
2022-08-No2-扣件專利新訊
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期扣件專利新訊 (2022-08-No2):
全球專利資料庫近期公告11筆扣件新專利,公告日介於20220801至20220815間,申請國件數分別為歐洲1件與中國10件,專利權人包括歐洲的『Commonwealth Steel Company Pty Ltd』與中國的『蘇州益地金屬科技有限公司、晉億實業股份有限公司、圖爾克(天津)科技有限公司、廈門福眾五金工業有限公司、廈門立洲五金彈簧有限公司、湖北博士隆科技有限公司、益陽西流氣缸墊有限公司、寧波長華長盛汽車零部件有限公司、寧波金鼎緊固件有限公司、中國航空製造技術研究院 … 』等公司(完整專利權人請詳參專利清單)。
本期以『金屬板、管、棒或型材之基本無切削加工或處理;衝壓』(B21D) 分類號為主,聚焦在『一種用於發動機氣缸墊片的衝壓翻邊工具、一種基於螺栓沉孔深度的可調式衝壓模具、一種螺絲頭衝壓裝置、一種高品質十字盤頭螺釘成型裝置』等專利。
其餘分類號及代表專利依序為:
(1) B21J:一種外螺紋緊固件的成型方法及成型機構、高效的偏心螺栓冷鐓成型裝置。
(2) B21C:一種鈦合金緊固件的成形和強化處理方法。
(3) B21H:一種流鑽螺絲的成型方法。
(4)C22C:一種緊固件製造方法等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 扣件專利新訊, Vol-08-No2, 專利清單 EXCEL, https://bit.ly/NewPatentList202208No2
[2] 台灣扣件產業服務雲, 扣件專利新訊, Vol-08-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_b37ac53a-8842-43ee-abd3-e9d97c778523
----
一、以『金屬板、管、棒或型材之基本無切削加工或處理;衝壓』(B21D)為主要IPC分類號之扣件相關專利:
本項分類號(B21D)之專利包括『一種用於發動機氣缸墊片的衝壓翻邊工具、一種基於螺栓沉孔深度的可調式衝壓模具、一種螺絲頭衝壓裝置、一種高品質十字盤頭螺釘成型裝置』等專利,以下為本期專利摘要說明。
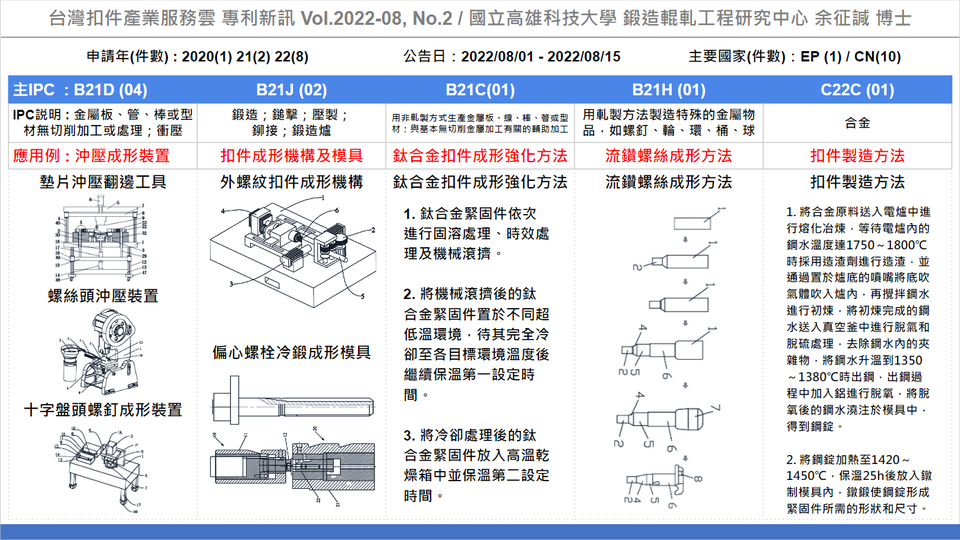
01. 一種用於發動機氣缸墊片的衝壓翻邊工具 [ CN114833233 ] :
本發明涉及衝壓技術領域,且公開了一種用於發動機氣缸墊片的衝壓翻邊工具,包括檯面,所述檯面的上表面固定連接有工作臺,所述工作臺的上表面開設有凸形上模槽,所述檯面的上表面兩側均固定連接有支撐杆一,兩個所述支撐杆一的頂端共同固定連接有一個頂板,所述頂板的上表面中心處固定連接有液壓伸縮杆一;本發明使用時,首先將墊片套在工作臺上開設的凸形上模槽內圓柱二的外壁,並將墊片放置在圓柱一的頂部表面,然後通過設置的檯面、支撐杆一、頂板、液壓伸縮杆一、導向板一和導向套一,穩定的帶動凸形上壓模向下衝壓,通過凸形上壓模上開設的圓口一和圓口二,配合圓柱一和圓柱二對墊片進行衝壓翻邊。
02. 一種基於螺栓沉孔深度的可調式衝壓模具 [ CN217121475 ] :
本實用新型涉及衝壓磨具技術領域,特別是涉及一種基於螺栓沉孔深度的可調式衝壓模具,包括底座、上頂板、固定板與調節機構,所述調節機構還包括;螺杆,所述螺杆設置於固定板的頂端表面,用於固定調節固定板升降;螺紋套,所述螺紋套套設於螺杆表面,用於帶動螺杆;轉杆,所述轉杆設置於上頂板的內側,用於帶動螺紋套轉動;通過設置了調節機構,有利於固定板可以手動調節高度,從而使得在對物件衝壓時,可以根據需求對物件進行不同深度的衝壓,可以實現精准調節,從而提高了精准度,提高了工作效率,且操作簡單,實用性較強。
03. 一種螺絲頭衝壓裝置 [ CN217142060 ] :
本申請公開了一種螺絲頭衝壓裝置,屬於金屬加工設備領域,其技術方案要點包括衝壓機與振動盤,所述衝壓機工作臺上設置有延伸至其加工處且用於導向螺絲的導向滑槽,所述導向滑槽遠離衝壓機加工一端與振動盤的出料端相連接,所述導向滑槽與振動盤之間設置有導向滑軌,所述導向滑槽遠離衝壓機加工一端設置有用於推動螺絲移動至加工端的推移裝置,所述導向滑槽位於衝壓機加工處的下端設置有用於推動螺絲豎直上移的上移裝置,所述衝壓機工作面上設置有與導向滑槽相垂直且截面呈匚字形的出料件,所述衝壓機工作面上設置有用於推動螺絲移動至出料件的甩動裝置,本申請具有由機械部件自動上下料,可消除安全隱患且大大提高生產效率的效果。
04. 一種高品質十字盤頭螺釘成型裝置 [ CN217095197 ] :
本實用新型公開了一種高品質十字盤頭螺釘成型裝置,包括操作平臺、支撐板、氣缸、安裝板、上模固定板、上模、下模、加熱裝置、放置台,所述支撐板固設於操作平臺上,所述安裝板與所述支撐板固定連接,所述氣缸固設於安裝板上,所述氣缸的活塞杆朝下並與上模固定板相連接,所述上模固設於上模固定板的下方,所述下模與所述上模相對設置並固定在操作平臺上,所述加熱裝置固設於操作平臺上並位於支撐板的左側,所述加熱裝置設有加熱管,所述放置台位於加熱裝置的前側且所述放置台用於放置棒材,本裝置結構簡單有效,結合了加熱工序以及衝壓工序,提高加工效率,操作簡單,使用方便,加工精度較高,且適應性強,適用於小規模大規格的螺釘成型製造。
#專利代表圖 :
----
二、以『鍛造;鎚擊;壓製;鉚接;鍛造爐』(B21J)為主要IPC分類號之扣件相關專利:
本項分類號(B21J)之專利包括『一種外螺紋緊固件的成型方法及成型機構、高效的偏心螺栓冷鐓成型裝置』等專利,以下為本期專利摘要說明。
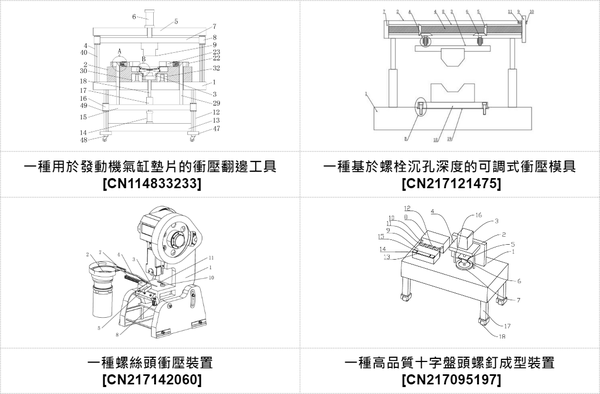
01. 一種外螺紋緊固件的成型方法及成型機構 [ CN114871372 ] :
一種外螺紋緊固件的成型方法及成型機構,所述成型方法包括以下步驟:首先將線材通過導入元件導入定位元套,成型模具合模,切斷線材。然後冷鐓元件對線材進行冷鐓,形成外螺紋緊固件頭部以及杆部外螺紋。接著旋轉結構轉動,帶動外螺紋緊固件從成型模具的成型腔中旋出,旋出過程中同時對外螺紋緊固件表面進行去毛刺處理。該成型方法所用的成型機構,包括底板、導入元件、成型元件和冷鐓元件。所述導入元件、成型元件和冷鐓元件裝配在底板上。相比現有技術,本申請將切斷、成型和搓牙三部分工序集中到一台設備上,提高了生產效率,降低了生產成本。且本申請還將落料和去毛刺相結合,提高了零件表面尤其是外螺紋端的品質。;
02. 高效的偏心螺栓冷鐓成型裝置 [ CN217142190 ] :
本實用新型提供一種高效的偏心螺栓冷鐓成型裝置,偏心墊片切削上模和偏心墊片切削下模合模用於切削形成偏心墊片,所述偏心墊片切削上模包括偏心墊片切削上模架和偏心墊片切削上模沖頭,所述偏心墊片切削上模沖頭的端面開設一六角形凹槽,所述六角形凹槽的中心和所述偏心墊片切削上模沖頭的圓心偏置;所述偏心墊片切削下模包括偏心墊片切削下模架和偏心墊片切削下成型模,所述偏心墊片切削下成型模設置在所述偏心墊片切削下模架中,所述偏心墊片切削下成型模包括一螺栓容置孔;所述螺栓容置孔的圓心和所述六角形凹槽的中心在一條直線上。本實用新型一體成型偏心墊片,使偏心墊片沒有裝反的可能,使用可靠性高。;
#專利代表圖 :
----
三、以『用非軋製方式生產金屬板、線、棒、管或型材;與基本無切削金屬加工有關的輔助加工』(B21C)為主要IPC分類號之扣件相關專利:
本項分類號(B21C)之專利包括『一種鈦合金緊固件的成形和強化處理方法』等專利,以下為本期專利摘要說明。
01. 一種鈦合金緊固件的成形和強化處理方法 [ CN114871286 ] :
本發明涉及一種鈦合金緊固件的成形和強化處理方法,包括以下步驟:對鈦合金緊固件依次進行固溶處理、時效處理及機械滾擠;將機械滾擠後的鈦合金緊固件置於不同超低溫環境,待其完全冷卻至各目標環境溫度後繼續保溫第一設定時間;將冷卻處理後的鈦合金緊固件放入高溫乾燥箱中並保溫第二設定時間。該鈦合金緊固件的成形和強化處理方法的目的是解決鈦合金緊固件在複雜工作環境下長期服役中疲勞壽命較低的問題。
#專利代表圖 :
----
四、以『用軋製方法製造特殊的金屬物品,如螺釘、輪、環、桶、球』(B21H)為主要IPC分類號之扣件相關專利:
本項分類號(B21H)之專利包括『一種流鑽螺絲的成型方法』等專利,以下為本期專利摘要說明。
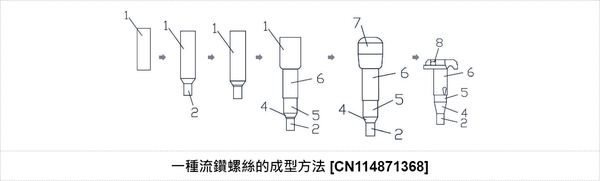
01. 一種流鑽螺絲的成型方法 [ CN114871368 ] :
本發明公開了一種流鑽螺絲的成型方法,其加工工藝如下:a、下料;b、縮桿;c、定徑;d、雙縮桿;e、頭部預鐓;f、頭部成型;g、搓絲,本發明優點是:通過縮桿的加工方式大大提高了螺桿成型的效率;通過搓絲板可以對螺桿只進行一次加工就能成型,效率快,成本低,適合大批量生產用。
#專利代表圖 :
----
五、以『合金』(C22C)為主要IPC分類號之扣件相關專利:
本項分類號(C22C)之專利包括『一種緊固件製造方法』等專利,以下為本期專利摘要說明。
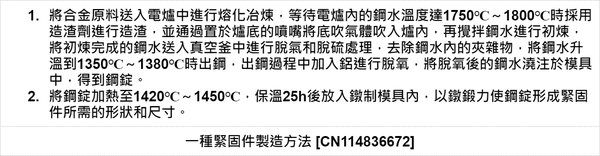
01. 一種緊固件製造方法 [CN114836672 ] :
本發明涉及緊固件製造技術領域,尤其為一種緊固件製造方法,包括以下步驟:S1,將合金原料送入電爐中進行熔化冶煉,等待電爐內的鋼水溫度達1750℃~1800℃時採用造渣劑進行造渣,並通過置於爐底的噴嘴將底吹氣體吹入爐內,再攪拌鋼水進行初煉,將初煉完成的鋼水送入真空釜中進行脫氣和脫硫處理,去除鋼水內的夾雜物,將鋼水升溫到1350℃~1380℃時出鋼,出鋼過程中加入鋁進行脫氧,將脫氧後的鋼水澆注於模具中,得到鋼錠;S2,將鋼錠加熱至1420℃~1450℃,保溫25h後放入鐓制模具內,以鐓鍛力使鋼錠形成緊固件所需的形狀和尺寸,本發明可以有效解決目前的緊固件產品,其自身性能較差,無法適應各種工作環境,導致其適用范圍較小的問題。
#專利代表圖 :
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----