
2023-10-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2023-10-No-2):
#知識主題 : #超大頭長桿螺栓製造方法
胚料徑長比是胚料需要變形的長度與胚料直徑的比,一般材料徑長比大於3時,胚料容易產生挫屈縱向彎曲;徑長比過大超4.5,鍛鍛胚料出現縱彎現象,壓扁後出現夾層,造成產品的缺陷。對於徑長比≥4.5時的超大頭長桿螺栓,通常採取增大材料規格,加粗螺栓桿部直徑,增加車工序來完成螺栓加工,其缺點是生產效率低,切削加工材料利用率低。
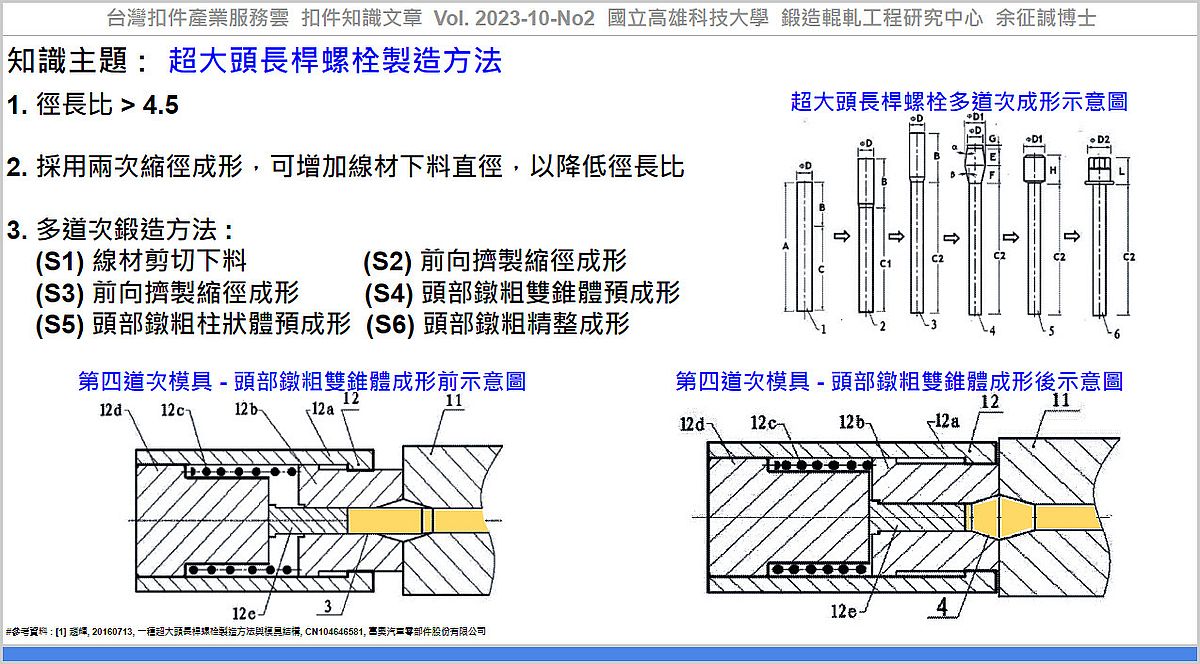
趙 [1] 提出了一種超大頭長桿螺栓製造方法,採用多道次鍛造成形方法,該方法採用兩次縮徑成形,可以最大可能的增加材料的直徑,以減小頭部鍛胚的高度,可降低增加頭部鍛胚徑長比,增加預成形的穩定性;頭部雙錐體預成形,脫模斜度大,可增加鍛壓穩定性。此方法可解決現有技術中超大頭長桿螺栓製造切削加工生產效率低、材料利用率低、熱鍛加工製造能耗大、生產製造成本高等問題。多道次鍛造成形方法包括:
第一道次(S1): 線材胚料切料(準備桿件毛坯),線材胚料的截面面積等於終成型桿徑截面面積的1.5-1.8倍,線材胚料直徑小於待製造螺栓大頭直徑;線材胚料切料後桿件體積等於終成型產品體積。
第二道次(S2): 螺栓螺桿部分前向擠製成形,對桿件胚料的下部待製造螺桿部分預縮細;直徑減小的面積比為20-25%。
第三道次(S3): 螺栓螺桿部分前向擠製成形,對桿件胚料的下部預縮細待製造螺桿部分進一步縮細;直徑減小的面積比為20-25%;桿件的直徑等於待製造螺栓的滾絲坯徑直徑。
第四道次(S4): 頭部鍛粗雙錐體預成形,雙錐體包括上正錐體和下倒錐體;上正錐體預留圓柱形定位導向夾持高度3毫米;上正錐體脫模斜度為8°-15°;下倒錐體脫模斜度為12°-15°;上正錐體高度比下倒錐體高度小1-7.5mm。下倒錐體佔雙錐體體積一半以上,在靜模中成形,減少了動模中錐形模所受的橫向力,增加頭部成型的穩定性。
第五道次(S5): 頭部鍛粗柱狀體預成形。圓柱型上面具有倒角,圓柱型下部具有坡角;柱狀體預成形直徑小於終成形直徑0.5mm,柱狀體上面倒角15°,圓柱型下部和毛坯桿部直連接,水平坡角為10°。
第六道次(S6): 頭部鍛粗終成形,柱狀體上部鍛粗六方終成形,柱狀體下部鍛粗凸緣終成形。
應用該技術,可協助產業透過『超大頭長桿螺栓製造方法』,建立『螺栓鍛造方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 趙輝, 20160713, 一種超大頭長桿螺栓製造方法與模具結構, CN104646581, 富奧汽車零部件股份有限公司.
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2023-10-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_23bfad04-b2ce-440c-800a-8b3a2b1a3bef
----
Tag: #Fastener, #Bolt, #Forging.
----