
2022-03-No1-扣件技術新訊
技術主題:開槽螺栓鍛造成形方法
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
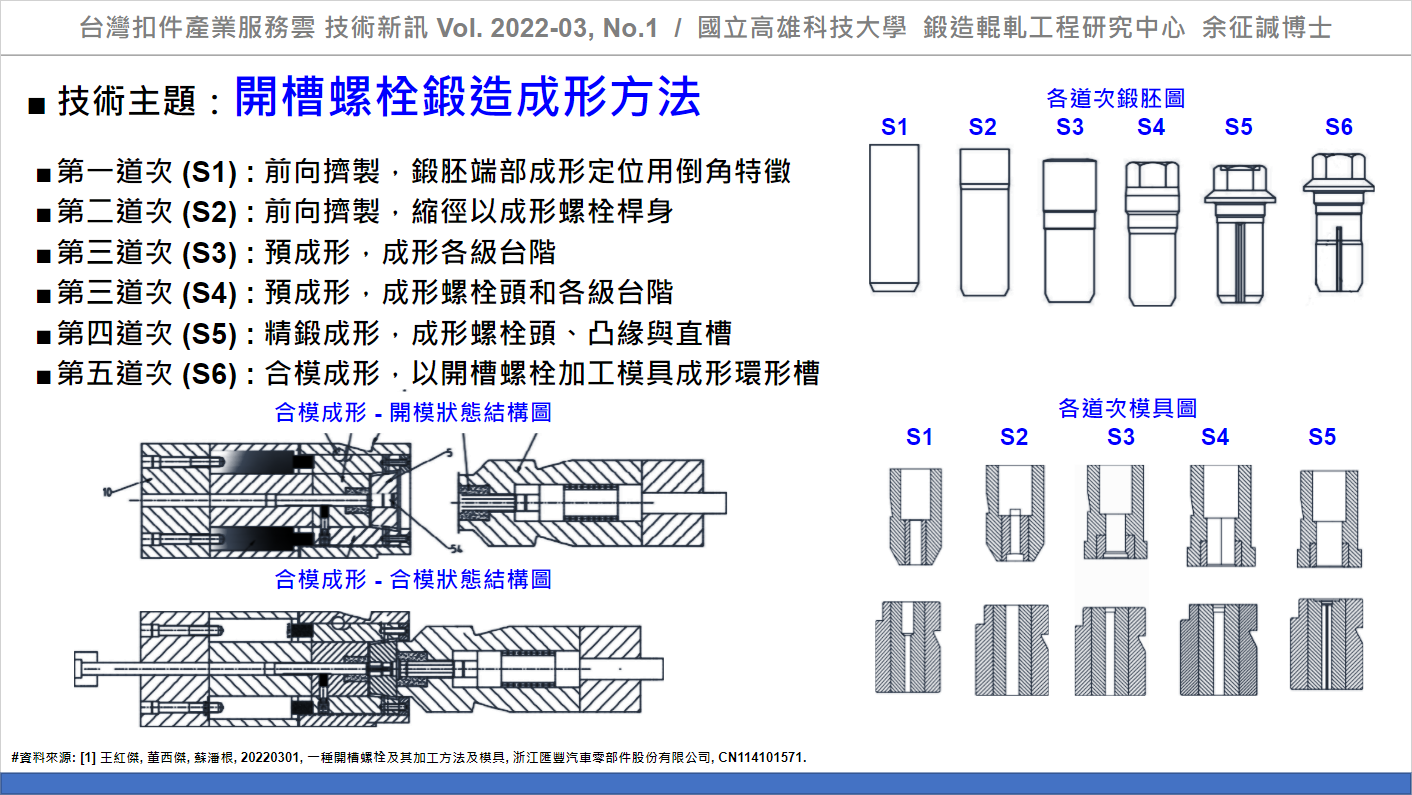
王等人 [1],提出開槽螺栓之六道次鍛造成形方法(詳如下所列),其中第一到第五道次以冷鍛成形機成形螺栓頭、凸緣與螺栓桿身,在第六道次之模具表面具有環狀凸起特徵,利用合模成形螺栓表面之環形槽溝。
1. 第一道次 (S1) : 前向擠製,鍛胚端部成形定位用倒角特徵。
2. 第二道次 (S2) : 前向擠製,縮徑以成形螺栓桿身。
3. 第三道次 (S3) : 預成形,成形各級台階。
4. 第三道次 (S4) : 預成形,成形螺栓頭和各級台階。
5. 第四道次 (S5) : 精鍛成形,成形螺栓頭、凸緣與直槽。
6. 第五道次 (S6) : 合模成形,以開槽螺栓加工模具成形環形槽。
該技術利用冷鍛機對螺栓中間環形槽的加工,其加工效率高、成本低,相較於利用車床加工槽形特徵,具有模具使用壽命高、成品質量佳、所需設備少設備成本低及節約人員和場地成本等優點。
----
#參考資料:
[1] 王紅傑, 董西傑, 蘇潘根, 20220301, 一種開槽螺栓及其加工方法及模具, 浙江匯豐汽車零部件股份有限公司, CN114101571.
[2] 台灣扣件產業服務雲, 技術新訊, Vol. 2022-03, No. 1, https://www.tw-fastener.com/tfsc/knowledge/BLP_c92012a3-ecf8-47ea-9e5b-84502dffe6ec
----