
2025-06-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2025-06-No-1):
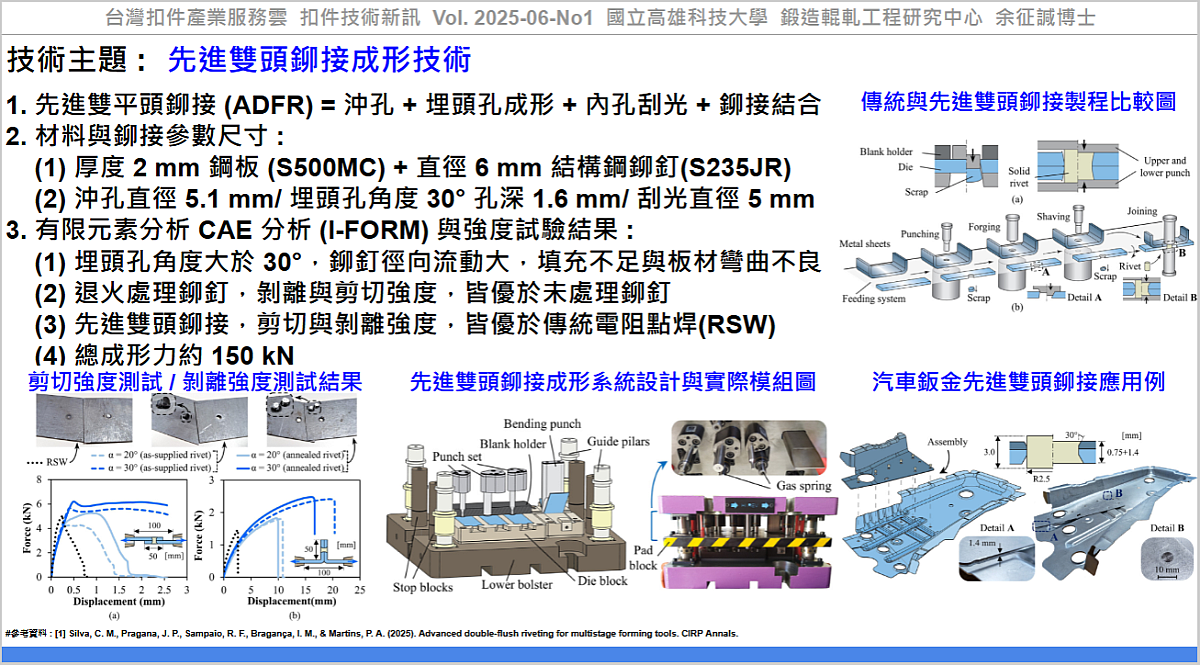
#技術主題 : #先進雙頭鉚接成形技術
雙平頭鉚接(double-flush riveting,DFR)是一種機械接合技術,將鉚釘置入兩層重疊鋼鈑的預製孔中,再對鉚釘兩端施加壓力產生塑性變形,形成牢固的機械嵌合。然而,此技術常因直接沖孔與鉚接成形過程造成沖頭磨損,導致內孔品質不穩定與崩角問題。
Silva 等人[1] 提出一『先進雙平頭鉚接』(advanced double-flush riveting,ADFR)技術與成形系統,將傳統鈑材接合方法整合至連續沖壓流程中,有效降低沖頭磨損,提升接合品質。此成形系統包括四道主要工序:沖孔(punching)、埋頭孔成形(forging)、內孔刮光(shaving)與鉚接結合(joining)。
實驗所採用之材料與鉚接尺寸如下:
(1) 厚度 2 mm 的高強度低合金熱軋鋼板(S500MC)。
(2) 直徑 6 mm 的圓柱形結構鋼鉚釘(S235JR)。
(3) 鉚接參數:沖孔直徑 5.1 mm,埋頭孔角度 20° 與 30°,埋頭孔深度 1.6 mm,刮光直徑 5 mm。
根據 CAE 分析與強度試驗結果知:
(1) 以有限元素分析軟體 I-FORM 評估埋頭孔成形性,當埋頭孔角度大於 30° 時,鉚釘成形過程中會產生明顯徑向位移,導致孔洞填充不足與鈑材彎曲不良等缺陷。
(2) 經 700°C 退火處理的鉚釘具較佳延展性,鉚接時能形成較大的嵌合區域,其剝離與剪切強度均優於未處理鉚釘。
(3) 總成形力約為 150 kN,包括沖孔、埋頭孔成形、內孔刮光及雙頭鉚接成形。
(4) 先進雙頭鉚接技術在剪切與剝離強度,皆優於傳統電阻點焊(resistance spot welding,RSW)。ADFR結合面積大,且無熱影響區,不會因局部熔化而降低抗剪與剝離性能。
先進雙平頭鉚接技術可整合於沖床或壓機生產線中,統一完成沖孔、成形與鉚接等多道工序。其接合特性包括無突起、材料充填良好及接合緊密,已成功應用於汽車白車身駕駛側補強件的接合,並適用於汽車、航太、家電與建築等對結構輕量化與接合強度有高度要求的產業。
應用該技術,可協助產業透過『先進雙頭鉚接成形技術』,建立『鉚釘成形方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Silva, C. M., Pragana, J. P., Sampaio, R. F., Bragança, I. M., & Martins, P. A. (2025). Advanced double-flush riveting for multistage forming tools. CIRP Annals., https://www.sciencedirect.com/science/article/pii/S0007850625000381
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2025-06-No1, 先進雙頭鉚接成形技術, https://www.tw-fastener.com/tfsc/knowledge/BLP_240c3e67-827f-48bf-92b7-c74480c8a93a
----
Tag: #Fastener, #Rivet, #Forging, #Die, #Screw.
----