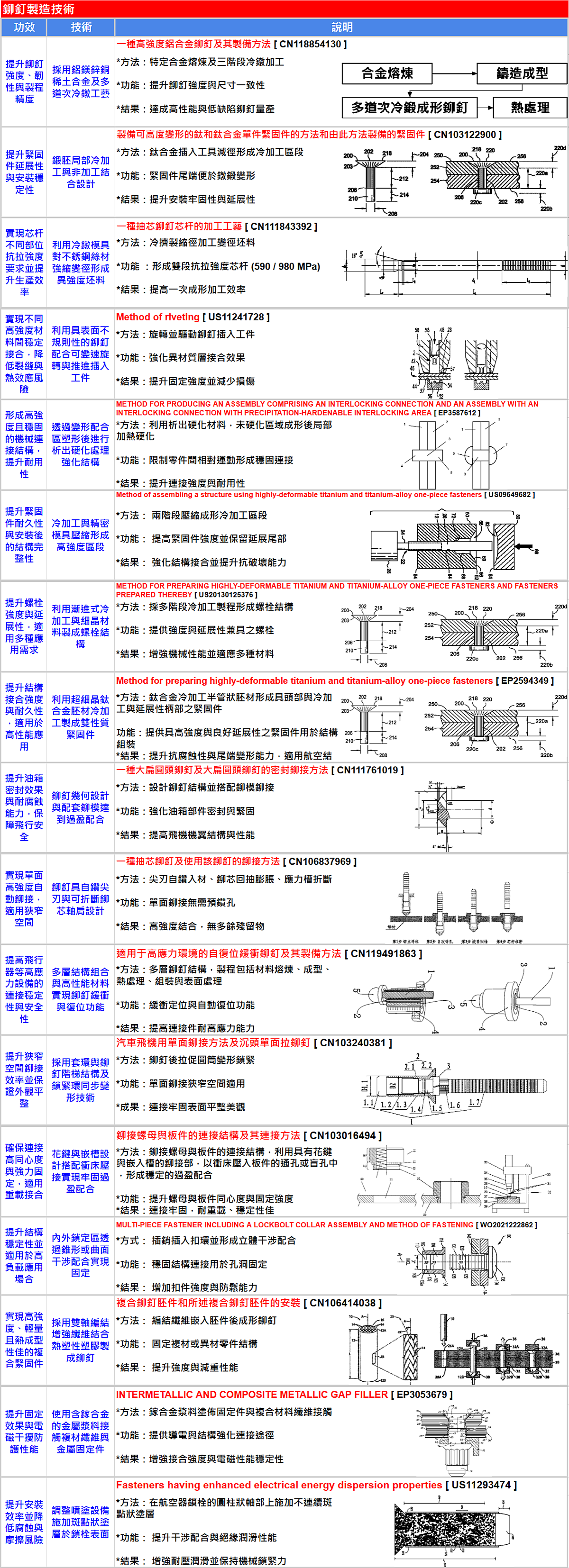
3.3 鉚釘製造技術
*利用採用鋁鎂鋅銅稀土合金及多道次冷鐓工藝,提升鉚釘強度、韌性與製程精度 [ CN118854130 ]
*利用鍛胚局部冷加工與非加工結合設計,提升緊固件延展性與安裝穩定性 [ CN103122900 ]
*利用利用冷鐓模具對不銹鋼絲材強縮變徑形成異強度坯料,實現芯杆不同部位抗拉強度要求並提升生產效率 [ CN111843392 ]
*利用利用具表面不規則性的鉚釘配合可變速旋轉與推進插入工件,實現不同高強度材料間穩定接合,降低裂縫與熱效應風險 [ US11241728 ]
*利用透過變形配合區塑形後進行析出硬化處理強化結構,形成高強度且穩固的機械連接結構,提升耐用性 [ EP3587612 ]
*利用冷加工與精密模具壓縮形成高強度區段,提升緊固件耐久性與安裝後的結構完整性 [ US09649682 ]
*利用利用漸進式冷加工與細晶材料製成螺栓結構,提升螺栓強度與延展性,適用多種應用需求 [ US20130125376 ]
*利用利用超細晶鈦合金胚材冷加工製成雙性質緊固件,提升結構接合強度與耐久性,適用於高性能應用 [ EP2594349 ]
*利用鉚釘幾何設計與配套鉚模達到過盈配合,提升油箱密封效果與耐腐蝕能力,保障飛行安全 [ CN111761019 ]
*利用鉚釘具自鑽尖刃與可折斷鉚芯軸肩設計,實現單面高強度自動鉚接,適用狹窄空間 [ CN106837969 ]
*利用多層結構組合與高性能材料實現鉚釘緩衝與復位功能,提高飛行器等高應力設備的連接穩定性與安全性 [ CN119491863 ]
*利用採用套環與鉚釘階梯結構及鎖緊環同步變形技術,提升狹窄空間鉚接效率並保證外觀平整 [ CN103240381 ]
*利用花鍵與嵌槽設計搭配衝床壓接實現牢固過盈配合,確保連接高同心度與強力固定,適用重載接合 [ CN103016494 ]
*利用內外鎖定區透過錐形或曲面干涉配合實現固定,提升結構穩定性並適用於高負載應用場合 [ WO2021222862 ]
*利用採用雙軸編結增強纖維結合熱塑性塑膠製成鉚釘,實現高強度、輕量且熱成型性佳的複合緊固件 [ CN106414038 ]
*利用使用含鎵合金的金屬漿料接觸複材纖維與金屬固定件,提升固定效果與電磁干擾防護性能 [ EP3053679 ]
*利用調整噴塗設備施加斑點狀塗層於鎖栓表面,提升安裝效率並降低腐蝕與摩擦風險 [ US11293474 ]
----
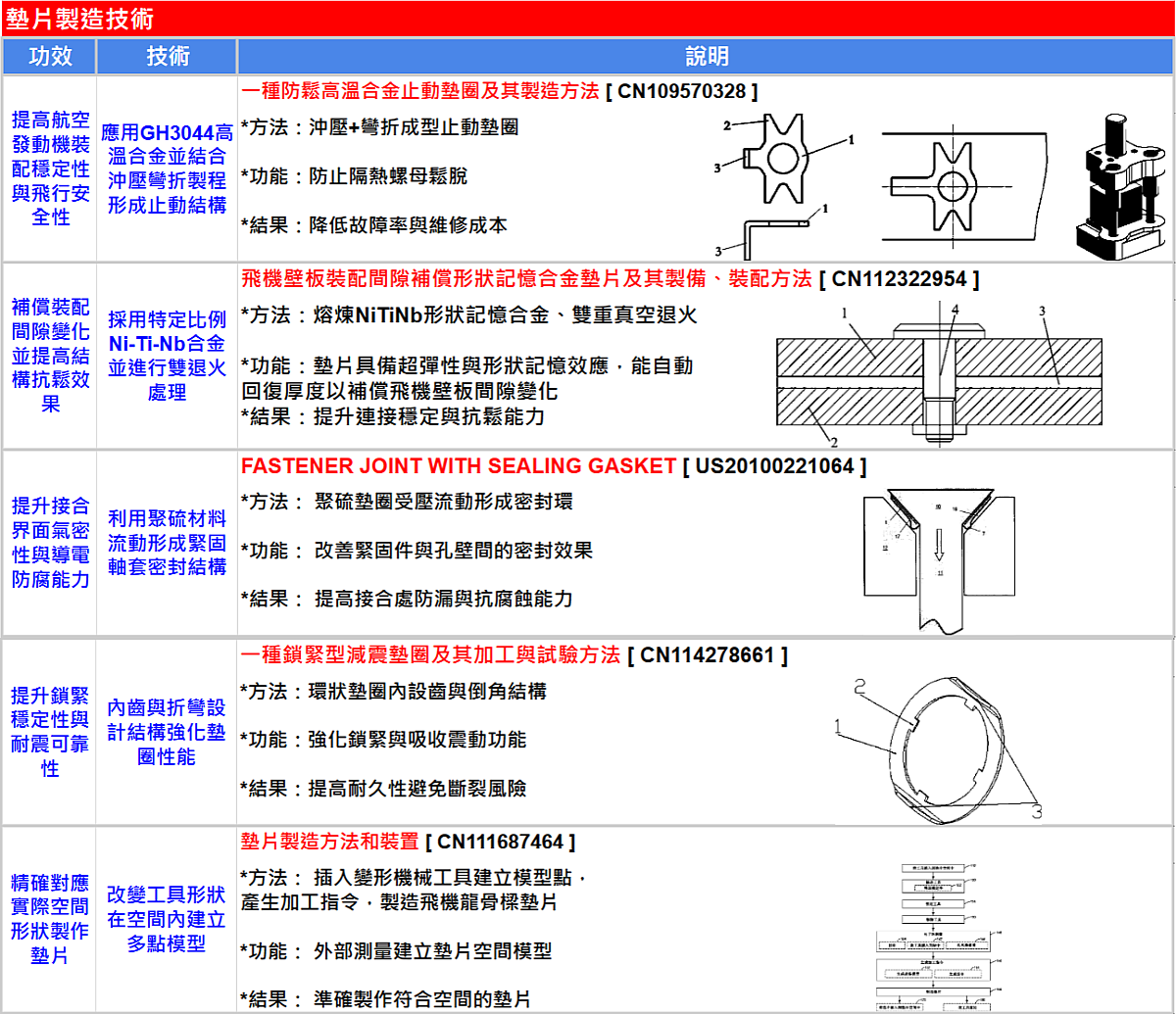
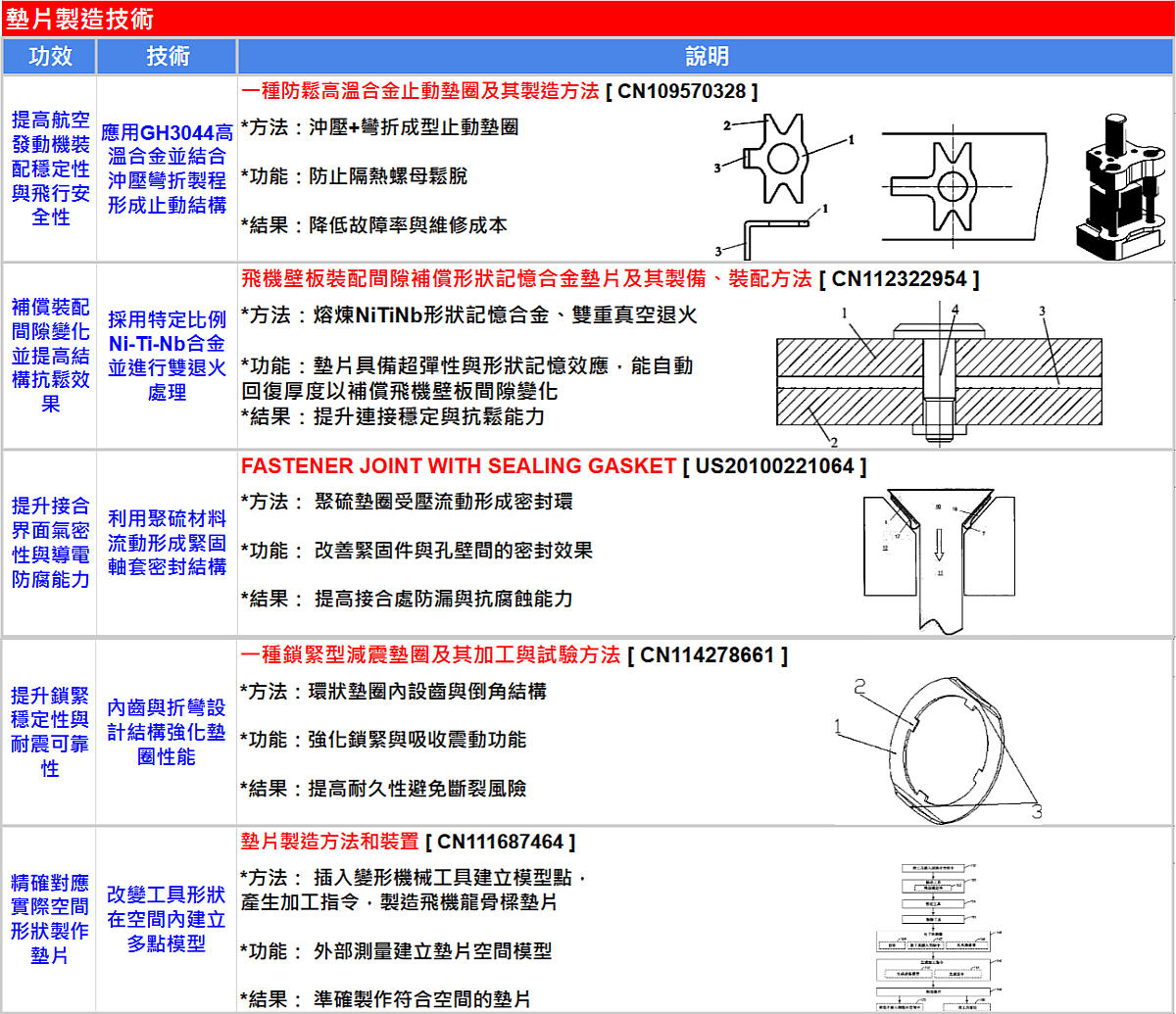
3.4 墊片製造技術
*利用應用GH3044高溫合金並結合沖壓彎折製程形成止動結構,提高航空發動機裝配穩定性與飛行安全性 [ CN109570328 ]
*利用採用特定比例Ni-Ti-Nb合金並進行雙退火處理,補償裝配間隙變化並提高結構抗鬆效果 [ CN112322954 ]
*利用利用聚硫材料流動形成緊固軸套密封結構,提升接合界面氣密性與導電防腐能力 [ US20100221064 ]
*利用內齒與折彎設計結構強化墊圈性能,提升鎖緊穩定性與耐震可靠性 [ CN114278661 ]
*利用改變工具形狀在空間內建立多點模型,精確對應實際空間形狀製作墊片 [ CN111687464 ]
----
3.5 螺絲製造技術
*利用扁平不鏽鋼片沖壓後熱處理形成中空螺絲,重量減半並保有航太級螺紋強度 [ US09689415 ]
*利用不鏽鋼圓片壓製中空軸體,並經熱處理強化,減輕螺絲重量,提高飛機燃油效率,仍保有足夠強度 [ US09803676 ]
*利用以扁平鋼片衝壓成中空螺絲後進行熱處理與滾牙,大幅減輕重量,仍維持高強度,提升飛機燃效 [ US10406590 ]
*利用熱處理後鍍銅再搓絲方式加工螺釘,延長模具壽命並提升加工效率與一致性 [ CN115091136 ]
*利用鋼坯預熱、控溫鍛造與表面處理整合流程,提升緊固件強度、耐蝕性與生產效率 [ CN107058705 ]
*利用多段熱處理與化學處理提升材料特性,提高螺絲強度、耐磨與壽命,適合航空使用 [ CN104439984 ]
----
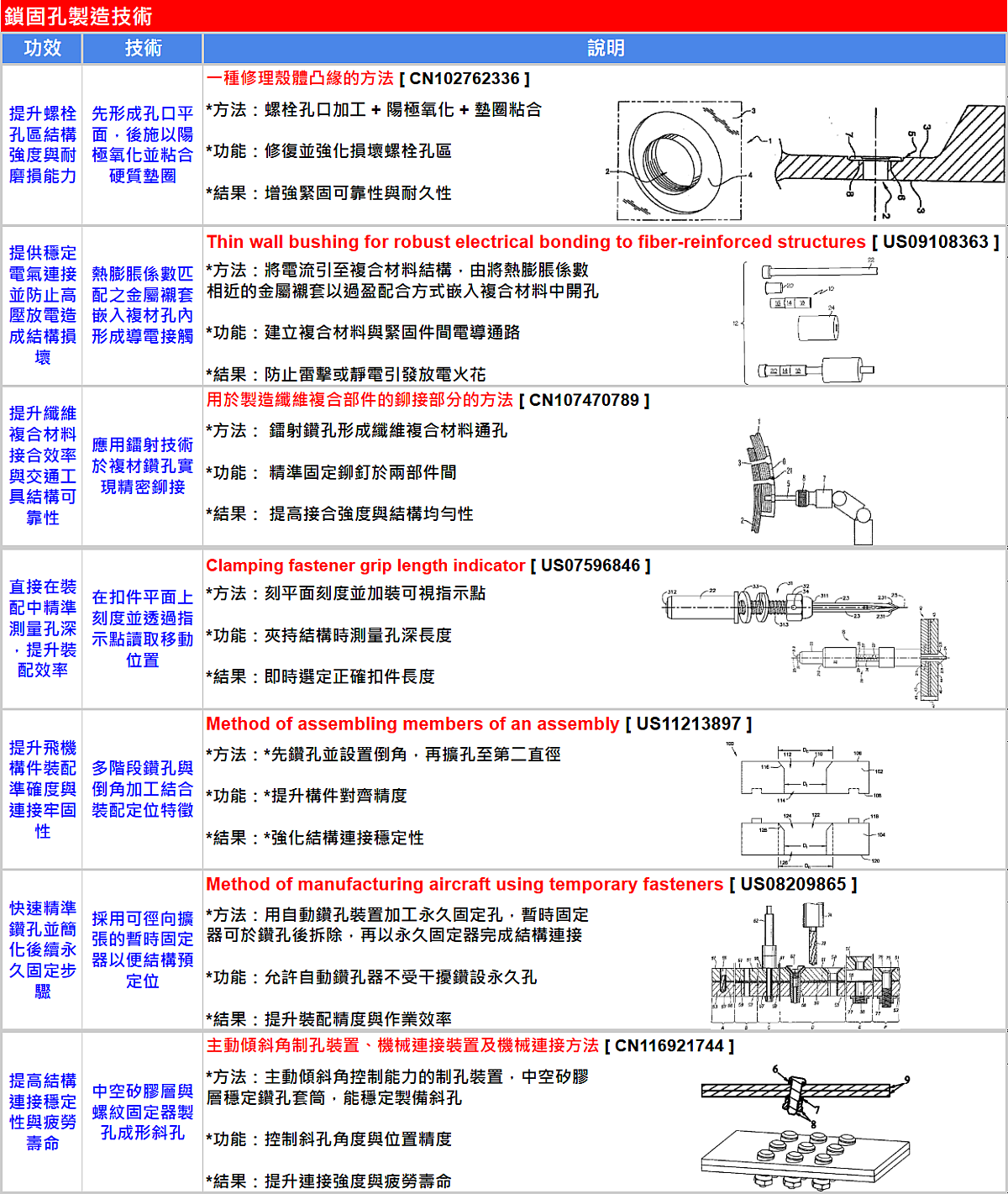
3.6 鎖固孔製造技術
*利用先形成孔口平面,後施以陽極氧化並粘合硬質墊圈,提升螺栓孔區結構強度與耐磨損能力 [ CN102762336 ]
*利用熱膨脹係數匹配之金屬襯套嵌入複材孔內形成導電接觸,提供穩定電氣連接並防止高壓放電造成結構損壞 [ US09108363 ]
*利用應用鐳射技術於複材鑽孔實現精密鉚接,提升纖維複合材料接合效率與交通工具結構可靠性 [ CN107470789 ]
*利用在扣件平面上刻度並透過指示點讀取移動位置,直接在裝配中精準測量孔深,提升裝配效率 [ US07596846 ]
*利用多階段鑽孔與倒角加工結合裝配定位特徵,提升飛機構件裝配準確度與連接牢固性 [ US11213897 ]
*利用採用可徑向擴張的暫時固定器以便結構預定位,快速精準鑽孔並簡化後續永久固定步驟 [ US08209865 ]
*利用中空矽膠層與螺紋固定器製孔成形斜孔,提高結構連接穩定性與疲勞壽命 [ CN116921744 ]
----
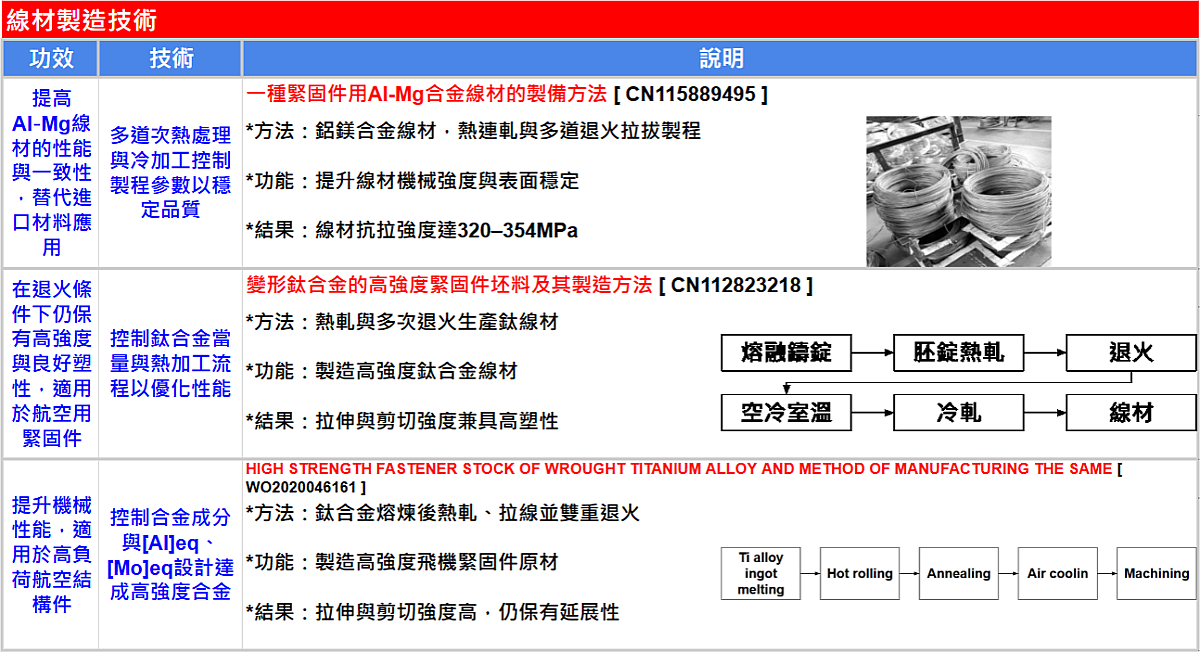
3.7 線材製造技術
*利用多道次熱處理與冷加工控制製程參數以穩定品質,提高Al‑Mg線材的性能與一致性,替代進口材料應用 [ CN115889495 ]
*利用控制鈦合金當量與熱加工流程以優化性能,在退火條件下仍保有高強度與良好塑性,適用於航空用緊固件 [ CN112823218 ]
*利用控制合金成分與[Al]eq、[Mo]eq設計達成高強度合金,提升機械性能,適用於高負荷航空結構件 [ WO2020046161 ]
----
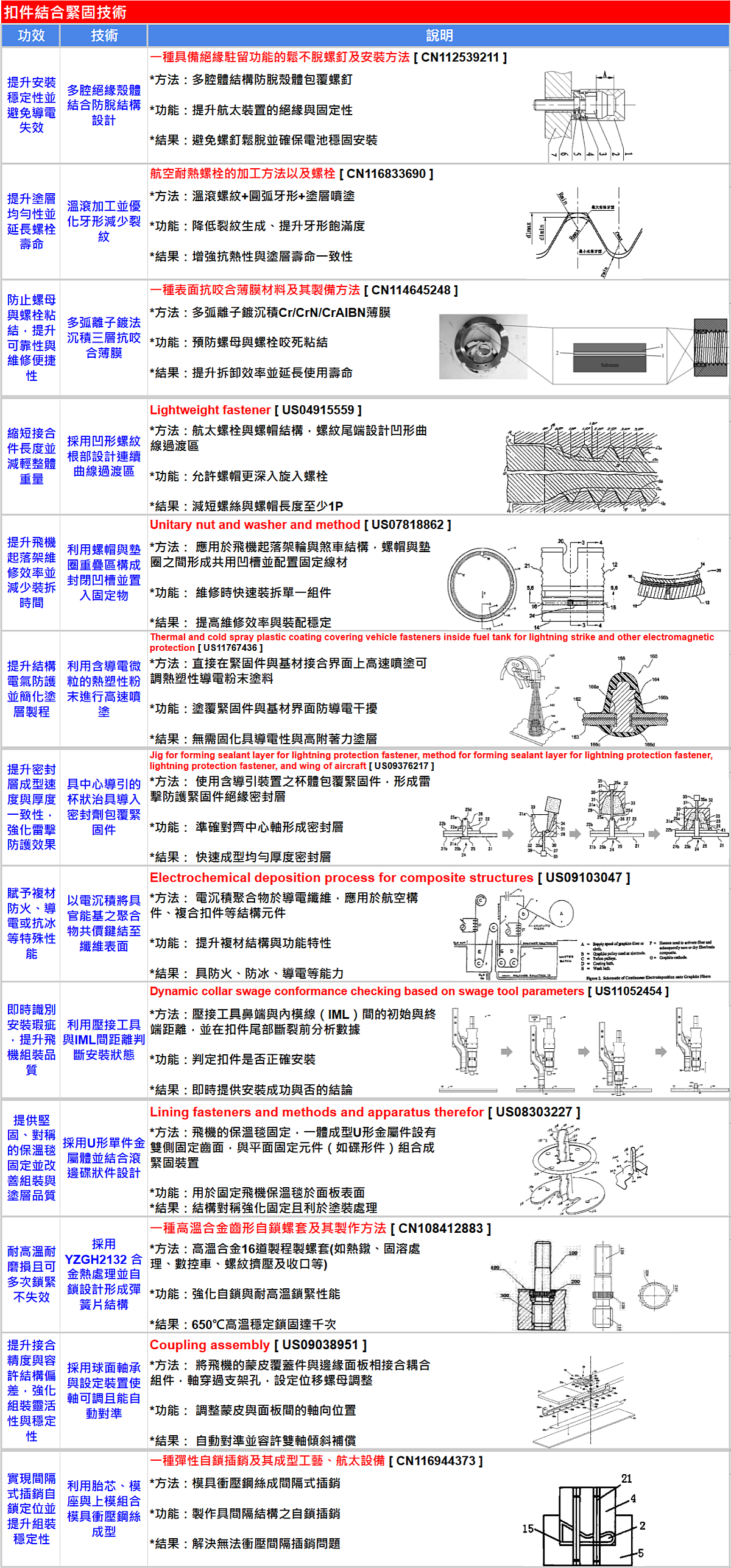
3.8 扣件結合緊固技術
*利用多腔絕緣殼體結合防脫結構設計,提升安裝穩定性並避免導電失效 [ CN112539211 ]
*利用溫滾加工並優化牙形減少裂紋,提升塗層均勻性並延長螺栓壽命 [ CN116833690 ]
*利用多弧離子鍍法沉積三層抗咬合薄膜,防止螺母與螺栓粘結,提升可靠性與維修便捷性 [ CN114645248 ]
*利用採用凹形螺紋根部設計連續曲線過渡區,縮短接合件長度並減輕整體重量 [ US04915559 ]
*利用利用螺帽與墊圈重疊區構成封閉凹槽並置入固定物,提升飛機起落架維修效率並減少裝拆時間 [ US07818862 ]
*利用利用含導電微粒的熱塑性粉末進行高速噴塗,提升結構電氣防護並簡化塗層製程 [ US11767436 ]
*利用具中心導引的杯狀治具導入密封劑包覆緊固件,提升密封層成型速度與厚度一致性,強化雷擊防護效果 [ US09376217 ]
*利用以電沉積將具官能基之聚合物共價鍵結至纖維表面,賦予複材防火、導電或抗冰等特殊性能 [ US09103047 ]
*利用利用壓接工具與IML間距離判斷安裝狀態,即時識別安裝瑕疵,提升飛機組裝品質 [ US11052454 ]
*利用採用U形單件金屬體並結合滾邊碟狀件設計,提供堅固、對稱的保溫毯固定並改善組裝與塗層品質 [ US08303227 ]
*利用採用 YZGH2132 合金熱處理並自鎖設計形成彈簧片結構,耐高溫耐磨損且可多次鎖緊不失效 [ CN108412883 ]
*利用採用球面軸承與設定裝置使軸可調且能自動對準,提升接合精度與容許結構偏差,強化組裝靈活性與穩定性 [ US09038951 ]
*利用利用胎芯、模座與上模組合模具衝壓鋼絲成型,實現間隔式插銷自鎖定位並提升組裝穩定性 [ CN116944373 ]
----
四、主要專利分類號(MIPC)分析
本次專利分析,自全球專利資料庫檢索70筆扣件,公告日介於19900410至20250221間,申請國件數分別為美國(US)24件、中國(CN)40件、歐洲(EP)4件與世界(WO)2件,專利權人包括美國的『VSI CORPORATION、THE MONADNOCK COMPANY、THE BOEING COMPANY、Physical Systems, Inc.、MITSUBISHI AIRCRAFT CORPORATION、LOCKHEED MARTIN CORPORATION、ATLAS COPCO IAS UK LIMITED、AIRBUS UK LIMITED、AIRBUS OPERATIONS LIMITED』;中國的『貴州航太精工製造有限公司、貴州精立航太科技有限公司、東方藍天鈦金科技有限公司、無錫安士達五金有限公司、中國航空工業標準件製造有限責任公司、北京航為高科連接技術有限公司、中國航發湖南動力機械研究所、天津空間電源科技有限公司、中國航發沈陽黎明航空有限責任公司、上海航太設備製造總廠』;歐洲的『VSI CORPORATION、THE BOEING COMPANY、MTU Aero Engines AG』;與世界的『THE BOEING COMPANY、PUBLIC STOCK COMPANY VSMPO-AVISMA CORPORATION、HOWMET AEROSPACE INC.』 … 等專利權人(完整專利權人請詳參專利清單)。
前五大主要專利分類號(MIPC),共有31件專利,佔總專利數44%,包括:
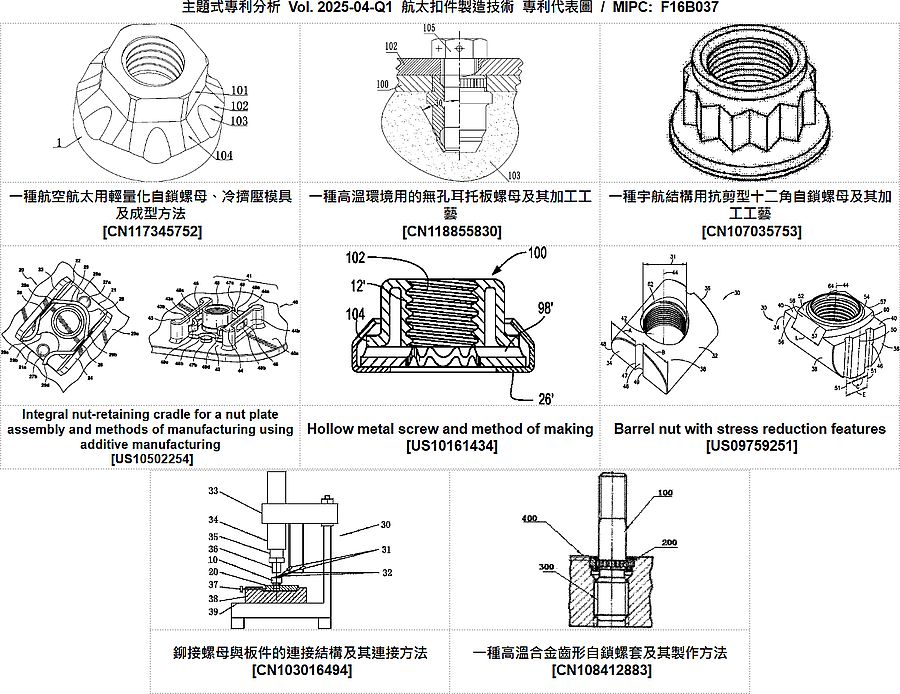
(1) 螺帽或類似之螺紋接合元件 (F16B037,8件專利,佔總專利數11%):
一種航空航太用輕量化自鎖螺母、冷擠壓模具及成型方法、一種高溫環境用的無孔耳托板螺母及其加工工藝、一種宇航結構用抗剪型十二角自鎖螺母及其加工工藝、Integral nut-retaining cradle for a nut plate assembly and methods of manufacturing using additive manufacturing、Hollow metal screw and method of making、Barrel nut with stress reduction features、鉚接螺母與板件的連接結構及其連接方法、一種高溫合金齒形自鎖螺套及其製作方法。
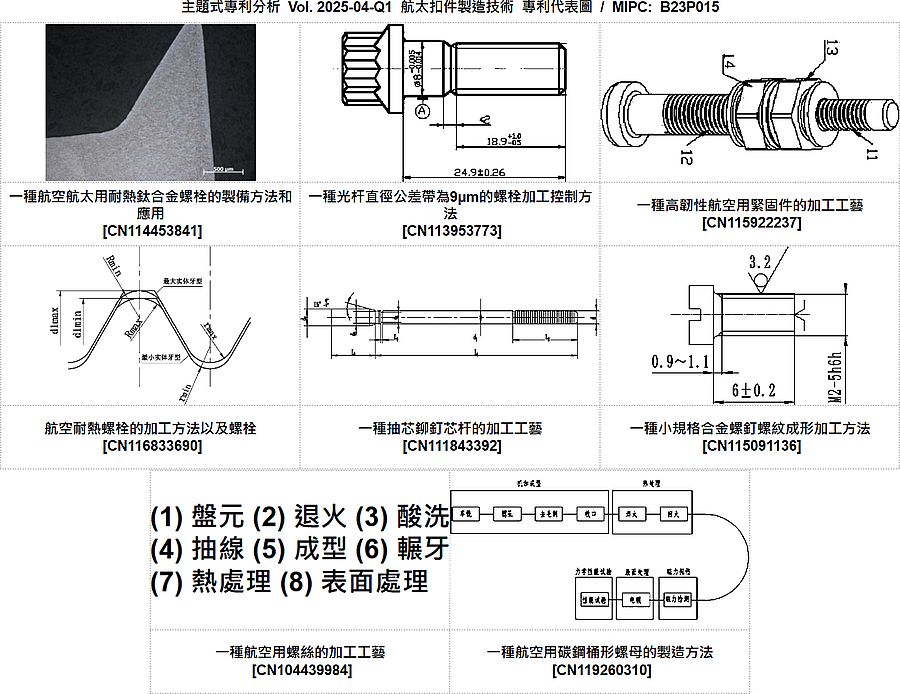
(2) 製造特定金屬物品,採用未列入另一單獨次類或該次類之一個目的加工 (B23P015,8件專利,佔總專利數11%):
一種航空航太用耐熱鈦合金螺栓的製備方法和應用、一種光杆直徑公差帶為9μm的螺栓加工控制方法、一種高韌性航空用緊固件的加工工藝、航空耐熱螺栓的加工方法以及螺栓、一種抽芯鉚釘芯杆的加工工藝、一種小規格合金螺釘螺紋成形加工方法、一種航空用螺絲的加工工藝、一種航空用碳鋼桶形螺母的製造方法。
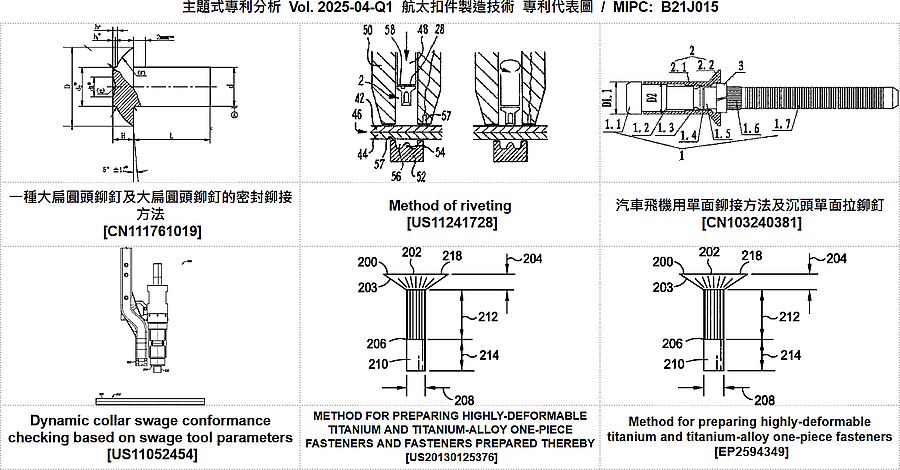
(3) 鍛造;錘擊;壓製;鉚接;鍛造爐 / 鉚接 (B21J015,6件專利,佔總專利數9%):
一種大扁圓頭鉚釘及大扁圓頭鉚釘的密封鉚接方法、Method of riveting、汽車飛機用單面鉚接方法及沉頭單面拉鉚釘、Dynamic collar swage conformance checking based on swage tool parameters、METHOD FOR PREPARING HIGHLY-DEFORMABLE TITANIUM AND TITANIUM-ALLOY ONE-PIECE FASTENERS AND FASTENERS PREPARED THEREBY、Method for preparing highly-deformable titanium and titanium-alloy one-piece fasteners。
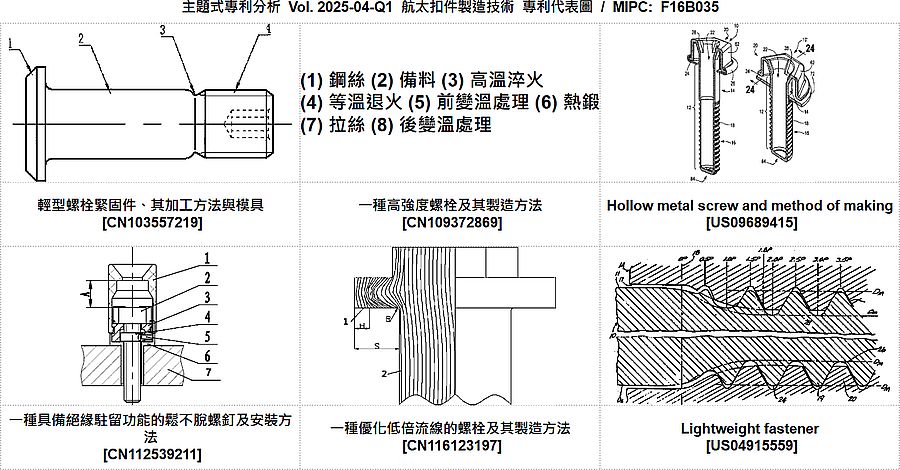
(4) 螺栓;支撐螺栓;雙頭螺栓;螺釘;止動螺釘 (F16B035,6件專利,佔總專利數9%):
輕型螺栓緊固件、其加工方法與模具、一種高強度螺栓及其製造方法、Hollow metal screw and method of making、一種具備絕緣駐留功能的鬆不脫螺釘及安裝方法、一種優化低倍流線的螺栓及其製造方法、Lightweight fastener。
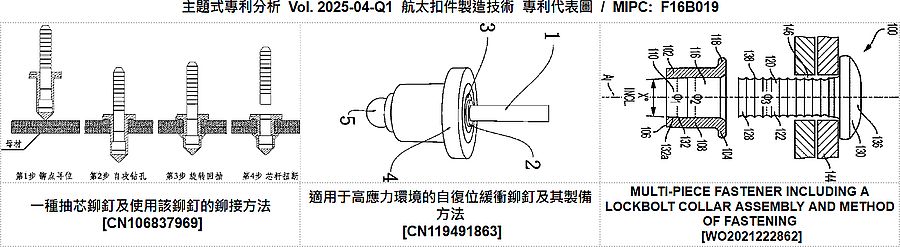
(5) 不帶螺紋之栓;銷,包括可變形元件;鉚釘 (F16B019,3件專利,佔總專利數4%):
一種抽芯鉚釘及使用該鉚釘的鉚接方法、適用于高應力環境的自復位緩衝鉚釘及其製備方法、MULTI-PIECE FASTENER INCLUDING A LOCKBOLT COLLAR ASSEMBLY AND METHOD OF FASTENING等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2025-04-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_c5151e8d-c053-4d5a-85d4-cc20f4ed039c
[2] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2025-04-No1, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1iTCMp-gn37I4WmjtwBGI4VDvF1mqSTjt/edit?usp=sharing&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2025-04-No1, 專利説明書 PDF, https://drive.google.com/drive/folders/1Ov43jkn1J-qiwXNThx3436hZAU1JkEwk?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_c5151e8d-c053-4d5a-85d4-cc20f4ed039c )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、以『螺帽或類似之螺紋接合元件』(F16B037)為主要IPC分類號之扣件相關專利:
本項分類號(F16B037)之專利包括『一種航空航太用輕量化自鎖螺母、冷擠壓模具及成型方法、一種高溫環境用的無孔耳托板螺母及其加工工藝、一種宇航結構用抗剪型十二角自鎖螺母及其加工工藝、Integral nut-retaining cradle for a nut plate assembly and methods of manufacturing using additive manufacturing、Hollow metal screw and method of making、Barrel nut with stress reduction features、鉚接螺母與板件的連接結構及其連接方法、一種高溫合金齒形自鎖螺套及其製作方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種航空航太用輕量化自鎖螺母、冷擠壓模具及成型方法 [ CN117345752 ] :
本發明公開了一種航空航太用輕量化自鎖螺母、冷擠壓模具及成型方法,屬於螺母加工技術領域。自鎖螺母包括螺母本體,螺母本體包括扳擰段及法蘭段,法蘭段上設有多個減重斜面結構及法蘭錐面結構,法蘭錐面結構設置在減重斜面結構之間,減重斜面結構上設有減重窩結構。冷擠壓模具包括上模機構、下模機構及聯動機構,下模機構包括陰模,陰模內設有型腔,型腔內自上而下依次設有圓柱腔段、法蘭腔段、扳擰定徑帶腔段及扳擰腔段,法蘭腔段設有斜面結構及錐面結構,斜面結構上設有凸球。本發明自鎖螺母冷擠壓使得自鎖螺母的金屬纖維連續流暢流動及材料冷變形冷作硬化特性,使其基體組織緊密且強度大幅提升,使得該自鎖螺母同時具備減重且高承載特性。
02. 一種高溫環境用的無孔耳托板螺母及其加工工藝 [ CN118855830 ] :
本發明涉及航空航太緊固件技術領域,尤其涉及一種高溫環境用的無孔耳托板螺母及其加工工藝。螺母從左至右依次包括鉚接段、托板段、主體段、過渡段以及收口段;在托板段與主體段共同形成的內孔中設置有內螺紋;收口段內壁為尾部敞開式內錐面,所述收口段的內錐面用於與螺釘尾部的錐面進行接觸密封。相對于現有技術中採用尾部全封閉的防塵螺母而言,由於本發明採用尾部敞開式內錐面與螺釘的尾部錐面相接觸密封,裝配後的螺紋副不存在封閉空腔,因此在高溫情況下不會形成高壓氣室,有效避免了高溫氣體突然沖出危害其他零件的風險。採用本發明所提供的加工工藝製備得到的無孔耳托板螺母具有良好的高溫性能,適用於在高溫環境下進行零件緊固連接。
03. 一種宇航結構用抗剪型十二角自鎖螺母及其加工工藝 [ CN107035753 ] :
本發明提供了一種宇航結構用抗剪型十二角自鎖螺母及其加工工藝,包括收口台、十二角支撐台和內螺紋孔,所述收口台為帶錐度的收口台,收口台的廣口端與十二角支撐台連接,且收口台與十二角支撐台同軸,以該軸線為軸心的收口臺上開有內螺紋孔,且內螺紋孔貫穿十二角支撐台。本發明所述的抗剪型十二角自鎖螺母具有扳擰力矩大、結構尺寸小、重量輕、防鬆可靠、強度高、耐熱耐蝕性能好、抗疲勞性能優異等優點,可推廣應用於航空航太、發動機、船舶、核能等武器裝備領域的重要承剪結構中。
04. Integral nut-retaining cradle for a nut plate assembly and methods of manufacturing using additive manufacturing [ US10502254 ] :
公開了積層製造的零件,包括整體積層製造的螺母板支架,以及它們的製造方法和在零件和零件安裝中的使用以及促進將零件和零件連接到更大的結構。
Additively manufactured parts are disclosed comprising an integral additively manufactured nut plate cradle, and methods of their manufacture and use in part and component installation and to facilitate joining parts and components to larger structures.
05. Hollow metal screw and method of making [ US10161434 ] :
提供了一種空心螺桿和相關的製造方法,其中空心螺桿由從扁平卷材切割而成的大致圓形的耐腐蝕不銹鋼盤形成。中空螺絲包括頭部和細長中空軸,細長中空軸具有從其延伸的約0.2毫米至約0.7毫米之間的壁厚,並限定桿部和螺紋部,螺紋部上具有多個螺紋,旋轉驅動機構構造成便於經由螺紋緊固。此製程包括對沖壓空心螺絲進行退火軟化,然後進行螺紋滾壓,然後對空心螺絲進行時效硬化。因此,所得的空心螺桿相對較輕,約為由相同材料製成的實心螺桿質量的50%,具有足夠的螺紋強度以滿足大多數航空航天應用的需要,並有助於重要的飛機燃油經濟性。
A hollow screw and related process of making is provided, wherein the hollow screw is formed from a generally circular corrosion resistant stainless steel disk cut from flat roll stock. The hollow screw includes a head and an elongated and hollow shaft having a wall thickness between about 0.2 to about 0.7 millimeters extending therefrom and defining a shank portion and a threaded portion having a plurality of threads thereon with a rotational drive mechanism configured to facilitate tightening via the threads. The process involves annealing to soften the stamped hollow screw, followed by thread rolling, and then age hardening the hollow screw. As such, the resultant hollow screw is relatively lightweight, about 50% the mass of a solid core screw made from the same material, with a sufficient thread strength to meet most aerospace applications and contributes to important aircraft fuel economy.
06. Barrel nut with stress reduction features [ US09759251 ] :
一種具有用於減小筒狀螺母內重負載下的拉伸應力的特徵的筒狀螺母,具有部分圓柱形本體,該部分圓柱形本體具有第一平坦端面和第二平坦端面。螺紋孔延伸穿過部分圓柱形本體,其中心軸線基本上平行於第一平坦端部表面和第二平坦端部表面。在第一平坦端面和第二平坦端面中的每一個中形成有至少一個凹槽,該凹槽具有圓形表面,該圓形表面沿基本平行於螺紋孔的中心軸線的方向延伸部分圓柱形本體的彎曲上表面與其底表面之間的距離的至少一部分。
A barrel nut with features for reducing tensile stresses under heavy load within the barrel nut has a partial-cylindrical body having a first planar end surface and a second planar end surface. A threaded bore extends through the partial-cylindrical body with a central axis substantially parallel to the first planar end surface and the second planar end surface. At least one groove is formed in each of the first planar end surface and the second planar end surface, the groove having a rounded surface extending at least a part of a distance between a curved upper surface of the partial-cylindrical body to a bottom surface thereof in a direction substantially parallel to the central axis of the threaded bore.
07. 鉚接螺母與板件的連接結構及其連接方法 [ CN103016494 ] :
本發明屬於機械連接件技術領域,涉及鉚接螺母與板件的連接結構及其連接方法,所述的連接結構是:設有內螺紋的鉚接螺母包括一體式結構的螺母帽頭以及鉚接部,所述鉚接部由螺母帽頭的根部向外依次設置有縮頸形成的第一臺階和第二臺階,靠近螺母帽頭一側的第一臺階的外圓柱面上設置有花鍵,第二臺階內側的外圓柱面上設置有環形的嵌入槽,鉚接部卡接在板件的通孔或盲孔內形成過盈配合,所述的連接方法是:用衝床將鉚接螺母的鉚接部壓入板件的通孔或盲孔內形成過盈配合,優點是:使用本發明與板件連接的同心度好,連接過程的各種機械及化學性能不變,而且連接牢固,應用於航空、鐵路、車輛等各類重載荷的連接。
08. 一種高溫合金齒形自鎖螺套及其製作方法 [ CN108412883 ] :
本發明涉及一種航空用緊固件,具體為一種高溫合金齒形自鎖螺套及其製作方法,包括如下步驟,1.備料:螺套採用YZGH2132合金材質;2.下料:按鐓制螺套的需求用料;3.表面處理:鍍銅潤滑,防止表面在鐓制過程中拉傷;4.熱鐓:高頻加熱鐓制六方體,防止零件過燒;5.退鍍:退去表面鍍銅層;6.固溶:固溶處理中加熱溫度為990‑1010℃。本發明提供一種能製作螺套的方法,使製作的螺套經過上千次鎖緊不衰減還能在高溫650℃條件下安全使用。
----
二、以『製造特定金屬物品,採用未列入另一單獨次類或該次類之一個目的加工』(B23P015)為主要IPC分類號之扣件相關專利:
本項分類號(B23P015)之專利包括『一種航空航太用耐熱鈦合金螺栓的製備方法和應用、一種光杆直徑公差帶為9μm的螺栓加工控制方法、一種高韌性航空用緊固件的加工工藝、航空耐熱螺栓的加工方法以及螺栓、一種抽芯鉚釘芯杆的加工工藝、一種小規格合金螺釘螺紋成形加工方法、一種航空用螺絲的加工工藝、一種航空用碳鋼桶形螺母的製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種航空航太用耐熱鈦合金螺栓的製備方法和應用 [ CN114453841 ] :
本發明提供了一種航空航太用耐熱鈦合金Ti60螺栓加工製造方法和應用,採用Ti60鈦合金棒絲材製備;先採用三次熱鐓工藝將螺栓毛坯一端製成直徑為8‑16mm的螺栓頭,得到Ti60鈦合金螺栓一級半成品;再將其在1000℃‑1040℃下固溶處理,得到Ti60鈦合金螺栓二級半成品;對其進行尺寸加工,對尺寸加工的Ti60鈦合金螺栓二級半成品的杆部進行溫滾壓形成螺紋段,得到Ti60鈦合金螺栓三級半成品;對Ti60鈦合金螺栓三級半成品在真空熱處理爐中進行680℃‑720℃時效處理,得到Ti60鈦合金螺栓成品。本發明通過不同的加工和熱處理工藝組合,可獲得拉伸強度、剪切強度、高溫持久和室溫、高溫疲勞性能優良的鈦合金螺栓,適合在600℃~650℃範圍內使用。
02. 一種光杆直徑公差帶為9μm的螺栓加工控制方法 [ CN113953773 ] :
本發明提供一種光杆直徑公差帶為9μm的螺栓加工控制方法,該方法依次包括螺栓光杆直徑加工尺寸控制、螺栓螺紋滾壓加工、螺栓時效處理,其中螺栓螺紋滾壓加工與螺栓時效處理都採用現有的螺栓加工處理方式;所述螺栓光杆直徑加工尺寸控制包括以下步驟:①加工螺栓光杆直徑的上差時,在設計上差基礎上提高Nμm;所述N=d/1000,其中d為螺栓公稱直徑;②加工螺栓光杆直徑的公差帶時,按6μm進行控制;所述螺栓為GH4169應力持久型螺栓;所述螺栓光杆長度尺寸≤5mm。本發明所述方法科學合理,操作方便,有效的解決了光杆長度≤5mm的GH4169應力持久型螺栓在加工後光杆直徑實際尺寸不滿足設計要求的問題,可廣泛應用於航空發動機用光杆直徑公差帶為9μm的GH4169應力持久型螺栓的製造加工。
03. 一種高韌性航空用緊固件的加工工藝 [ CN115922237 ] :
本發明公開了一種高韌性航空用緊固件的加工工藝,該加工工藝包括以下步驟:鈦合金坯料加工為適宜尺寸後,分段加工細螺紋部以及粗螺紋部,制得螺杆件;加工對應尺寸的螺母,包括鎖止螺母與底承螺母;通過設置上下兩段不同螺距的螺紋,分別為細螺紋部與粗螺紋部,配合兩組不同的鎖止螺母與底承螺母,在鎖止螺母與底承螺母分別螺紋在細螺紋部與粗螺紋部時,可致使鎖止螺母與底承螺母配合,並使底承螺母上的卡條卡接在鎖止螺母底部的卡槽內,在鎖止螺母與底承螺母產生震動或是與空氣摩擦而導致滑動時,會在卡條與卡槽的卡接效果下,限制該種運動,進而避免鎖止螺母與底承螺母脫離,有利於提高穩定性和安全性。
04. 航空耐熱螺栓的加工方法以及螺栓 [ CN116833690 ] :
本發明提供了一種航空耐熱螺栓的加工方法以及螺栓,涉及航空緊固件技術領域,包括如下步驟:加工螺栓坯料形成螺栓主體;採用溫滾方式滾壓螺栓主體形成螺紋;其中,螺紋的牙頂和/或螺紋的牙底呈圓弧形設置;對螺栓的螺紋進行檢查,判斷滾壓出的螺紋是否合格;對檢驗合格的螺栓進行噴塗,在螺栓上形成防護塗層。本發明通過採用溫滾方式使得螺栓坯料的硬度降低,便於通過滾絲輪對螺栓主體進行滾壓以形成螺紋,顯著地減少了成型過程中螺紋上的裂紋及折疊紋。並且,通過使螺紋的牙頂及牙底呈圓弧形設置,使得螺紋的牙形更加飽滿、平順,更加便於後續對螺栓進行塗覆,提高了螺栓上的塗層均勻性,增加了螺栓的使用壽命。
05. 一種抽芯鉚釘芯杆的加工工藝 [ CN111843392 ] :
本申請公開了飛機零部件製造技術領域中的一種抽芯鉚釘芯杆的加工工藝,使用衝壓模對芯杆的材料進行冷鐓衝壓,得到坯料,坯料頭部直徑大於坯料杆部直徑,坯料杆部抗拉強度≥980MPa,坯料頭部抗拉強度≤590MPa。採用冷鐓衝壓加工成型的方法,通過對材料以及原材料尺寸的調節,使得冷鐓強縮處理後的坯料能一次性解決兩段抗拉強度不同的性能要求。
06. 一種小規格合金螺釘螺紋成形加工方法 [ CN115091136 ] :
本發明提供一種小規格合金螺釘螺紋成形加工方法,其步驟依次包括頭部成形、熱處理、搓絲;螺釘熱處理後,對螺釘進行鍍銅處理,在螺釘表面鍍上一層銅層,鍍銅完成,再進行搓絲,搓絲後去除銅層。本發明所述加工方法既可保證螺紋通止合格,同時可大幅度提高搓絲板的使用壽命,採用在熱處理與搓絲之間增加鍍銅工序的工藝,加工M2的螺釘,一付搓絲板可加工1200件以上,使用壽命提高達10倍以上,省時省力,提升了加工效率,大幅度降低了加工成本,可在航太用3J01螺釘的製造領域進行推廣。
07. 一種航空用螺絲的加工工藝 [ CN104439984 ] :
本發明揭示了一種航空用螺絲的加工工藝,包括如下步驟:1盤元;2退火;3酸洗;4抽線;5成型;6輾牙;7熱處理;8表面處理。本發明中生產的螺絲適用於航空用,耐磨損,強度高,韌性好,不易損壞,使用壽命長。
08. 一種航空用碳鋼桶形螺母的製造方法 [ CN119260310 ] :
本發明公開了一種航空用碳鋼桶形螺母的製造方法,包括以下步驟:機加成型,熱處理,磁力探傷,表面處理,性能試驗。本發明滿足所有性能以及尺寸要求,不會出現螺紋牙產生爛牙、牙形不規則。
----
三、以『鍛造;錘擊;壓製;鉚接;鍛造爐 / 鉚接』(B21J015)為主要IPC分類號之扣件相關專利:
本項分類號(B21J015)之專利包括『一種大扁圓頭鉚釘及大扁圓頭鉚釘的密封鉚接方法、Method of riveting、汽車飛機用單面鉚接方法及沉頭單面拉鉚釘、Dynamic collar swage conformance checking based on swage tool parameters、METHOD FOR PREPARING HIGHLY-DEFORMABLE TITANIUM AND TITANIUM-ALLOY ONE-PIECE FASTENERS AND FASTENERS PREPARED THEREBY、Method for preparing highly-deformable titanium and titanium-alloy one-piece fasteners』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種大扁圓頭鉚釘及大扁圓頭鉚釘的密封鉚接方法 [ CN111761019 ] :
本發明屬於航空裝配技術領域,公開了一種大扁圓頭鉚釘及大扁圓頭鉚釘的密封鉚接方法,基於飛機整體油箱的組、部件密封防腐的連接需求,設計了特殊的大扁圓頭鉚釘進行緊固連接,為達到連接的密封,設計了專用的配套鉚模,在鉚接的過程中達到過盈配合的效果,同時為保證強化密封效果,設計了一種配套的工藝方法。本發明有效的實現了飛機整體油箱的組、部件的密封緊固連接要求,顯著提升飛機機翼整體油箱結構及飛行性能。
02. Method of riveting [ US11241728 ] :
一種將鉚釘插入工件的方法,包括沿著鉚釘的縱向軸線相對於彼此移動鉚釘和工件,以便將鉚釘驅動到工件中。鉚釘在其與工件接觸期間的至少部分時間內繞其縱向軸線相對於工件旋轉。在完成將鉚釘驅動到工件中之前,至少一次改變所述旋轉的速度或沿著鉚釘的縱向軸線的運動的速度。鉚釘的一個軸向端部具有用於刺穿工件的尖端,並且鉚釘具有從尖端縱向延伸的大致圓柱形的桿部。柄部具有一處或多處表面不規則處。
A method of inserting a rivet into a workpiece comprises moving the rivet and workpiece relative to one another, along a longitudinal axis of the rivet, so as to drive the rivet into the workpiece. The rivet is rotated about its longitudinal axis, relative to the workpiece, for at least part of the time during which it is in contact with the workpiece. The speed of said rotation, or the speed of movement along the longitudinal axis of the rivet, is altered at least once before driving of the rivet into the workpiece is complete. One axial end of the rivet has a tip for piercing the workpiece, and the rivet has a substantially cylindrical shank extending longitudinally from the tip. The shank has one or more surface irregularities.
03. 汽車飛機用單面鉚接方法及沉頭單面拉鉚釘 [ CN103240381 ] :
汽車飛機用單面鉚接方法及沉頭單面拉鉚釘。步驟:1由鉚釘、套環和鎖緊環組成的沉頭單面拉鉚釘。套環由有階梯內孔的圓筒和沉頭頭部組成。鉚釘由冒頭、階梯狀光杆、鎖緊槽、拉斷槽、光杆段、滾花段及尾部拉槽段組成。2組裝:套環套在鉚釘外,圓筒向前,沉頭頭部在後,鎖緊環裝在沉頭頭部和滾花段間。3將組裝後拉鉚釘插入安裝孔,尾部插入鉚接器;4鉚接器啟動,鉚釘向後拉,圓筒前端起鼓成盤狀,夾緊被連件。5鉚釘繼續向後,鎖緊環壓到鎖緊槽內。6拉斷槽斷裂,鉚接完成。採用上述單面鉚接、沉頭頭部、鎖緊環及階梯固緊,不僅可用于被連件一側空間窄小和實現表面無突出物,完全平整美觀;且保證拉脫、壓緊性能,可用在汽車和飛機上的特殊部位。
04. Dynamic collar swage conformance checking based on swage tool parameters [ US11052454 ] :
提供了用於檢查緊固件安裝的系統和方法。一個實施例是一種用於檢查緊固件的安裝的方法。此方法包括確定型鍛造工具的鼻部和零件的內模線(IML)之間的初始距離,操作型鍛工具以將軸環型鍛造到穿過零件的IML突出的緊固件上,在緊固件的銷尾斷裂之前確定型鍛期間鼻部到IML的終端距離,以及基於終端距離得出指示緊固件安裝狀態的結論。
Systems and methods are provided for inspecting fastener installation. One embodiment is a method for inspecting installation of a fastener. The method includes determining an initial distance between a nose of a swage tool and an Inner Mold Line (IML) of a part, operating the swage tool to swage a collar onto a fastener that protrudes through the IML of the part, determining a terminal distance of the nose to the IML during swaging, prior to a pintail of the fastener breaking, and arriving at a conclusion indicating a state of a fastener installation, based on the terminal distance.
05. METHOD FOR PREPARING HIGHLY-DEFORMABLE TITANIUM AND TITANIUM-ALLOY ONE-PIECE FASTENERS AND FASTENERS PREPARED THEREBY [ US20130125376 ] :
緊固件具有冷加工頭部、冷加工桿部、以及從冷加工桿部延伸至緊固件的尾端部的延性桿部。
A fastener has a cold-worked head section, a cold-worked shank section, and a ductile shank section extending from the cold-worked shank section to a tail end portion of the fastener.
06. Method for preparing highly-deformable titanium and titanium-alloy one-piece fasteners [ EP2594349 ] :
一種緊固件,具有冷加工頭部部分(204)、冷加工桿部分(212)和從冷加工桿部分(212)延伸至緊固件的尾端部分(210)的延性桿部分(214)。
A fastener has a cold-worked head section (204), a cold-worked shank section (212), and a ductile shank section (214) extending from the cold-worked shank section (212) to a tail end portion (210) of the fastener.
----
四、以『螺栓;支撐螺栓;雙頭螺栓;螺釘;止動螺釘』(F16B035)為主要IPC分類號之扣件相關專利:
本項分類號(F16B035)之專利包括『輕型螺栓緊固件、其加工方法與模具、一種高強度螺栓及其製造方法、Hollow metal screw and method of making、一種具備絕緣駐留功能的鬆不脫螺釘及安裝方法、一種優化低倍流線的螺栓及其製造方法、Lightweight fastener』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 輕型螺栓緊固件、其加工方法與模具 [ CN103557219 ] :
本發明涉及一種用於航空航太的輕型螺栓緊固件。其過渡部母線設計為呈近似正弦曲線的光滑曲線,過渡部錐段傾斜角相對較小,過渡部相對較短,結構比較合理;螺栓尾部的六角梅花形扳擰孔扳擰力矩較大、扳擰孔相對較短,方便了安裝,也減小了螺栓的整體長度,從而起到減重的作用;使用輕型螺栓過渡部車-滾軋R的模具,巧妙地強化了過渡部應力薄弱之處,滾軋R的模具簡單、成本低、操作簡便、效率更高;與該輕型螺栓緊固件配套使用的扳擰銷,比六方形扳擰銷能承載更大的扳擰力矩,並進一步減小了扳擰銷的長度、延長了扳擰銷的使用壽命。
02. 一種高強度螺栓及其製造方法 [ CN109372869 ] :
本發明公開了一種高強度螺栓,由鋼絲加工而成,所述的鋼絲的化學成分的重量份數應滿足下述要求:C 0.25~0.35、Mn 0.40~0.60、Si 0.32~0.45、Cr 0.12~0.22、W 0.01~0.02、B 0.001~0.003、AI 0.01~0.05、Nb 0.05~0.1、V 0.02~0.05、Ti 0.001~0.005、Ni 0.05~0.05、P≤0.03、S≤0.02、Cu 0.20~0.35、Mo 0.25~0.40,餘量由Fe和不可避免的雜質構成,所述鋼絲通過備料‑高溫淬火‑等溫退火‑前變溫處理‑熱鍛‑拉絲‑後變溫處理來製備;該技術方案通過合理的配比,生產的螺栓強度高,可以滿足航太、石油探測等特殊行業的要求;該螺栓的強度達到13級,並且該螺栓的生產成本較低,便於大規模的推廣應用。
03. Hollow metal screw and method of making [ US09689415 ] :
提供了一種空心螺桿和相關的製造方法,其中空心螺桿由從扁平卷材切割而成的大致圓形的耐腐蝕不銹鋼盤形成。中空螺絲包括頭部和細長中空軸,細長中空軸具有從其延伸的約0.2毫米至約0.7毫米之間的壁厚,並限定桿部和螺紋部,螺紋部上具有多個螺紋,旋轉驅動機構構造成便於經由螺紋緊固。此製程包括對沖壓空心螺絲進行退火軟化,然後進行螺紋滾壓,然後對空心螺絲進行時效硬化。因此,所得的空心螺桿相對較輕,約為由相同材料製成的實心螺桿質量的50%,具有足夠的螺紋強度以滿足大多數航空航天應用的需要,並有助於重要的飛機燃油經濟性。
A hollow screw and related process of making is provided, wherein the hollow screw is formed from a generally circular corrosion resistant stainless steel disk cut from flat roll stock. The hollow screw includes a head and an elongated and hollow shaft having a wall thickness between about 0.2 to about 0.7 millimeters extending therefrom and defining a shank portion and a threaded portion having a plurality of threads thereon with a rotational drive mechanism configured to facilitate tightening via the threads. The process involves annealing to soften the stamped hollow screw, followed by thread rolling, and then age hardening the hollow screw. As such, the resultant hollow screw is relatively lightweight, about 50% the mass of a solid core screw made from the same material, with a sufficient thread strength to meet most aerospace applications and contributes to important aircraft fuel economy.
04. 一種具備絕緣駐留功能的鬆不脫螺釘及安裝方法 [ CN112539211 ] :
本發明公開了一種具備絕緣駐留功能的鬆不脫螺釘及安裝方法,屬於航天器儲能蓄電池安裝工具的領域,包括絕緣防脫套、緊固件、安裝孔墊套、駐留嵌件、防轉銷和絕緣墊;絕緣防脫套包括殼體,所述殼體的內腔包括上腔、中腔、過渡腔和底腔;底腔下埠有鉤爪;底腔的側壁開設有多個豁口;安裝孔墊套為圓柱結構,安裝孔墊套的下端面開設有下軸孔,安裝孔墊套的上端面開設有上軸孔,安裝孔墊套的側壁開設有長圓孔;駐留嵌件的側壁開設有連接防轉銷的銷孔;絕緣墊包括墊杆和墊塊;墊塊的側壁開設有多個豁口;墊塊埠設有凸爪;緊固件的頭部嵌入底腔內,緊固件的杆穿出殼體的下埠;駐留嵌件套接於緊固件的杆上;安裝孔墊套位於鉤爪和緊固件之間。
05. 一種優化低倍流線的螺栓及其製造方法 [ CN116123197 ] :
本發明屬於螺栓製造技術領域,公開了一種優化低倍流線的螺栓,螺栓毛坯經過切削加工後,從螺栓的中心縱向截面上看,頭部支撐面到螺栓杆部的低倍流線中,被切斷的低倍流線數量小於未被切斷的低倍流線數量。本發明通過減小低倍流線的切斷,可以顯著提高螺栓的抗疲勞性能,保持螺栓的低倍流線的對稱分佈,保證螺栓使用中受力分佈均勻對稱;本發明的螺栓產品特性強,結構穩定,可靠性高,使用壽命長,可以用於飛機的各大結構件如蒙皮連接中,保證在高載荷強度下的使用安全;從全新的維度提出了新的螺栓抗疲勞性能提升方法,可以與現有的加工、熱處理方式來疊加提升螺栓的強度。
06. Lightweight fastener [ US04915559 ] :
一種航空航天緊固件,包括具有滾壓成型螺紋的螺栓和具有均勻螺距P的類似螺紋的螺母。螺栓具有圓柱形桿部、螺紋尖端以及位於桿部和尖端之間的退出區域。退避處的螺紋根部遵循半徑在2.0P至2.7P範圍內的凹曲線,並從螺栓的最大夾緊平面延伸1.58P至1.8P。螺帽具有凸形彎曲的導入部,該導入部截斷螺帽螺紋的牙頂,該導入部與導出部互補,以在螺帽以最小夾緊狀態組裝到螺栓上時清除螺栓螺紋的根部。這使得螺母可以比傳統組合更進一步地組裝在螺栓上,並且可以將螺母和螺栓縮短至少 1P 以減輕重量。
An aerospace fastener comprises a bolt with a roll-formed thread, and a nut with a similar thread having a uniform pitch P. The bolt has a cylindrical shank, a threaded tip and a run-out zone between the shank and tip. The thread root in the run-out follows a concave curve having a radius in the range of from 2.0P to 2.7P and extends 1.58P to 1.8P from the maximum grip plane of the bolt. The nut has a convexly curved run-in truncating the crest of the nut thread complementary to the run-out to clear the root of the bolt thread when the nut is assembled on the bolt in the minimum grip condition. This permits the nut to be assembled on the bolt further than in a conventional combination, and shortening of the nut and bolt by at least 1P to save weight.
----
五、以『不帶螺紋之栓;銷,包括可變形元件;鉚釘』(F16B019)為主要IPC分類號之扣件相關專利:
本項分類號(F16B019)之專利包括『一種抽芯鉚釘及使用該鉚釘的鉚接方法、適用于高應力環境的自復位緩衝鉚釘及其製備方法、MULTI-PIECE FASTENER INCLUDING A LOCKBOLT COLLAR ASSEMBLY AND METHOD OF FASTENING』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種抽芯鉚釘及使用該鉚釘的鉚接方法 [ CN106837969 ] :
本發明提供一種抽芯鉚釘,由鉚釘體和鉚芯軸組成,所述鉚釘體頭部加工有尖刃,用於刺入母材,尾部設有凸台,所述凸台靠近尖刃面設有母材凹槽,用於收容鑽孔時溢出的母材;遠離尖刃面設有驅動凹槽,用於傳遞扭矩;所述鉚芯軸頭部設有軸肩,與所述鉚釘體內壁過渡配合;中部設有應力槽,在應力作用下能夠使鉚芯軸折斷;尾部設有裝夾夾緊特徵和裝夾導向特徵。本發明提供的抽芯鉚釘及使用該鉚釘的鉚接方法,解決了航空航太等空間複雜區域無法預鑽孔的單面操作的高強度鉚接問題,具有高效自動化、力學性能佳、無多餘物的特點。
02. 適用于高應力環境的自復位緩衝鉚釘及其製備方法 [ CN119491863 ] :
本發明涉及鉚釘生產加工技術領域,公開了適用于高應力環境的自復位緩衝鉚釘及其製備方法,包括:釘杆,所述釘杆的外壁設置有緩衝定位套,所述緩衝定位套用於對釘杆起到第一緩衝,所述緩衝定位套的外壁設置有復位套,所述復位套的外壁設置有釘套,所述釘套用於對復位套固定防止滑出,所述復位套用於對釘杆和緩衝定位套起到定位並保證自動回位,所述釘杆的底端固定攔截有釘頭,所述釘頭的上表面與的下表面相貼合。通過釘杆、釘套和釘頭,使用的材料能承受高應力環境下的拉力、壓力和摩擦力,復位套和緩衝定位套的材料也分別針對各自功能進行優化,這種鉚釘能夠適應飛機飛行時的複雜應力,包括空氣動力載荷,確保結構連接的安全性。
03. MULTI-PIECE FASTENER INCLUDING A LOCKBOLT COLLAR ASSEMBLY AND METHOD OF FASTENING [ WO2021222862 ] :
公開了多件式緊固件和緊固方法的非限制性實施例。多件式緊固件包括緊固套環和銷。緊固套環包括第一套環端、第二套環端以及從第一套環端延伸至第二套環端的內套環表面。內套環表麵包括第一鎖定區域並限定套環腔。銷被構造成至少部分地被套環腔接收。該銷包括第一銷端、第二銷端以及在第一銷端和第二銷端中間延伸的柄。柄部包括第二鎖定區域,第二鎖定區域構造成接合第一鎖定區域,以當銷被接納在套環腔中時在緊固套環和銷之間形成過盈配合。緊固套環構造成變形到柄上。
Non-limiting embodiments of a multi-piece fastener and a fastening method are disclosed. The multi-piece fastener comprises a fastening collar and a pin. The fastening collar comprises a first collar end, a second collar end, and an inner collar surface extending from the first collar end to the second collar end. The inner collar surface comprises a first lock region and defines a collar cavity. The pin is configured to be at least partially received by the collar cavity. The pin comprises a first pin end, a second pin end, and a shank extending intermediate the first pin end and the second pin end. The shank comprises a second lock region configured to engage the first lock region to form an interference fit between the fastening collar and the pin when the pin is received in the collar cavity. The fastening collar is configured to be deformed onto the shank.
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----