
2025-08-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2025-08-No-1):
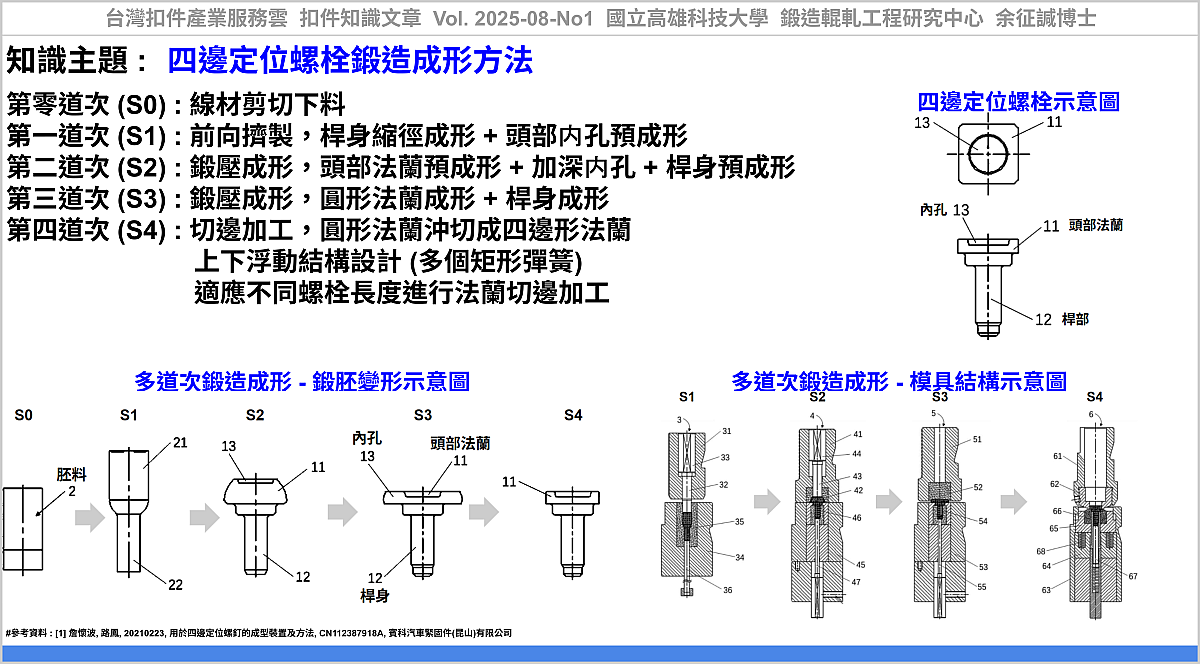
#知識主題 : #四邊定位螺栓鍛造成形方法
四邊定位螺栓的頭部法蘭為四邊形結構,但在鍛造成形時,螺栓本體先以冷鍛成形,頭部法蘭預成形為圓形,之後再經切邊加工成四邊形。傳統製程多在成形階段利用模具直接切邊,但受限於成形機行程,當螺栓過短時無法在同流程內完成,只能額外以切邊機單獨加工,導致製程步驟增加、生產效率下降並提高成本。
詹等人 [1] 提出一四邊定位螺栓的多道次鍛造成形與切邊模具設計方法,其中第四道次沖切加工之模仁,使用多個矩形彈簧,作為上下浮動結構設計,以改善當螺栓長度過短時,模具無法對頭部法蘭進行切邊的問題,完整製程設計包括:
第零道次(S0) : 線材剪切下料。
第一道次(S1) : 前向擠製,桿身縮徑成形,頭部内孔成形。
第二道次(S2) : 鍛壓成形,頭部法蘭預成形及加内孔、桿身預成形。
第三道次(S3) : 鍛壓成形,圓形法蘭成形、桿身成形。
第四道次(S4) : 切邊加工,將圓形法蘭沖切為四邊形法蘭。
此四邊定位螺栓成形專利技術,結合多道次鍛造成形與具有上下浮動結構設計之切邊模具設計,可應用於不同長度的螺栓切邊,減少採使用切邊機對螺栓頭部進行單獨切邊的工序,可節省設備裝置成本與工序轉換成本,以提高螺栓鍛造及切邊生產效率。
應用該技術,可協助產業透過『四邊定位螺栓鍛造成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 詹懷波, 路鳳, 20210223, 用於四邊定位螺釘的成型裝置及方法, CN112387918A, 賓科汽車緊固件(昆山)有限公司, https://patents.google.com/patent/CN112387918A
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2025-08-No1, 四邊定位螺栓鍛造成形方法, https://www.tw-fastener.com/tfsc/knowledge/BLP_64f4a2c9-25e6-42fa-aef7-4b238cf564c7
----
Tag: #Fastener, #Bolt, #Forging, #Die, #Screw.
----