
2024-11-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2024-11-No-1):
#技術主題 : #摩擦鑽孔及擠製攻牙成形製程參數研究
摩擦鑽孔(Friction Drilling)是一種無屑加工成形技術,可在鈑材上利用錐形工具鑽出貫通孔而不產生切屑,高速旋轉的錐形工具在工件之間產生的摩擦熱量,使工件材料局部軟化,進而形成孔洞和凸轂,鑽孔過程不需使用冷卻劑,且不會產生鑽孔切屑,具有環保且節省材料等優點;摩擦鑽孔適用於難以切削的材料,如不銹鋼,在鈑材工件上產生凸轂以增加螺紋的有效長度,材料經過再經過擠製攻牙成形螺紋,能提高接頭強度,可替代銲接螺帽或鉚接螺帽。
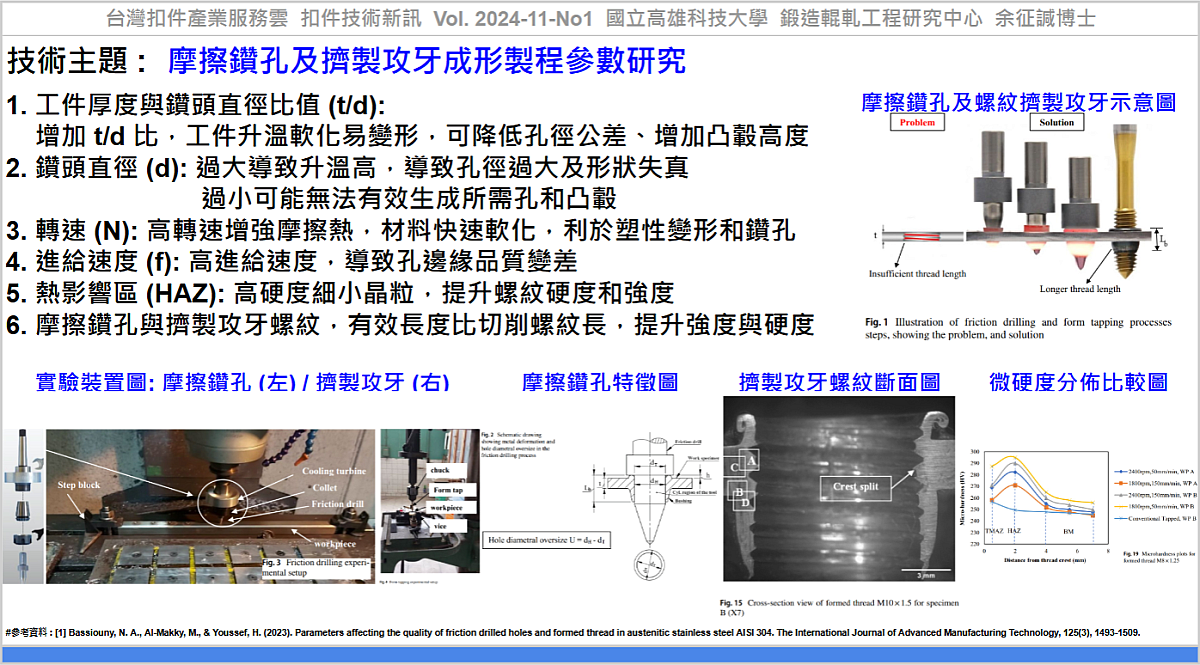
Bassjiouny 等人[1] 為探討摩擦鑽孔及成形螺紋孔的製程參數對螺紋孔之成形品質,以不銹鋼板進行摩擦鑽孔及成形螺紋孔(M5x0.8、M8x1.25、M10x1.5),並利用拉伸試驗比較成形攻絲螺紋和傳統切削螺紋的性能。實驗參數包括AISI-304不銹鋼鈑厚度 (2、3mm)、摩擦鑽頭 (直徑 4.5、7.3、9.2mm)、工件厚度與鑽頭直徑比值 (t/d)、轉速 (N) 和進給速度 (f),比較不同參數對孔徑公差 (U)、圓柱度誤差以及凸轂高度的影響。
從實驗結果可知:
(1) 工件厚度與鑽頭直徑比值 (t/d):增加 t/d 比可成形更多材料,產生更多摩擦熱,使工件軟化容易變形,可降低孔徑公差並增加凸轂高度。
(2) 鑽頭直徑 (d):直徑過大會導致升溫高,導致孔徑過大及形狀失真,過小則可能無法有效生成所需孔和凸轂。直徑 7.3mm 鑽頭能減少孔徑過大、具有較小之平均圓柱度誤差。
(3) 轉速 (N):高轉速能增強摩擦熱,可使材料快速軟化,利於塑性變形和鑽孔。
(4) 進給速度 (f):高進給速度可能導致孔邊緣品質變差,合適的進給速度可增加孔加工的穩定性和準確性。
(5) 熱影響區 (HAZ):因高塑性變形導致高溫,熱影響區內有高硬度的細小晶粒,能提升螺紋的硬度和強度。
(6) 摩擦鑽孔與擠製攻牙成形螺紋,其有效螺紋長度比切削螺紋長,且具備更高的強度及硬度。
此技術論文利用摩擦鑽孔實驗驗證了工件厚度與工具直徑比值(t/d)、轉速(N)和進給速度(f)對摩擦鑽孔和成形螺紋孔品質的影響。實驗結果顯示,t/d 比值對圓柱度誤差和凸轂高度的影響最為顯著,且 直徑7.3mm 的摩擦鑽頭在減少孔徑公差(U)和提高孔品質方面效果最佳。熱影響區內的細小晶粒提升了螺紋的硬度和強度,使成形螺紋的抗拉強度顯著優於傳統切削螺紋,摩擦鑽孔和擠製攻牙成形技術有助於提升鋼鈑結構的螺紋結合品質。
應用該技術,可協助產業透過『摩擦鑽孔及擠製攻牙成形製程參數研究』,建立『摩擦鑽孔技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Bassiouny, N. A., Al-Makky, M., & Youssef, H. (2023). Parameters affecting the quality of friction drilled holes and formed thread in austenitic stainless steel AISI 304. The International Journal of Advanced Manufacturing Technology, 125(3), 1493-1509., https://link.springer.com/article/10.1007/s00170-022-10788-x
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2024-11-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_ed1f5d8f-fcef-48a0-9e69-9c32a28af5d6
----
Tag: #Fastener, #FrictionDrilling, #Form Tapping, #Thread, #Screw.
----