
2023-09-Q3-主題式專利分析
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2023-09-Q3):
#主題:#拉鉚螺帽製造技術專利分析
#摘要
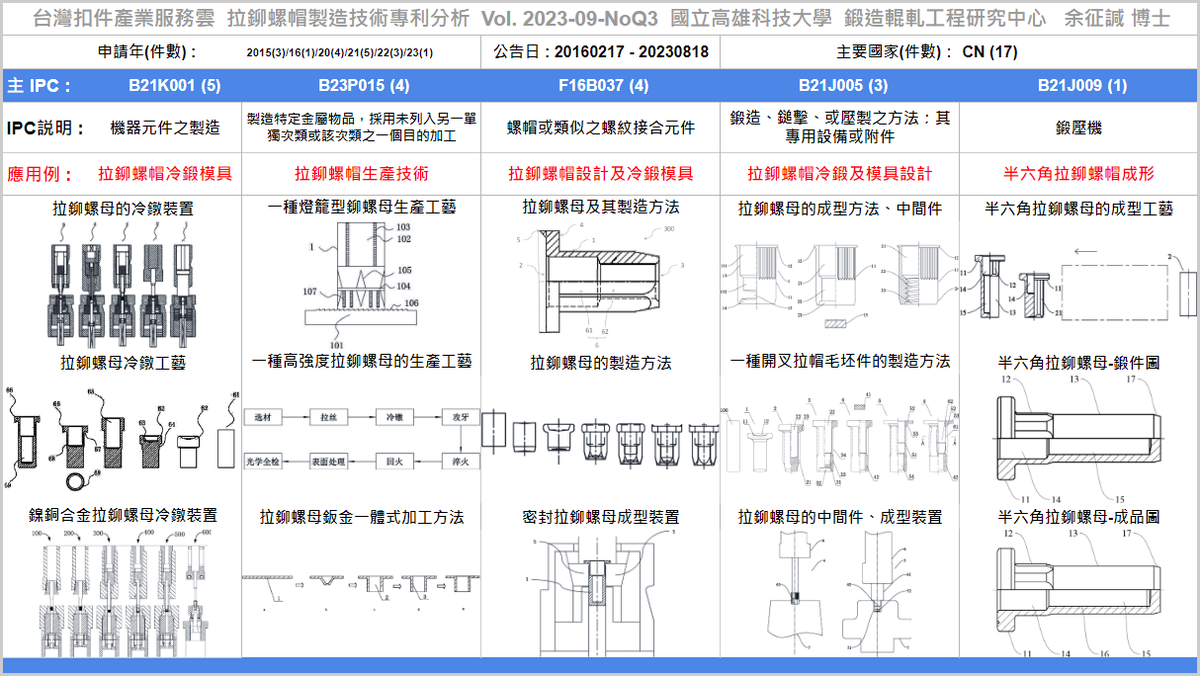
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化等特殊高值化扣件產品。近年來,由於環保意識擡頭,汽油車逐漸步入電動車時代,隨著電池技術和充電基礎設施的不斷進步,電動車的性能得到了顯著提升,市場接受度提高,電動車的產能增加,也帶動了拉鉚螺帽(blind rivet nut)的需求量。2022年全球電動車銷量達1052萬輛,中國大陸為全球最大電動車市場(銷量約占59%),同時也是最大的生產基地,產量達670萬輛 [1]。本期專欄著眼於主要市場(中國大陸)之『拉鉚螺帽製造技術』之專利分析,經過專利檢索與篩選,相關專利公告介於2016至2023年間。分別以專利權人及主要專利分類號(MIPC)分析了解各專利權人所投入的技術分類,申請國件數為中國17件,專利權人包括中國的『賓科汽車緊固件(崑山)有限公司、上海銳拓五金製品有限公司、浙江方泉汽車標準零件股份有限公司、廣州市科鎂隆五金有限公司、寧波安拓實業有限公司 、河海大學常州校區』等專利權人(完整專利權人請詳參專利清單)。
本期以『機器元件之製造』(B21K001) 分類號為主,聚焦在『一種拉鉚螺母的成型方法、成型裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置、冷鐓工藝及拉鉚螺母、鎳銅合金拉鉚螺母冷鐓裝置及生產工藝、鎳銅合金拉鉚螺母冷鐓裝置』等專利。
其餘分類號及代表專利依序為:
(1) B23P015:一種防水防漏的拉鉚螺母的生產工藝、一種燈籠型鉚螺母生產工藝、一種高強度拉鉚螺母的生產工藝、拉鉚螺母‑鈑金件一體式結構的加工方法。
(2) F16B037:密封拉鉚螺母和用於密封拉鉚螺母的成型裝置、拉鉚螺母及其製造方法、固定連接機構和拉鉚螺母的製造方法、密封拉鉚螺母、用於密封拉鉚螺母的成型裝置及製備方法。
(3) B21J005:拉鉚螺母的中間件、成型裝置及拉鉚螺母、拉鉚螺母的成型方法、中間件、成型裝置及拉鉚螺母、一種開叉拉帽毛坯件的製造方法。
(4)B21J009:半六角拉鉚螺母的成型工藝、成型裝置及半六角拉鉚螺母等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 2022年主要電動車銷售國家市場概況, ARTC, 20230412, https://www.artc.org.tw/tw/knowledge/articles/13697
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-09-NoQ3, https://bit.ly/FastenerNewPatent202309NoQ3
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-09-NoQ3, 專利清單 EXCEL, https://bit.ly/FastenerNewPatent202309NoQ3List
[4] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-09-NoQ3, 專利説明書 PDF, https://bit.ly/FastenerNewPatent202309NoQ3PDF
----
(點擊開啓全文: https://bit.ly/FastenerNewPatent202309NoQ3 )
----
Tag : #Fasteners, #Patent, #Review .
----
一、專利檢索
本次專利檢索利用台灣、中國、美國之專利智慧財產局資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為17件:
TAC:("Blind Rivet Nut" "Blind Rivet-Nut" "Blind Rivet" "Blind-Rivet" 拉鉚 拉帽 拉帽鉚 盲孔鉚) AND TAC:(Nut element fastener 螺帽 螺母 扣件 緊固件) AND TAC:(manufacture Forging 成形 成型 冷鍛 製造 冷鐓) AND TAC:(Method Die Apparatus 方法 工藝 裝置 模具) AND IPC:(B21D B21J B21K B23G) NOT TAC:(Clinch Clinching 壓鉚 setting loading 自衝 自沖 銲接 焊接 螺栓 螺絲 自穿孔 self-piercing)
----
二、專利權人分析
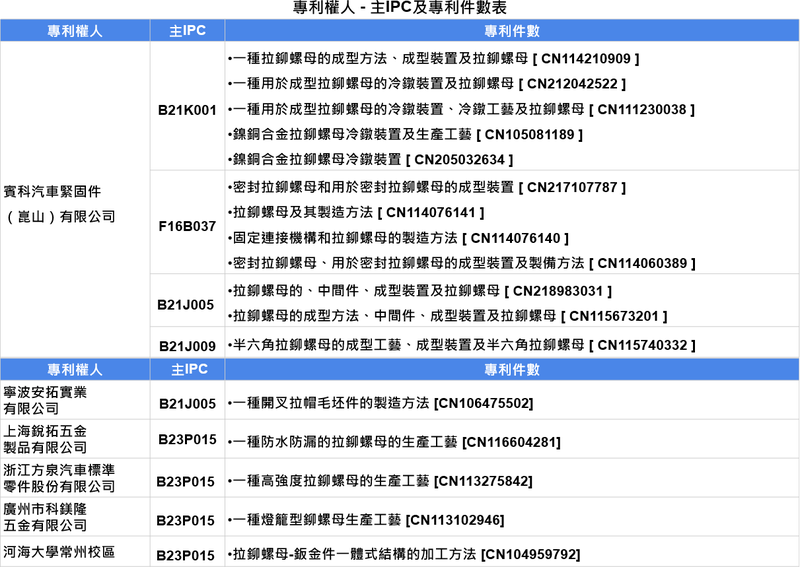
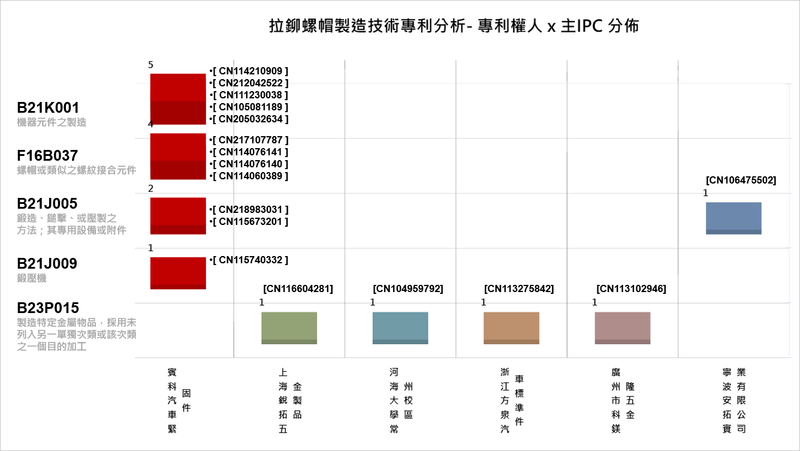
根據專利權人國家別分析統計資料(如下列專利權人及其專利表),中國之專利權人數為5人,專利數為17件,其中賓科汽車緊固件(崑山)有限公司擁有12件專利(參考專利權人與主IPC分佈圖),其他專利權人包括上海銳拓五金製品有限公司、浙江方泉汽車標準零件股份有限公司、廣州市科鎂隆五金有限公司、寧波安拓實業有限公司 、河海大學常州校區等專利權人,主要專利權人之專利如主要專利權人專利表所列,詳細專利資訊請參閱專利清單。
----
三、技術功效分析
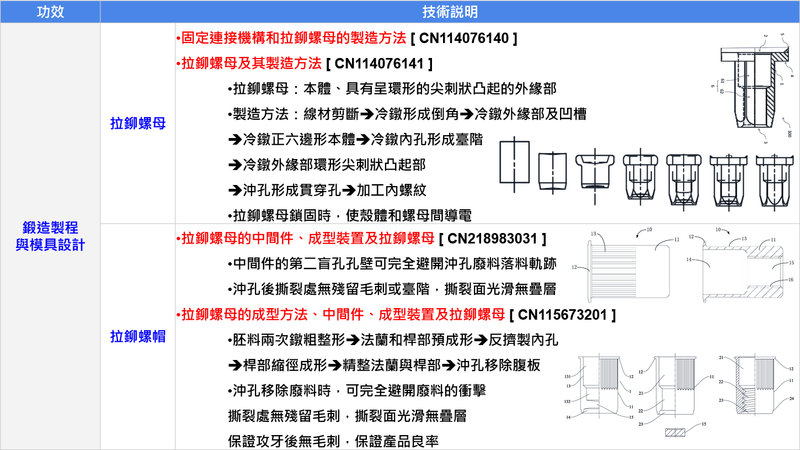
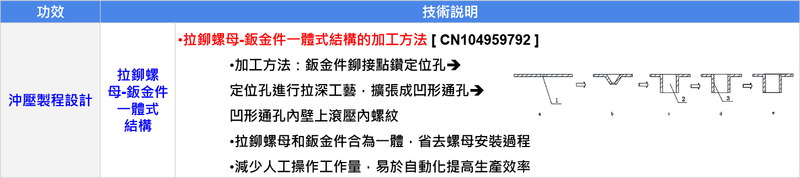
利用技術功效矩陣進行分析(如下圖),可將『拉鉚螺帽製造技術』依照功效分類爲『鍛造製程與模具設計、沖壓製程設計』等功效,應用之拉鉚螺帽,包括『拉鉚螺母、高強度拉鉚螺母、半六角拉鉚螺帽、燈籠型鉚螺母、密封拉鉚螺母、開叉拉鉚螺帽、鎳銅合金拉鉚螺母、防水防漏拉鉚螺帽、新能源電池盒用拉鉚螺母』等產品;為達上述功效所對應的技術如下所列。以下為各功效專利之技術摘要説明,詳細專利資訊請參閱專利清單。
----
四、主要專利分類號(MIPC)分析
本期主題式專利分析『拉鉚螺帽製造技術』,共有17筆專利,公告日介於20160217至20230818間,申請國件數為中國17件,專利權人包括中國的『賓科汽車緊固件(崑山)有限公司、上海銳拓五金製品有限公司、浙江方泉汽車標準零件股份有限公司、廣州市科鎂隆五金有限公司、寧波安拓實業有限公司 、河海大學常州校區』等專利權人(完整專利權人請詳參專利清單)。
本期以『機器元件之製造』(B21K001) 分類號為主,聚焦在『一種拉鉚螺母的成型方法、成型裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置、冷鐓工藝及拉鉚螺母、鎳銅合金拉鉚螺母冷鐓裝置及生產工藝、鎳銅合金拉鉚螺母冷鐓裝置』等專利。
其餘分類號及代表專利依序為:
(1) B23P015:一種防水防漏的拉鉚螺母的生產工藝、一種燈籠型鉚螺母生產工藝、一種高強度拉鉚螺母的生產工藝、拉鉚螺母‑鈑金件一體式結構的加工方法。
(2) F16B037:密封拉鉚螺母和用於密封拉鉚螺母的成型裝置、拉鉚螺母及其製造方法、固定連接機構和拉鉚螺母的製造方法、密封拉鉚螺母、用於密封拉鉚螺母的成型裝置及製備方法。
(3) B21J005:拉鉚螺母的中間件、成型裝置及拉鉚螺母、拉鉚螺母的成型方法、中間件、成型裝置及拉鉚螺母、一種開叉拉帽毛坯件的製造方法。
(4)B21J009:半六角拉鉚螺母的成型工藝、成型裝置及半六角拉鉚螺母等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 2022年主要電動車銷售國家市場概況, ARTC, 20230412, https://www.artc.org.tw/tw/knowledge/articles/13697
[2] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2023-09-NoQ3, https://bit.ly/FastenerNewPatent202309NoQ3
[3] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2023-09-NoQ3, 專利清單 EXCEL, https://bit.ly/FastenerNewPatent202309NoQ3List
[4] 台灣扣件產業服務雲, 扣件專利新訊, Vol. 2023-09-NoQ3, 專利説明書 PDF, https://bit.ly/FastenerNewPatent202309NoQ3PDF
----
(點擊開啓全文: https://bit.ly/FastenerNewPatent202309NoQ3 )
----
Tag : #Fasteners, #Patent, #Review .
----
一、以『機器元件之製造』(B21K001)為主要IPC分類號之扣件相關專利:
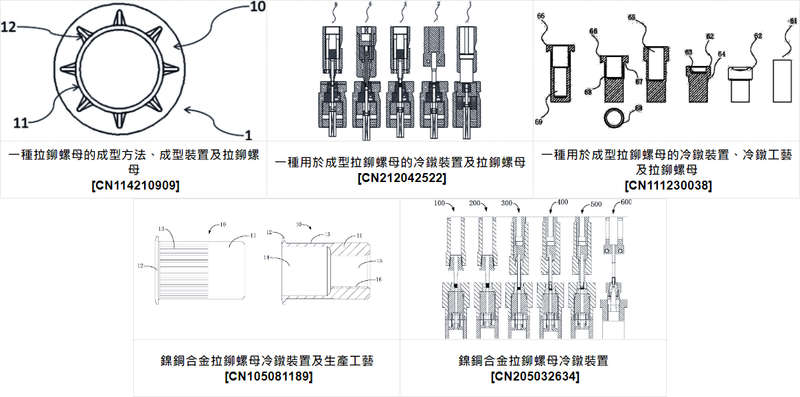
本項分類號(B21K001)之專利包括『一種拉鉚螺母的成型方法、成型裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置及拉鉚螺母、一種用於成型拉鉚螺母的冷鐓裝置、冷鐓工藝及拉鉚螺母、鎳銅合金拉鉚螺母冷鐓裝置及生產工藝、鎳銅合金拉鉚螺母冷鐓裝置』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種拉鉚螺母的成型方法、成型裝置及拉鉚螺母 [ CN114210909 ] :
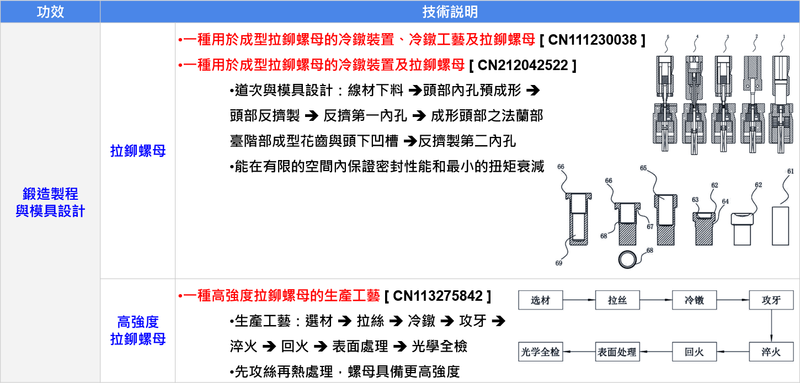
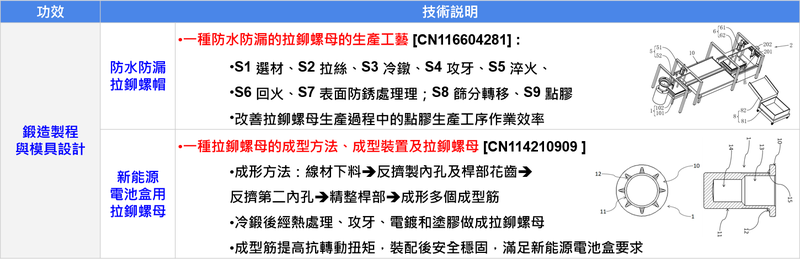
本發明公開了一種拉鉚螺母的成型方法、成型裝置及拉鉚螺母,包括以下步驟:將線材形成預設坯料;形成預成型頭部定點;將預設頭部內反擠出第一內孔及杆部花齒;反擠出第二內孔;精整杆部11和頭部法蘭結合處的第一倒角,形成頭部法蘭;將坯料推入主模腔內,通過材料的塑性變形原理形成多個成型筋;冷鐓後經過必要的熱處理、攻牙、電鍍和塗膠等工序做成成品的拉鉚螺母。本發明所述的拉鉚螺母的成型方法、成型裝置及拉鉚螺母,採用創新變形的冷鐓工藝方法,採用第五模具工位預成型法蘭的直徑成型到位,第六模具工位元根據材料塑性變形的原理形成成型筋,提高抗轉動扭矩,保證其裝配後的安全穩固,獲得了滿足新能源電池盒要求的拉鉚螺母。
02. 一種用於成型拉鉚螺母的冷鐓裝置及拉鉚螺母 [ CN212042522 ] :
本實用新型公開了一種用於成型拉鉚螺母的冷鐓裝置,包括冷鐓機,及安裝於所述冷鐓機上的模具元件,所述模具元件包括:第一模具,所述第一模具用於使預設坯料上部成型預設頭部;第二模具,所述第二模具用於在所述預設頭部內成型頭部定點,及在所述預設頭部與預設坯料下部間成型臺階部;第三模具,所述第三模具用於所述預設頭部與所述臺階部內反擠出第一內孔;第四模具,所述第四模具用於使所述預設頭部成型法蘭部,及使所述臺階部成型花齒;所述法蘭部包括頭下凹槽;第五模具,所述第五模具用於使所述預設坯料下部內反擠出第二內孔。利用該冷鐓裝置製作的拉鉚螺母能夠在有限的空間內保證密封性能和最小的扭矩衰減。
03. 一種用於成型拉鉚螺母的冷鐓裝置、冷鐓工藝及拉鉚螺母 [ CN111230038 ] :
本發明公開了一種用於成型拉鉚螺母的冷鐓裝置,包括冷鐓機,及安裝於所述冷鐓機上的模具元件,所述模具元件包括:第一模具,所述第一模具用於使預設坯料上部成型預設頭部;第二模具,所述第二模具用於在所述預設頭部內成型頭部定點,及在所述預設頭部與預設坯料下部間成型臺階部;第三模具,所述第三模具用於所述預設頭部與所述臺階部內反擠出第一內孔;第四模具,所述第四模具用於使所述預設頭部成型法蘭部,及使所述臺階部成型花齒;所述法蘭部包括頭下凹槽;第五模具,所述第五模具用於使所述預設坯料下部內反擠出第二內孔。利用該冷鐓裝置製作的拉鉚螺母能夠在有限的空間內保證密封性能和最小的扭矩衰減。
04. 鎳銅合金拉鉚螺母冷鐓裝置及生產工藝 [ CN105081189 ] :
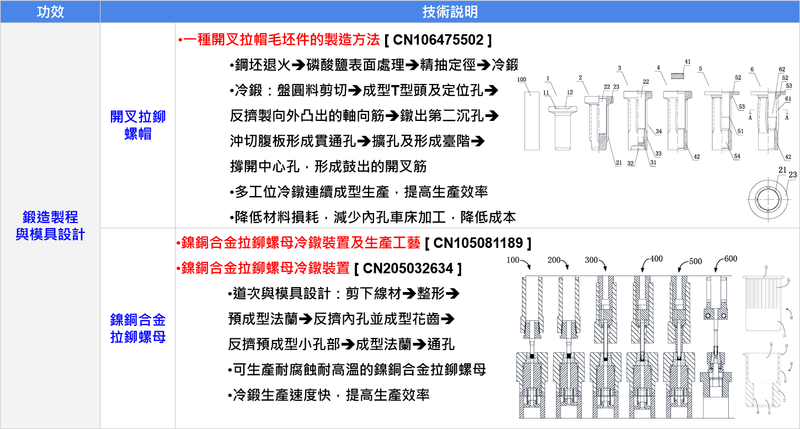
本發明涉及一種鎳銅合金拉鉚螺母冷鐓裝置及生產工藝,該冷鐓裝置包括切料機構、頂出機構、傳送機構以及六個模具,其中,所述切料機構將線材切斷,所述頂出機構將切斷的線材頂起;所述傳送機構在所述頂出機構以及六個模具之間移動送料;所述六個模具包括:用於整形的第一模具、用於預成型法蘭的第二模具、用於成型大孔部並成型花齒的第三模具、用於預成型小孔部的第四模具、用於成型法蘭的第五模具以及用於通小孔部廢料的第六模具,六個模具依次排列。本發明利用上述冷鐓裝置及生產工藝,可以大批量利用鎳銅合金材料冷鐓成拉鉚螺母,且能夠滿足尺寸和使用要求。
05. 鎳銅合金拉鉚螺母冷鐓裝置 [ CN205032634 ] :
本實用新型涉及一種鎳銅合金拉鉚螺母冷鐓裝置,包括切料機構、頂出機構、傳送機構以及六個模具,其中,所述切料機構將線材切斷,所述頂出機構將切斷的線材頂起;所述傳送機構在所述頂出機構以及六個模具之間移動送料;所述六個模具包括:用於整形的第一模具、用於預成型法蘭的第二模具、用於成型大孔部並成型花齒的第三模具、用於預成型小孔部的第四模具、用於成型法蘭的第五模具以及用於通小孔部廢料的第六模具,六個模具依次排列。本實用新型利用上述冷鐓裝置,可以大批量利用鎳銅合金材料冷鐓成拉鉚螺母,且能夠滿足尺寸和使用要求。
----
二、以『製造特定金屬物品,採用未列入另一單獨次類或該次類之一個目的加工』(B23P015)為主要IPC分類號之扣件相關專利:
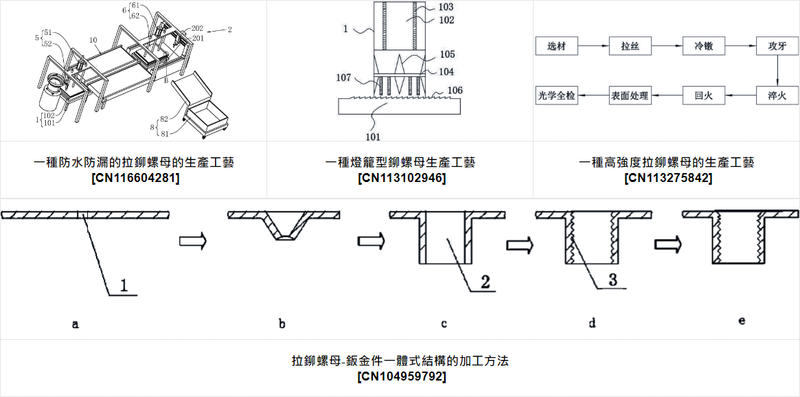
本項分類號(B23P015)之專利包括『一種防水防漏的拉鉚螺母的生產工藝、一種燈籠型鉚螺母生產工藝、一種高強度拉鉚螺母的生產工藝、拉鉚螺母‑鈑金件一體式結構的加工方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種防水防漏的拉鉚螺母的生產工藝 [ CN116604281 ] :
本申請涉及緊固件生產技術領域,具體公開了一種防水防漏的拉鉚螺母的生產工藝,其包括如下步驟:S1:選材;S2:拉絲;S3:冷鐓;S4:攻牙;S5:淬火;S6:回火;S7:表面處理:將熱處理後的拉鉚螺母進行防銹處理;S8:篩分轉移:將防銹處理後的拉鉚螺母轉移至振動盤進行篩分,使篩分後的拉鉚螺母的法蘭部朝上,並將拉鉚螺母批量轉移至上料機構上;S9:點膠:將上料機構上的拉鉚螺母移至點膠機構上,並將利用點膠機構對拉鉚螺母的點膠部的位置進行集中批量點膠。本申請具有改善拉鉚螺母生產過程中對其點膠的生產工序作業效率較低的效果。
02. 一種燈籠型鉚螺母生產工藝 [ CN113102946 ] :
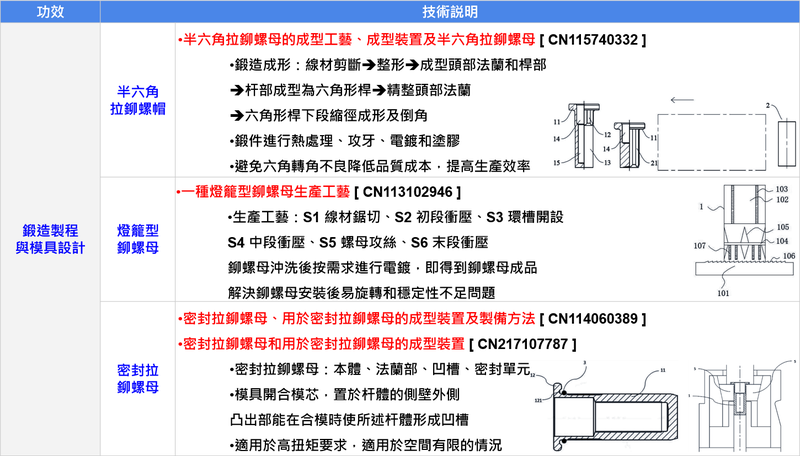
本發明公開了一種燈籠型鉚螺母生產工藝,包括鉚螺母、鋸切機、衝床A、座標鏜床、衝床B、攻絲機和衝床C,所述鉚螺母一端固定連接有螺母端部,所述鉚螺母內部開設有螺紋孔,所述螺紋孔內側壁開設由內螺紋,該燈籠型鉚螺母生產工藝由於孔內環形槽位置處厚度較薄,在鉚螺母受壓時切槽變形會從孔內環形槽位置向四周展開,並貼合至安裝件的表面,相較于傳統的鉚螺母生產工藝,無需進行鼓型處理,安裝後鉚螺母的外壁貼合安裝孔內壁,可以獲得很好的摩擦阻力,同時利用波紋槽A和波紋槽B起到增加摩擦力的作用,進一步提高了鉚螺母安裝後與安裝件之間的摩擦力,保證鉚螺母位置的穩定,解決了鉚螺母安裝後易旋轉和穩定性不夠的問題。
03. 一種高強度拉鉚螺母的生產工藝 [ CN113275842 ] :
本發明公開了一種高強度拉鉚螺母的生產工藝,包括如下步驟:a、選材;b、拉絲;c、冷鐓;d、攻牙;e、淬火:在加熱爐內對成型的拉鉚螺母進行淬火,控制淬火溫度為850~910℃,升溫時間4~8小時,保溫時間0.5~1.5小時,然後在淬冷介質中迅速冷卻,淬冷介質的溫度為50~70℃;f、回火:對淬火後的拉鉚螺母進行回火,控制回火溫度450~510℃,升溫時間2~4小時,保溫時間3~6小時;g、表面處理;h、光學全檢。本發明通過先對拉鉚螺母進行攻絲,再進行熱處理,這樣製備出來的拉鉚螺母具備更高的強度,滿足人們對拉鉚螺母高強度的要求。
04. 拉鉚螺母‑鈑金件一體式結構的加工方法 [ CN104959792 ] :
本發明公開了一種拉鉚螺母‑鈑金件一體式結構的加工方法,它包括以下步驟:a.在鈑金件的鉚接點鑽出定位小孔;b.在定位小孔上進行拉深工藝,並向徑向擴張形成凹形通孔;c.在形成的凹形通孔的內壁上滾壓內螺紋。本發明將拉鉚螺母和鈑金件合為一體,省去了拉鉚螺母的安裝過程,能夠減少大量的人工作業的工作量,易於實現自動化,提高生產效率;同時,能避免使用過程的鬆動現象,增加構件使用過程連接的可靠度。
----
三、以『螺帽或類似之螺紋接合元件』(F16B037)為主要IPC分類號之扣件相關專利:
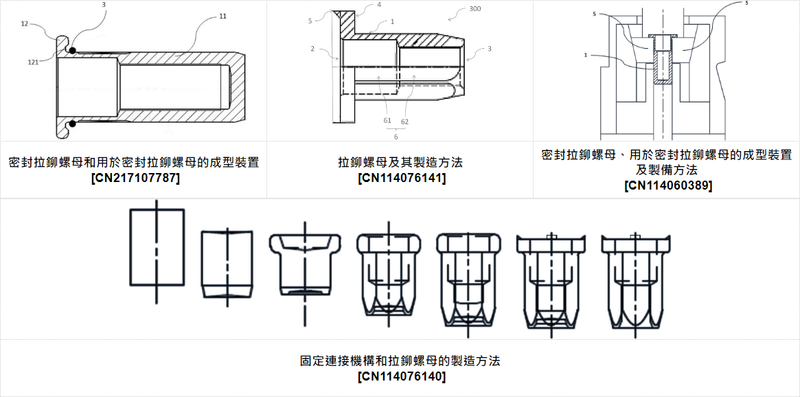
本項分類號(F16B037)之專利包括『密封拉鉚螺母和用於密封拉鉚螺母的成型裝置、拉鉚螺母及其製造方法、固定連接機構和拉鉚螺母的製造方法、密封拉鉚螺母、用於密封拉鉚螺母的成型裝置及製備方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 密封拉鉚螺母和用於密封拉鉚螺母的成型裝置 [ CN217107787 ] :
本實用新型公開了密封拉鉚螺母和用於密封拉鉚螺母的成型裝置,其中密封拉鉚螺母包括:螺母本體,所述螺母本體包括杆體和與所述杆體固定連接的法蘭部,部分的所述杆體開設有向所述杆體內部凹陷的第一凹槽,所述法蘭部臨近所述杆體的一側具有向法蘭部內部凹陷的第二凹槽;密封單元,所述密封單元能置於所述第一凹槽內,所述密封單元能在所述螺母本體拉鉚過程中從第一凹槽內被板材頂至所述第二凹槽內並與所述板材抵接。本實用新型可以適用於扭矩要求較高的情況。與此同時,僅需要密封單元所在區域即可實現密封,從而以減小法蘭部與板材之間的接觸面積,從而適用於空間有限的情況。
02. 拉鉚螺母及其製造方法 [ CN114076141 ] :
本發明公開了一種拉鉚螺母及其製造方法,其涉及一種五金件,所述拉鉚螺母包括:沿軸向方向延伸的本體,其具有相背對的第一端和第二端,本體的第一端具有沿徑向方向向外延伸的外緣部,所述外緣部朝向第一端的端部具有呈環形的凸起部,所述凸起部在徑向橫截面上朝向所述第一端的部分呈尖刺狀,所述本體沿軸向方向開設有貫穿孔,所述貫穿孔至少包括第一段貫穿孔和第二段貫穿孔,所述第一段貫穿孔相比於所述第二段貫穿孔更靠近所述第一端,所述第一段貫穿孔的內徑大於所述第二段貫穿孔的內徑,所述第二段貫穿孔的內側壁上開設有螺紋。本申請能夠在螺栓與拉鉚螺母擰和時實現殼體本體層和拉鉚螺母之間導電。
03. 固定連接機構和拉鉚螺母的製造方法 [ CN114076140 ] :
本發明公開了一種固定連接機構和拉鉚螺母的製造方法,其涉及一種連接結構,固定連接機構包括:殼體,包括導電的本體層和塗設在本體層的一面的絕緣層,殼體上開設有第一通孔;連接板,連接板上開設有第二通孔;拉鉚螺母,其包括沿軸向方向延伸的本體,其具有相背對的第一端和第二端,本體的第一端具有沿徑向方向向外延伸的外緣部,外緣部朝向第一端的端部具有尖刺部,尖刺部為多個,其繞本體的軸線呈圓周分佈,尖刺部在徑向橫截面上朝向第一端的部分呈尖刺狀,本體沿軸向方向開設有開孔,開孔至少包括第一段開孔和第二段開孔,等等。本申請能夠在螺栓與拉鉚螺母擰合時實現殼體本體層和拉鉚螺母之間導電。
04. 密封拉鉚螺母、用於密封拉鉚螺母的成型裝置及製備方法 [ CN114060389 ] :
本發明公開了一種密封拉鉚螺母,包括:螺母本體,所述螺母本體包括杆體和與所述杆體固定連接的法蘭部,部分的所述杆體開設有向所述杆體內部凹陷的第一凹槽,所述法蘭部臨近所述杆體的一側具有向法蘭部內部凹陷的第二凹槽;密封單元,所述密封單元能置於所述第一凹槽內,所述密封單元能在所述螺母本體拉鉚過程中從第一凹槽內被板材頂至所述第二凹槽內並與所述板材抵接。本發明可以適用於扭矩要求較高的情況。與此同時,僅需要密封單元所在區域即可實現密封,從而以減小法蘭部與板材之間的接觸面積,從而適用於空間有限的情況。
----
四、以『鍛造、鎚擊、或壓製之方法;其專用設備或附件』(B21J005)為主要IPC分類號之扣件相關專利:
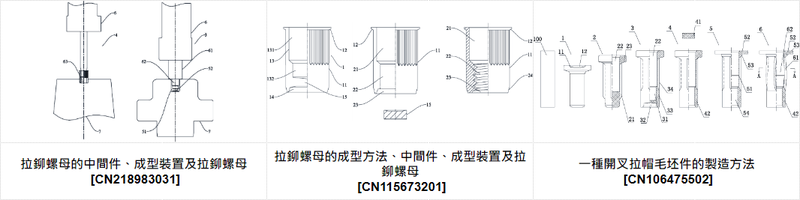
本項分類號(B21J005)之專利包括『拉鉚螺母的中間件、成型裝置及拉鉚螺母、拉鉚螺母的成型方法、中間件、成型裝置及拉鉚螺母、一種開叉拉帽毛坯件的製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 拉鉚螺母的中間件、成型裝置及拉鉚螺母 [ CN218983031 ] :
本實用新型提供了一種拉鉚螺母的中間件、成型裝置及拉鉚螺母,所提供的拉鉚螺母的中間件包括本體,其包括杆部和固定連接於杆部一端的頭部法蘭,本體沿其軸線方向同心設有第一、第二盲孔,第一盲孔由頭部法蘭背離杆部的端面向內凹陷而成,第二盲孔由杆部背離頭部法蘭的端面向內凹陷而成,第一盲孔至少包括第一、第二孔段,第二孔段在本體軸線方向上位於第一孔段和第二盲孔之間,第二盲孔孔徑自杆部背離頭部法蘭的一端向頭部法蘭漸縮,第二盲孔孔底直徑小於第一孔段孔徑且大於第二孔段孔徑。本實用新型的拉鉚螺母的中間件的第二盲孔孔壁可完全避開沖孔廢料落料軌跡,沖孔後撕裂處無殘留毛刺或臺階,撕裂面光滑無疊層,攻牙後無毛刺,產品品質可控。
02. 拉鉚螺母的成型方法、中間件、成型裝置及拉鉚螺母 [ CN115673201 ] :
本發明提供了一種拉鉚螺母的成型方法、中間件、成型裝置及拉鉚螺母,包括將預設胚料兩次鐓粗整形成第二預設坯料;將第二預設坯料成型預設法蘭和預設杆部及在預設法蘭內成型頭部定點;再通過頭部定點反擠第一盲孔的第一孔段;將預設杆部自其背離預設法蘭的一端反擠第二盲孔,及沖擠第一盲孔形成連接于第一孔段下的第二孔段,第二盲孔孔徑自預設杆部背離預設法蘭的一端朝向預設法蘭漸縮,第二盲孔的孔底直徑小於第一孔段的孔徑且大於第二孔段的直徑;精整預設法蘭與預設杆部得到拉鉚螺母的中間件;將位於第一盲孔和第二盲孔間的廢料與拉鉚螺母的中間件分離,以使第一盲孔和第二盲孔相連通,得到第二內孔和第三內孔;再進行必要處理得到成品件。
03. 一種開叉拉帽毛坯件的製造方法 [ CN106475502 ] :
本發明公開了一種開叉拉帽毛坯的製造方法,開叉拉帽毛坯件的主體呈柱體,所述柱體有中間孔徑略大的中心孔,柱體的表面有數條中間鼓出的開叉筋,所述柱體的下部不具有開叉筋,下部的孔徑較其上方的孔徑小,開叉拉帽毛坯件的上端有T型頭,T型頭呈圓形,T型頭下方有臺階。本發明在冷鐓成型機內進行開叉拉帽毛坯的完全成型,不用再二次加工。本發明降低了料頭、料尾的損耗,減少了內孔等大面積的車床餘量,使得原材料損耗降低50%,從而降低了成本;採用多工位冷鐓連續成型生產,生產速度可達到60PCS/分鐘,平均日產量21000PCS,生產效率要比原先提升7‑8倍,提高效率,並大大減少了人力、物力的投資成本。
----
五、以『鍛壓機』(B21J009)為主要IPC分類號之扣件相關專利:
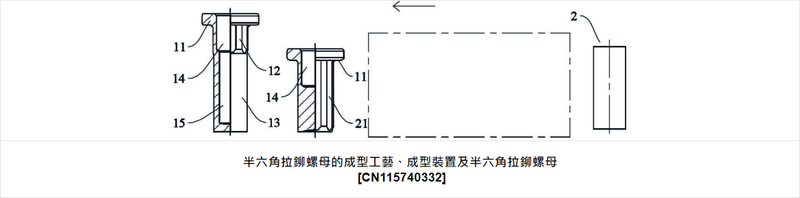
本項分類號(B21J009)之專利包括『半六角拉鉚螺母的成型工藝、成型裝置及半六角拉鉚螺母』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 半六角拉鉚螺母的成型工藝、成型裝置及半六角拉鉚螺母 [ CN115740332 ] :
本發明提供了一種半六角拉鉚螺母的成型工藝、成型裝置及半六角拉鉚螺母,包括將線材剪斷形成預設胚料;將預設坯料進行整形;將整形後的預設坯料成型預設頭部法蘭和預設杆部;將預設頭部法蘭內通過其頭部定點反擠出第一內孔,將預設杆部成型為六角形杆;精整預設頭部法蘭的直徑以成型頭部法蘭;將六角形杆的內部反擠出第二內孔,對六角形杆遠離頭部法蘭的下段進行縮圓杆以成型第二杆部;將第二杆部遠離頭部法蘭的一端成型倒角;將第二杆部成型有倒角的預設半六角拉鉚螺母進行熱處理、攻牙、電鍍和塗膠,得到成品半六角拉鉚螺母。本發明的半六角拉鉚螺母的成型工藝可避免成品件發生六角轉角不良的風險,降低品質成本,縮短過模時長,提高生產效率。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----