
2023-07-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2023-07-No-2):
#知識主題 : #T型套管螺帽多道次鍛造成形方法
汽車底盤固定用T型套管螺帽,一般主要採用機械加工製造,但有加工速度慢、成本高、材料浪費等缺點
張[1]提出一種汽車底盤固定用T型套管螺帽的六道次鍛造方法,鍛胚經過多道次連續鍛造成形後,只需再進行內螺紋攻牙,即可完成T型套管螺帽產品,採用鍛造成形,能提高產品機械性能與確保產品品質,與一般機械加工比較,能節省大量的車削加工過程,可提高材料使用率,具有尺寸穩定、低成本與高生產效率等優點。
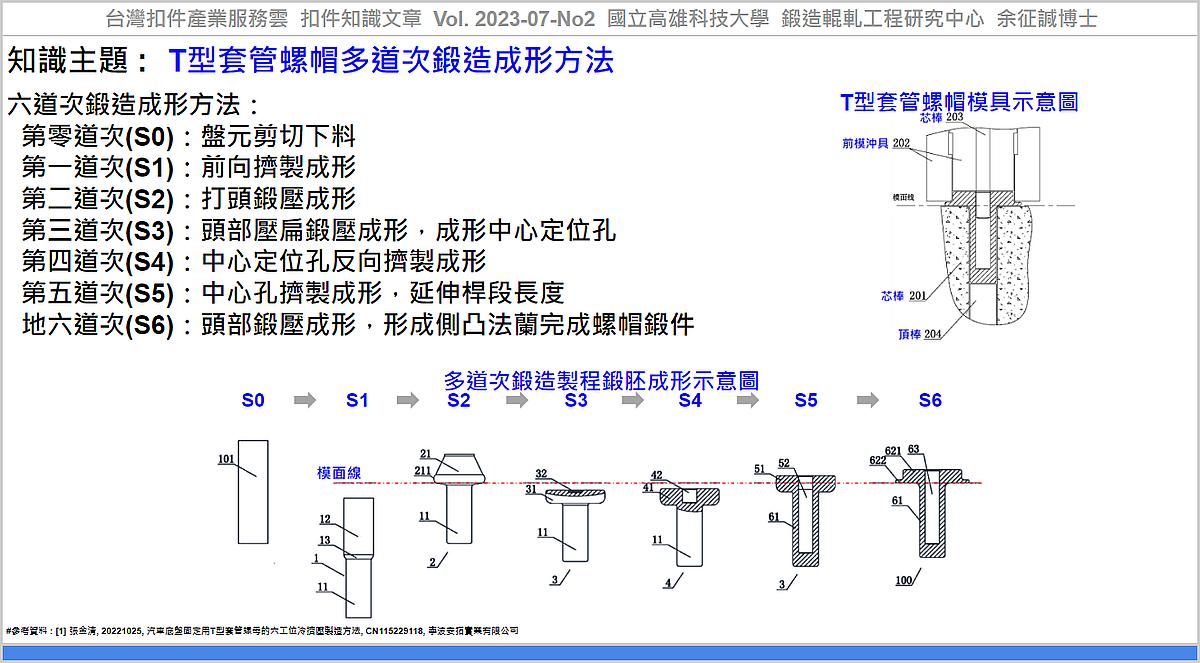
六道次鍛造成形方法:
第零道次(S0):盤元剪切下料。
第一道次(S1):前向擠製成形。
第二道次(S2):打頭鍛壓成形。
第三道次(S3):頭部壓扁鍛壓成形,高度與產品法蘭頭高度一致,成形中心定位孔。
第四道次(S4):中心定位孔反向擠製成形。
第五道次(S5):中心孔擠製成形,延伸桿段長度。
第六道次(S6):頭部鍛壓成形,形成側面凸出的後端圓形法蘭片,完成汽車底盤固定用T型套管螺帽鍛件。
應用該技術,可協助產業透過『T型套管螺帽多道次鍛造成形方法』,建立『扣件鍛造成形方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 張金清, 20221025, 汽車底盤固定用T型套管螺母的六工位冷擠壓製造方法, CN115229118, 寧波安拓實業有限公司.
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2023-07-No2, https://bit.ly/FastenerKB202307No2
----
Tag: #Fastener, #Forging, #Nut, #ProcessDesign.
----