
2025-06-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2025-06-No-2):
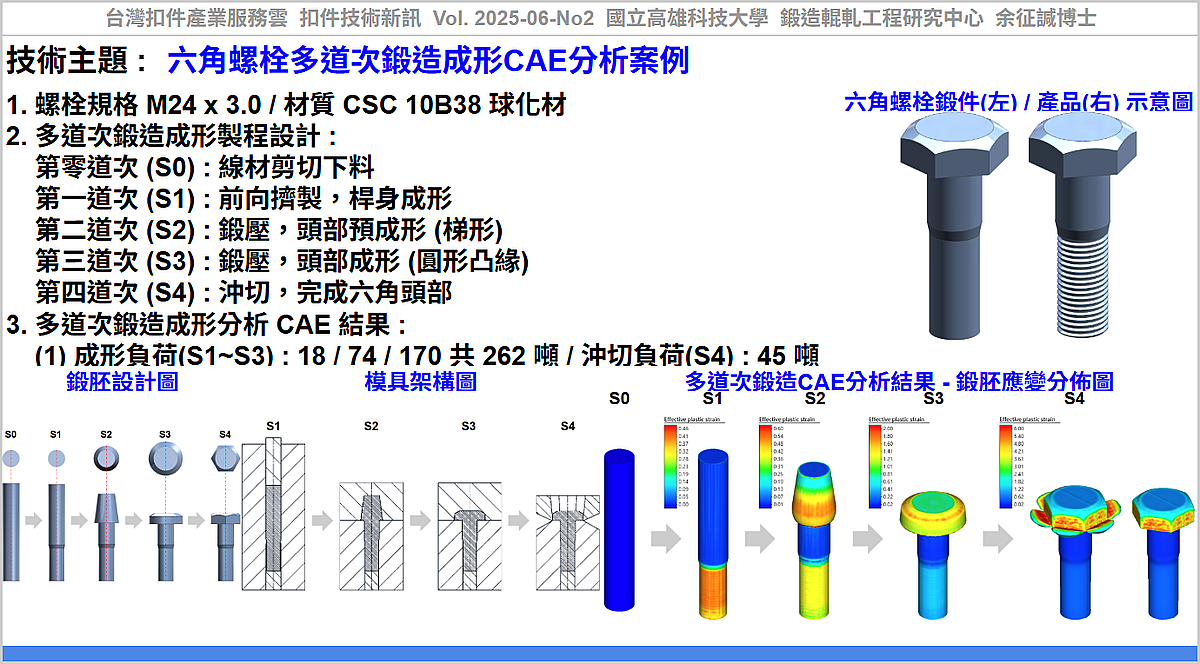
#技術主題 : #六角螺栓多道次鍛造成形CAE分析案例
六角螺栓是一種常見的機械扣件,由六角頭部與螺紋桿身所組成,其主要功能是用來將兩個或多個物件牢固地結合在一起,其頭部為六角形,方便使用扳手或套筒工具施力鎖緊,桿身具有螺紋,常與螺帽或墊圈搭配使用,以增加鎖固效果與分散壓力,六角螺栓可應用於各種結構連接,如機械組裝、建築鋼構、橋梁、汽車零件等,適用於承受拉力、剪力或結構荷重的位置。
在此分析案例中,六角螺栓材質為中鋼線材 10B38 球化材。螺栓規格為 M24x3,主要尺寸包括頭部六角凸緣對邊長度為 41 mm,頭部凸緣高度 15 mm,桿身長度為 110 mm。製程設計為3成形道次與1沖切加工道次,成形道次模具尺寸參考鍛胚設計尺寸,沖切加工模具主要設計參數包括:剪切寬度 1 mm、剪切刃口圓角 0.1 mm、剪切內孔斜度5度、剪切模具斜度25度、固定模具斜度30度。
多道次鍛造製程設計,包括:
第零道次 (S0) : 線材剪切下料。
第一道次 (S1) : 前向擠製,桿身成形。
第二道次 (S2) : 鍛壓,頭部預成形 (梯形)。
第三道次 (S3) : 鍛壓,頭部成形 (圓形凸緣)。
第四道次 (S4) : 沖切,完成六角頭部。
從有限元素分析CAE結果知(1)成形負荷:第1至第3道次,分別為 18 / 74 / 170 / 45 噸,共 262 噸(2)剪切負荷為 45 噸。
利用CAE分析軟體,進行六角螺栓多道次鍛造成形與剪切加工分析,可在不實際試模的情況下,預測材料流動、塑性應變分佈、成形與剪切負荷等資訊,未來亦可在在鍛胚高應變區,如材料主要變形區(頭部)與剪切區域(六角頭形),此處對於模具磨損及破壞之影響甚大,未來可針對鍛胚預成形及模具設計進行改善優化設計,以減少開模試錯次數、降低材料浪費、提升模具壽命與成品品質穩定性。
應用該技術,可協助產業透過『六角螺栓多道次鍛造成形CAE分析案例』,建立『CAE成形分析』之技術能量及相關研究開發之參考資料。
#CAE分析動畫:
1. 六角螺栓多道次鍛造成形(含沖切) - 模具及鍛胚等效應變分佈影片 [ https://youtu.be/bclpiPeIOas ]
2. 六角螺栓多道次鍛造成形(含沖切) - 鍛胚等效應變分佈影片 [ https://youtu.be/MVjhrhxy_1A ]
----
#參考資料:
[1] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2025-06-No2, 六角螺栓多道次鍛造成形CAE分析案例, https://www.tw-fastener.com/tfsc/knowledge/BLP_79533635-2752-4cff-a624-10e5b7c5ca67
----
Tag: #Fastener, #Bolt, #Forging, #CAE, #Screw.
----