
2026-01-Q4-扣件專利新訊
 余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2026-01-Q4):
#主題:#可應用之台灣扣件製造專利(2025)
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)、鉚釘(rivet)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。
本期以『可應用之台灣扣件製造專利』為題進行專利檢索與分析,『可應用之專利』指的是在2025年專利權到期的專利。台灣扣件產業以靈活的技術運用和創新著稱,善用已過期的成形機、鍛造和模具專利技術是其重要的競爭策略,當這些與扣件製造相關的專利權保護期限屆滿後,台灣扣件業者將可自由使用這些曾經受到法律保護的技術,透過專利檢索與閱讀專利文件,深入瞭解先前在成形機、鍛造和模具設計等方面的技術細節,並將這些關鍵技術融入自身的生產流程,可以降低研發風險與成本,還能快速吸收製造技術,並在過期專利的基礎上進行創新,針對現代工業需求進行改進和優化,將過期專利中的成形機、鍛造和模具技術轉化為具有實際價值的生產方法,進而推動整個產業的技術進步,開發出具有競爭力的新產品。
以下為本期主題式專利分析,詳細專利資訊請參閱專利清單。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, https://www.tw-fastener.com/tfsc/knowledge/BLP_7b7de3ab-1387-4db8-a5b0-1eade5a8bbe4
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/19ytc7rVNNobEwdU4MAFVZuKBRrRvNB6k/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, 專利説明書 PDF, https://drive.google.com/drive/folders/1sMr7Dxe1cC_Tah3kVTVFrQ40qdN0d8f_?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_7b7de3ab-1387-4db8-a5b0-1eade5a8bbe4 )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、專利檢索
本次專利檢索利用台灣之專利智慧財產局資料庫,於標題(title)、摘要(abstract)、專利項(claim)及國際專利分類號(IPC)等欄位搜尋相關專利,專利檢索條件如下所列,經判讀篩選,契合本次專利分析主題之專利數為 38 件。
1. 專利資料庫:台灣(TW)。
2. 專利檢索條件:
TAC:(扣件 緊固件 螺絲 螺栓 螺帽 螺母 螺釘 螺紋 鉚接 鉚釘 墊圈 墊片 膨脹 錨栓 Fastener Anchor Bolt Nut Screw Thread Washer) AND TAC:(冷鍛 鍛造 鐓造 冷鐓 鐓 鍛 擠 壓 沖壓 沖切 加工 成形 成型 製造 生產 製程 方法 模具 工具) AND MIPC:(B21J B21K)
----
二、專利權人分析
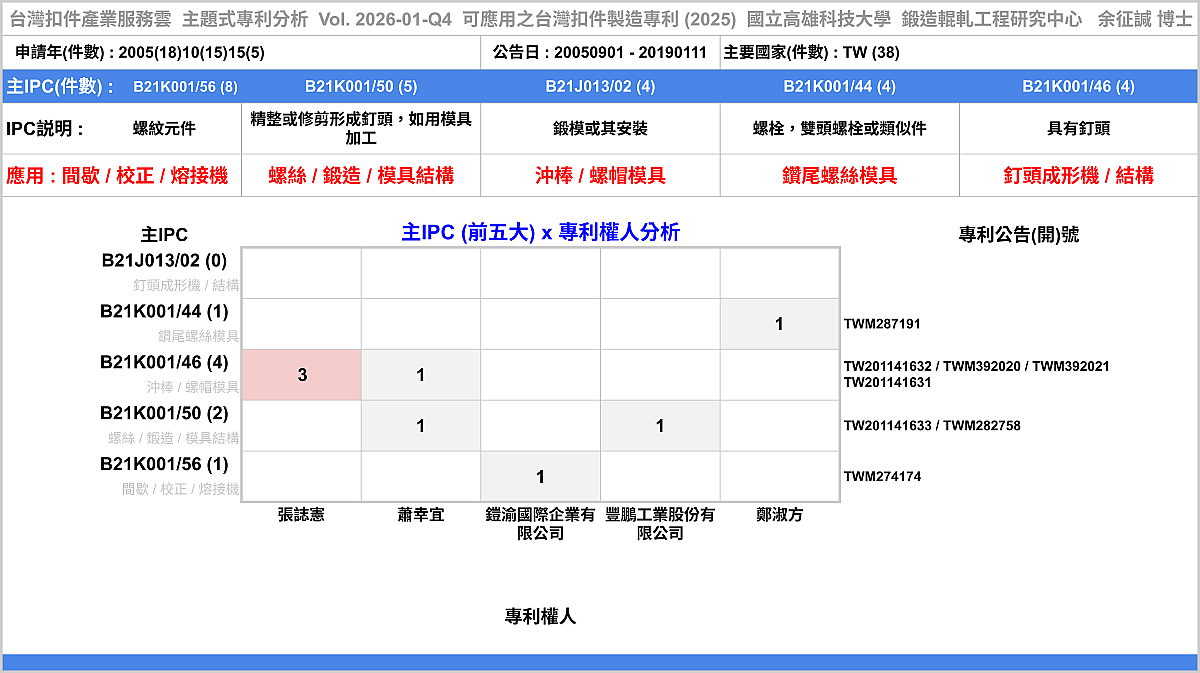
根據專利權人國家別分析統計資料(詳細專利資訊請參閱專利清單),各申請國之專利件數,分別為:台灣(TW)38件。利用專利權人及專利主IPC,進行技術分類與各專利權人之專利佈局。
以『螺紋元件』(B21K001/56) 為主要技術,著重在:螺絲成形及製造方法、鍛造模具結構、螺絲及鑽尾螺絲成形機之間歇傳動與退料裝置、螺絲校正機、摩擦熔接機等技術。
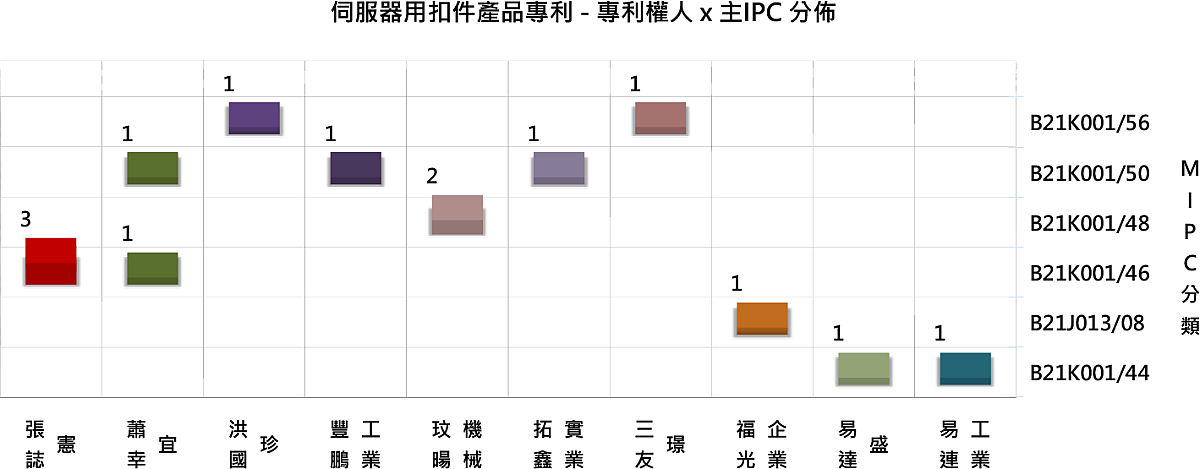
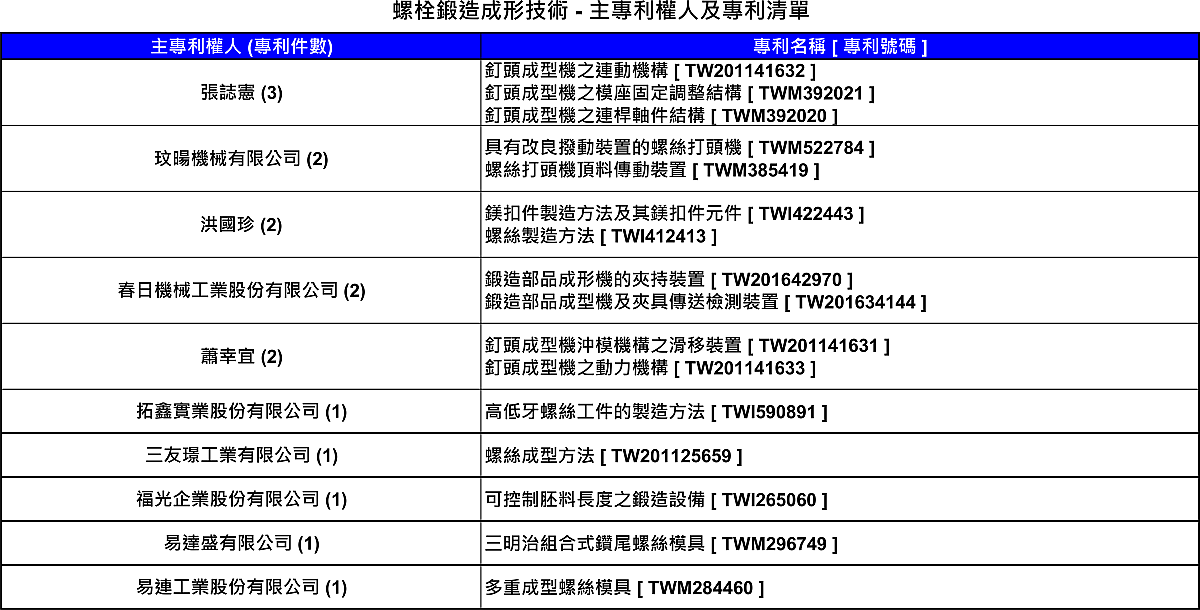
主要專利權人包括:張誌憲 (3件)、玟暘機械有限公司 (2件)、洪國珍 (2件)、春日機械工業股份有限公司 (2件)、蕭幸宜 (2件)、拓鑫實業股份有限公司 (1件)、三友璟工業有限公司 (1件)、福光企業股份有限公司 (1件)、易達盛有限公司 (1件)、易連工業股份有限公司 (1件) ... 等專利權人擁有較多專利(參考下表)。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)
----
三、技術功效分析
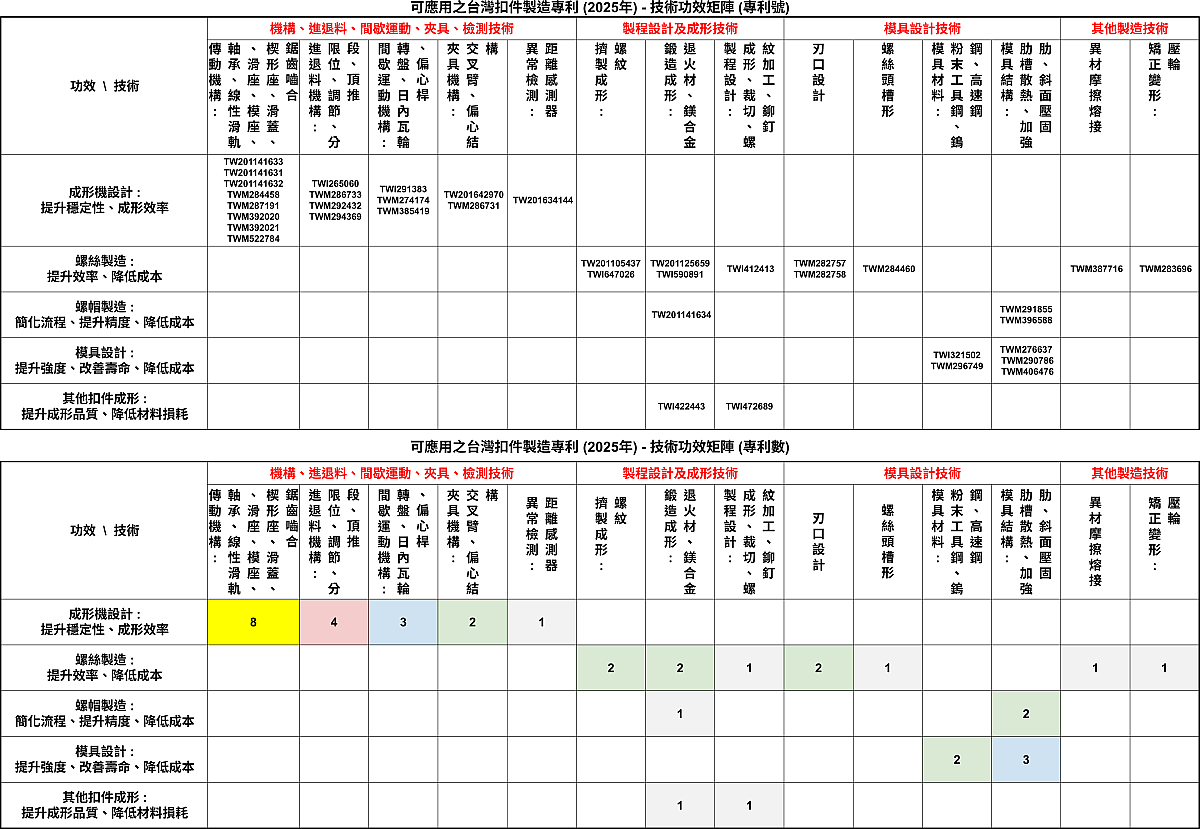
透過解析專利説明文件,建立專利之技術與功效矩陣(如下圖),包括『機構、進退料、間歇運動、夾具、檢測技術、製程設計及成形技術、模具設計技術、其他製造技術 』等技術領域。
可達成主要功效有:
(1) 成形機設計 : 提升穩定性、成形效率 (2) 螺絲製造 : 提升效率、降低成本 (3) 螺帽製造 : 簡化流程、提升精度、降低成本 (4) 模具設計 : 提升強度、改善壽命、降低成本 (5) 其他扣件成形 : 提升成形品質、降低材料損耗 ... 等功效。
以下為各專利之技術功效摘要説明,詳細專利資訊請參閱專利清單。
----
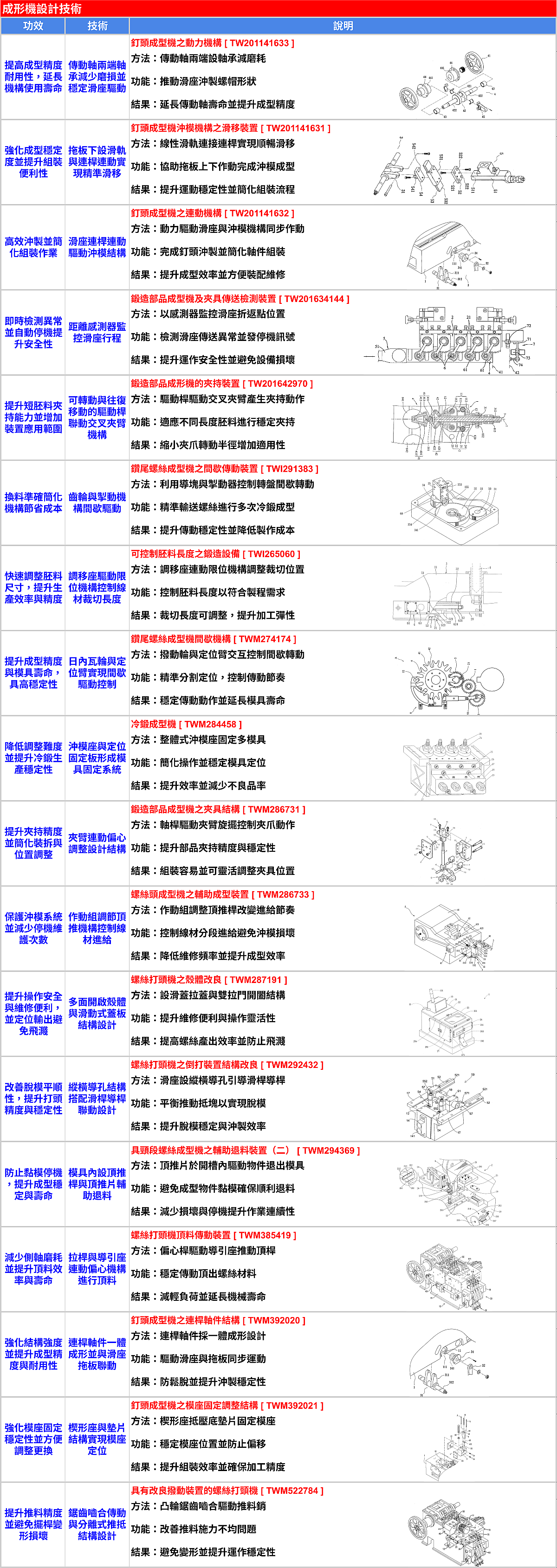
3.1 成形機設計技術 : 提升穩定性、成形效率
*利用傳動軸兩端軸承減少磨損並穩定滑座驅動,提高成型精度耐用性,延長機構使用壽命 [ TW201141633 ]
*利用拖板下設滑軌與連桿連動實現精準滑移,強化成型穩定度並提升組裝便利性 [ TW201141631 ]
*利用滑座連桿連動驅動沖模結構,高效沖製並簡化組裝作業 [ TW201141632 ]
*利用距離感測器監控滑座行程,即時檢測異常並自動停機提升安全性 [ TW201634144 ]
*利用可轉動與往復移動的驅動桿聯動交叉夾臂機構,提升短胚料夾持能力並增加裝置應用範圍 [ TW201642970 ]
*利用齒輪與掣動機構間歇驅動,換料準確簡化機構節省成本 [ TWI291383 ]
*利用調移座驅動限位機構控制線材裁切長度,快速調整胚料尺寸,提升生產效率與精度 [ TWI265060 ]
*利用日內瓦輪與定位臂實現間歇驅動控制,提升成型精度與模具壽命,具高穩定性 [ TWM274174 ]
*利用沖模座與定位固定板形成模具固定系統,降低調整難度並提升冷鍛生產穩定性 [ TWM284458 ]
*利用夾臂連動偏心調整設計結構,提升夾持精度並簡化裝拆與位置調整 [ TWM286731 ]
*利用作動組調節頂推機構控制線材進給,保護沖模系統並減少停機維護次數 [ TWM286733 ]
*利用多面開啟殼體與滑動式蓋板結構設計,提升操作安全與維修便利,並定位輸出避免飛濺 [ TWM287191 ]
*利用縱橫導孔結構搭配滑桿導桿聯動設計,改善脫模平順性,提升打頭精度與穩定性 [ TWM292432 ]
*利用模具內設頂推桿與頂推片輔助退料,防止黏模停機,提升成型穩定與壽命 [ TWM294369 ]
*利用拉桿與導引座連動偏心機構進行頂料,減少側軸磨耗並提升頂料效率與壽命 [ TWM385419 ]
*利用連桿軸件一體成形並與滑座拖板聯動,強化結構強度並提升成型精度與耐用性 [ TWM392020 ]
*利用楔形座與墊片結構實現模座定位,強化模座固定穩定性並方便調整更換 [ TWM392021 ]
*利用鋸齒嚙合傳動與分離式推抵結構設計,提升推料精度並避免擺桿變形損壞 [ TWM522784 ]
----
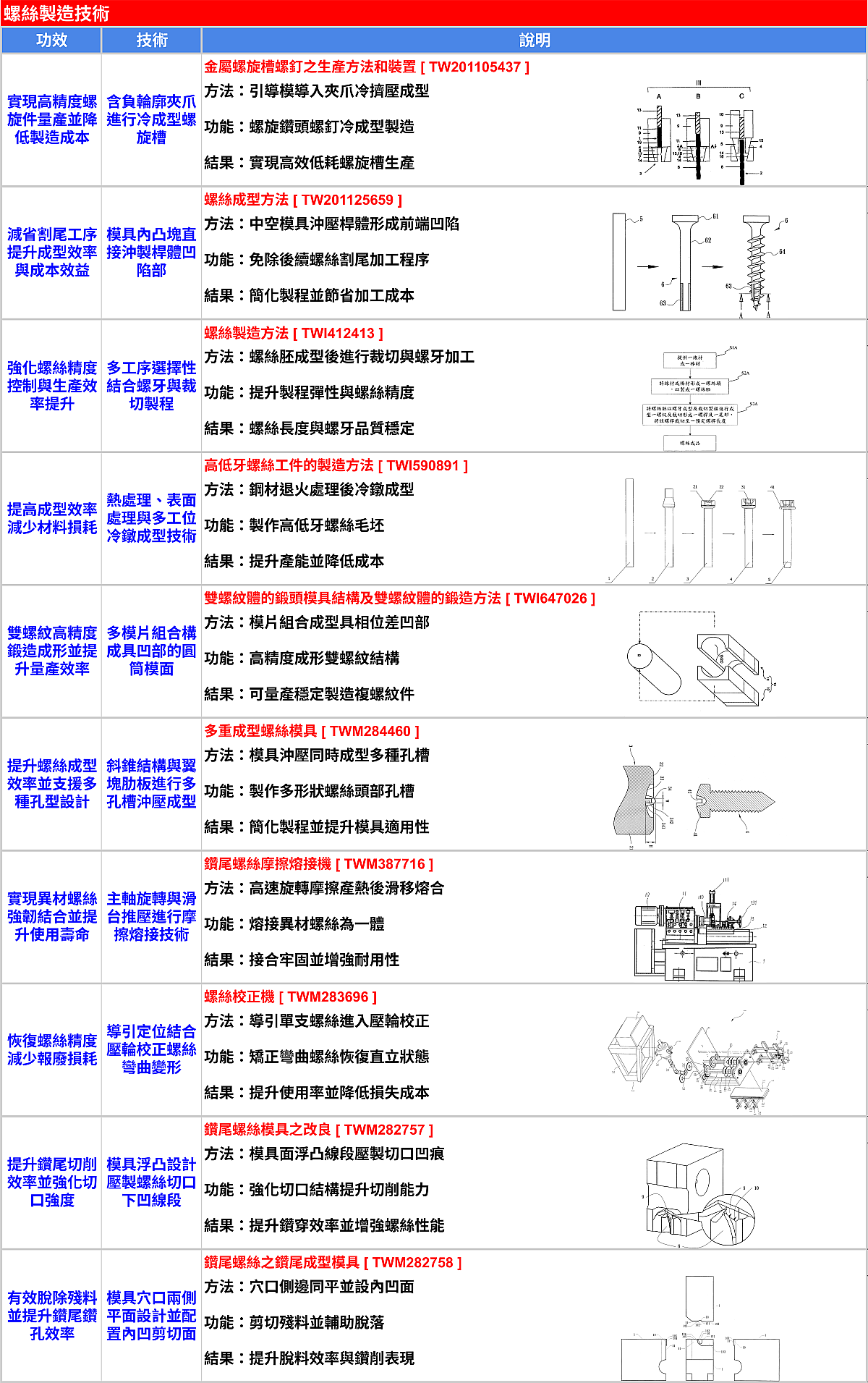
3.2 螺絲製造技術 : 提升效率、降低成本
*利用含負輪廓夾爪進行冷成型螺旋槽,實現高精度螺旋件量產並降低製造成本 [ TW201105437 ]
*利用模具內凸塊直接沖製桿體凹陷部,減省割尾工序提升成型效率與成本效益 [ TW201125659 ]
*利用多工序選擇性結合螺牙與裁切製程,強化螺絲精度控制與生產效率提升 [ TWI412413 ]
*利用熱處理、表面處理與多工位冷鐓成型技術,提高成型效率減少材料損耗 [ TWI590891 ]
*利用多模片組合構成具凹部的圓筒模面,雙螺紋高精度鍛造成形並提升量產效率 [ TWI647026 ]
*利用斜錐結構與翼塊肋板進行多孔槽沖壓成型,提升螺絲成型效率並支援多種孔型設計 [ TWM284460 ]
*利用主軸旋轉與滑台推壓進行摩擦熔接技術,實現異材螺絲強韌結合並提升使用壽命 [ TWM387716 ]
*利用導引定位結合壓輪校正螺絲彎曲變形,恢復螺絲精度減少報廢損耗 [ TWM283696 ]
*利用模具浮凸設計壓製螺絲切口下凹線段,提升鑽尾切削效率並強化切口強度 [ TWM282757 ]
*利用模具穴口兩側平面設計並配置內凹剪切面,有效脫除殘料並提升鑽尾鑽孔效率 [ TWM282758 ]
----
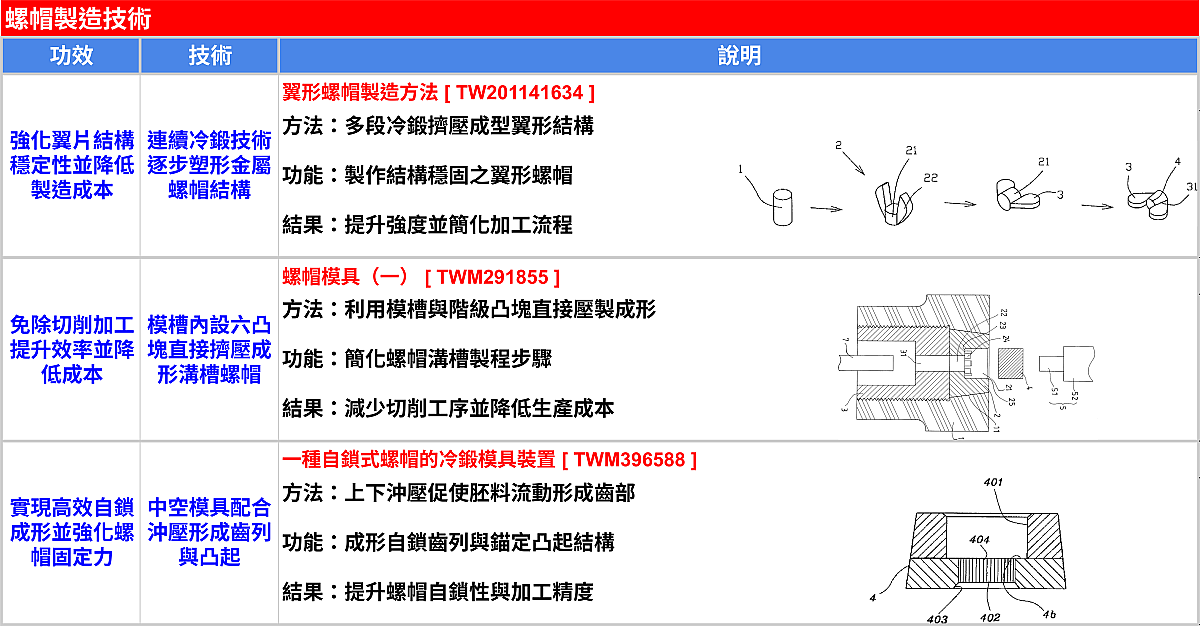
3.3 螺帽製造技術 : 簡化流程、提升精度、降低成本
*利用連續冷鍛技術逐步塑形金屬螺帽結構,強化翼片結構穩定性並降低製造成本 [ TW201141634 ]
*利用模槽內設六凸塊直接擠壓成形溝槽螺帽,免除切削加工提升效率並降低成本 [ TWM291855 ]
*利用中空模具配合沖壓形成齒列與凸起,實現高效自鎖成形並強化螺帽固定力 [ TWM396588 ]
----
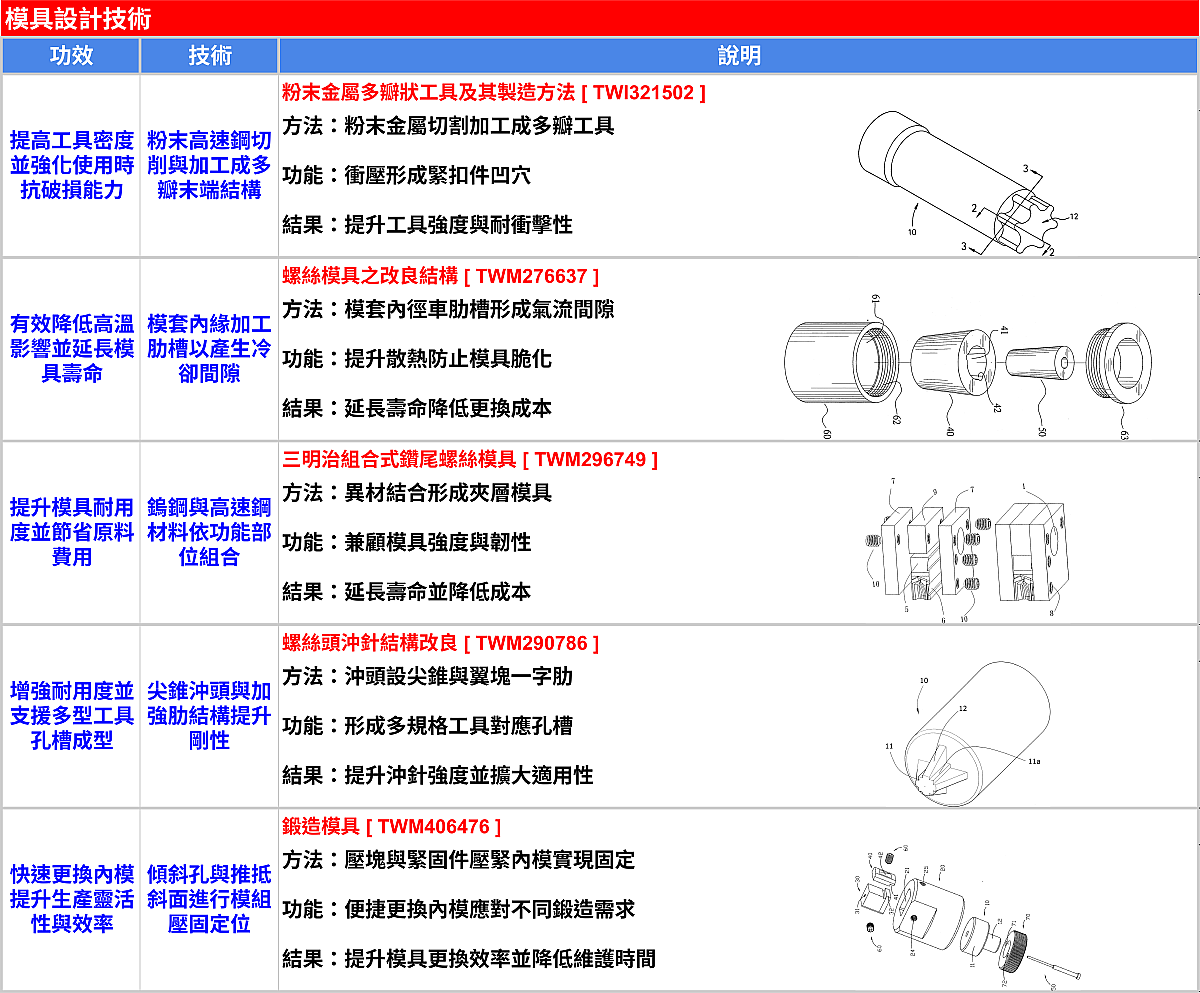
3.4 模具設計技術 : 提升強度、改善壽命、降低成本
*利用粉末高速鋼切削與加工成多瓣末端結構,提高工具密度並強化使用時抗破損能力 [ TWI321502 ]
*利用模套內緣加工肋槽以產生冷卻間隙,有效降低高溫影響並延長模具壽命 [ TWM276637 ]
*利用鎢鋼與高速鋼材料依功能部位組合,提升模具耐用度並節省原料費用 [ TWM296749 ]
*利用尖錐沖頭與加強肋結構提升剛性,增強耐用度並支援多型工具孔槽成型 [ TWM290786 ]
*利用傾斜孔與推抵斜面進行模組壓固定位,快速更換內模提升生產靈活性與效率 [ TWM406476 ]
----
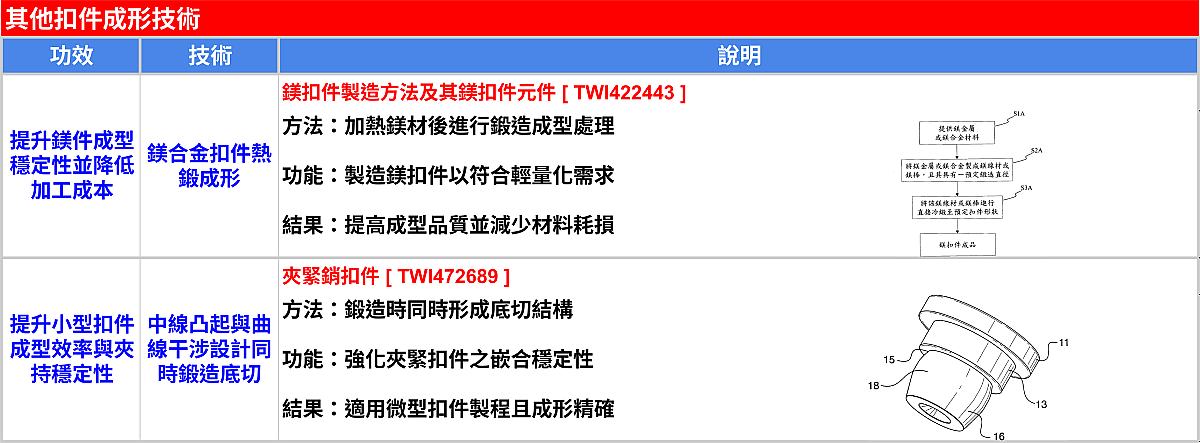
3.5 其他扣件成形技術 : 提升成形品質、降低材料損耗
*利用鎂合金扣件熱鍛成形,提升鎂件成型穩定性並降低加工成本 [ TWI422443 ]
*利用中線凸起與曲線干涉設計同時鍛造底切,提升小型扣件成型效率與夾持穩定性 [ TWI472689 ]
----
四、主要專利分類號(MIPC)分析
全球專利資料庫公告38筆扣件新專利,公告日介於20050901至20190111間,申請國件數分別為台灣(TW)38件,專利權人包括台灣的『春日機械工業股份有限公司、PEM管理股份有限公司、三友璟工業有限公司、日商螺法股份有限公司、易達盛有限公司、玟暘機械有限公司、張誌憲、蕭幸宜、洪國珍、尤正傑』 … 等專利權人(完整專利權人請詳參專利清單)。
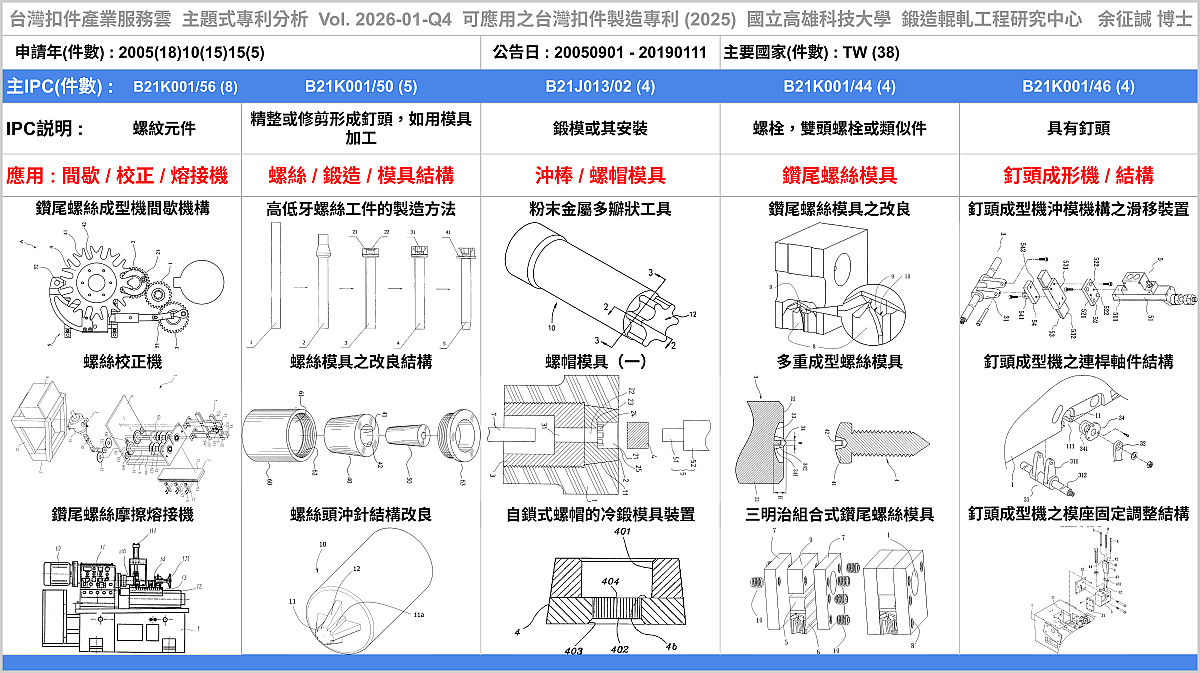
前五大主要專利分類號(MIPC),共有25件專利,佔總專利數66%,包括:
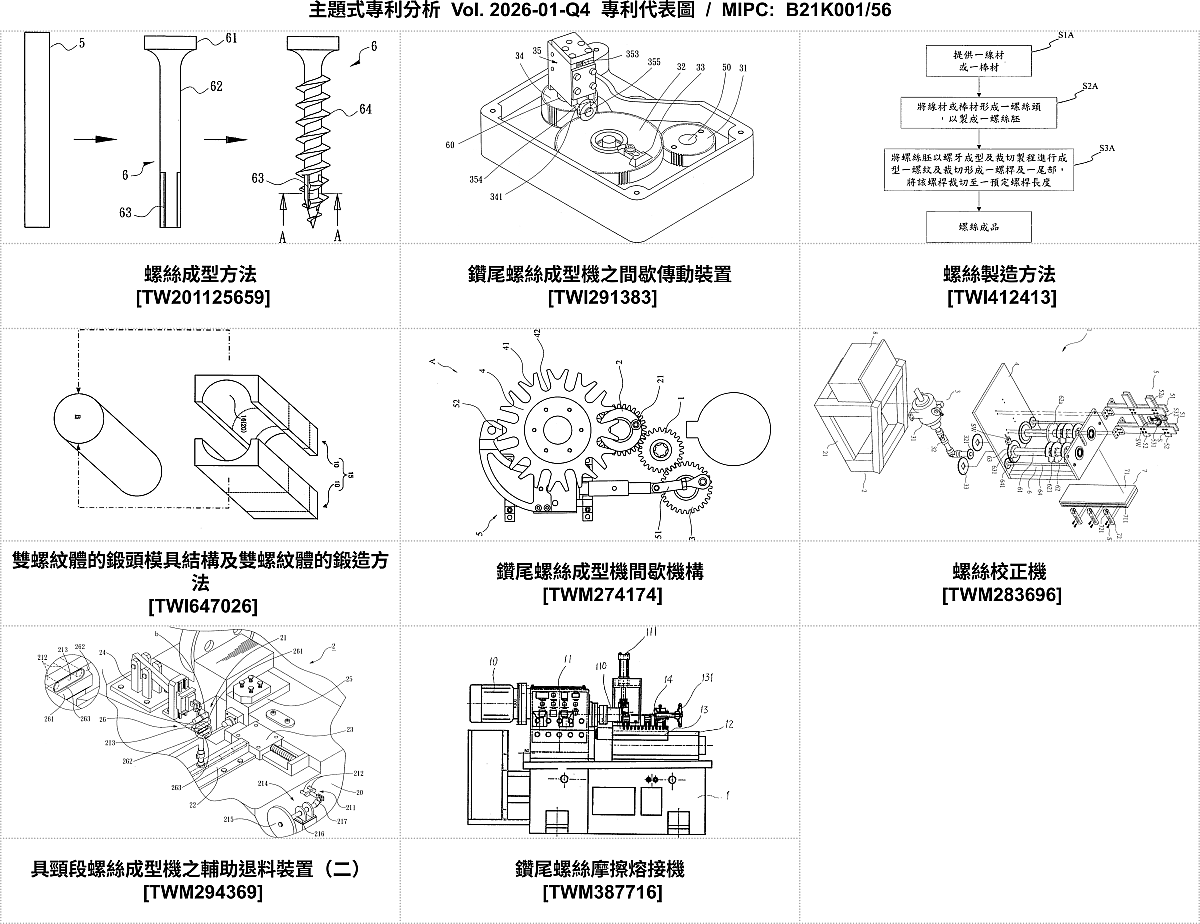
(1) 螺紋元件 (B21K001/56,8件專利,佔總專利數21%):
螺絲成型方法、鑽尾螺絲成型機之間歇傳動裝置、螺絲製造方法、雙螺紋體的鍛頭模具結構及雙螺紋體的鍛造方法、鑽尾螺絲成型機間歇機構、螺絲校正機、具頸段螺絲成型機之輔助退料裝置(二)、鑽尾螺絲摩擦熔接機。
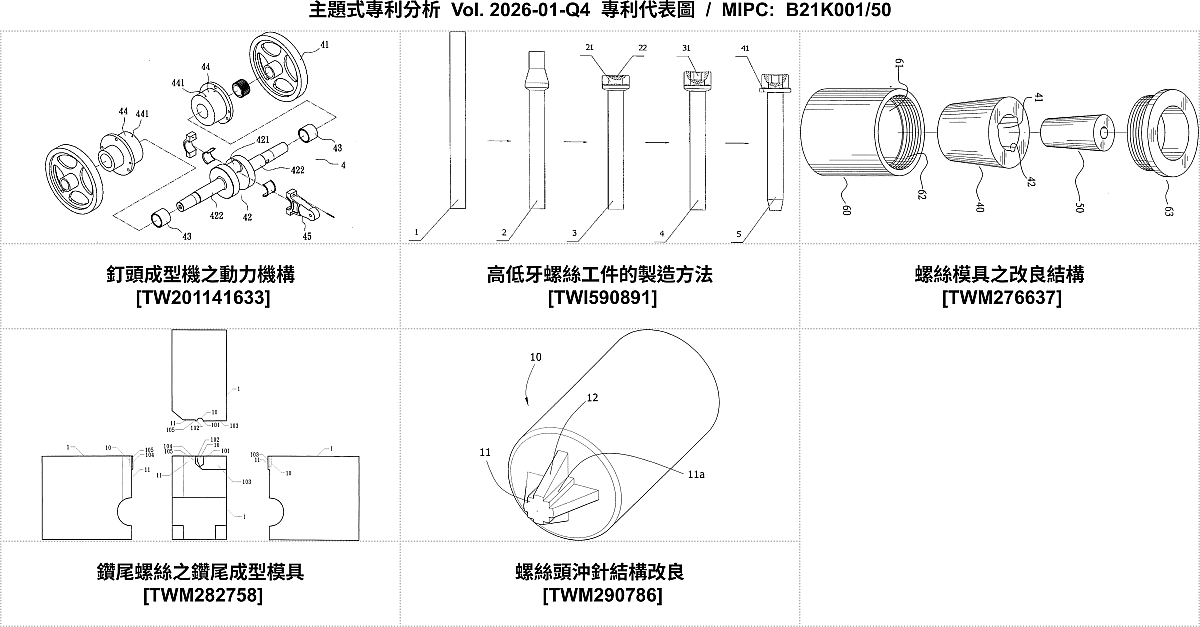
(2) 精整或修剪形成釘頭,如用模具加工 (B21K001/50,5件專利,佔總專利數13%):
釘頭成型機之動力機構、高低牙螺絲工件的製造方法、螺絲模具之改良結構、鑽尾螺絲之鑽尾成型模具、螺絲頭沖針結構改良。
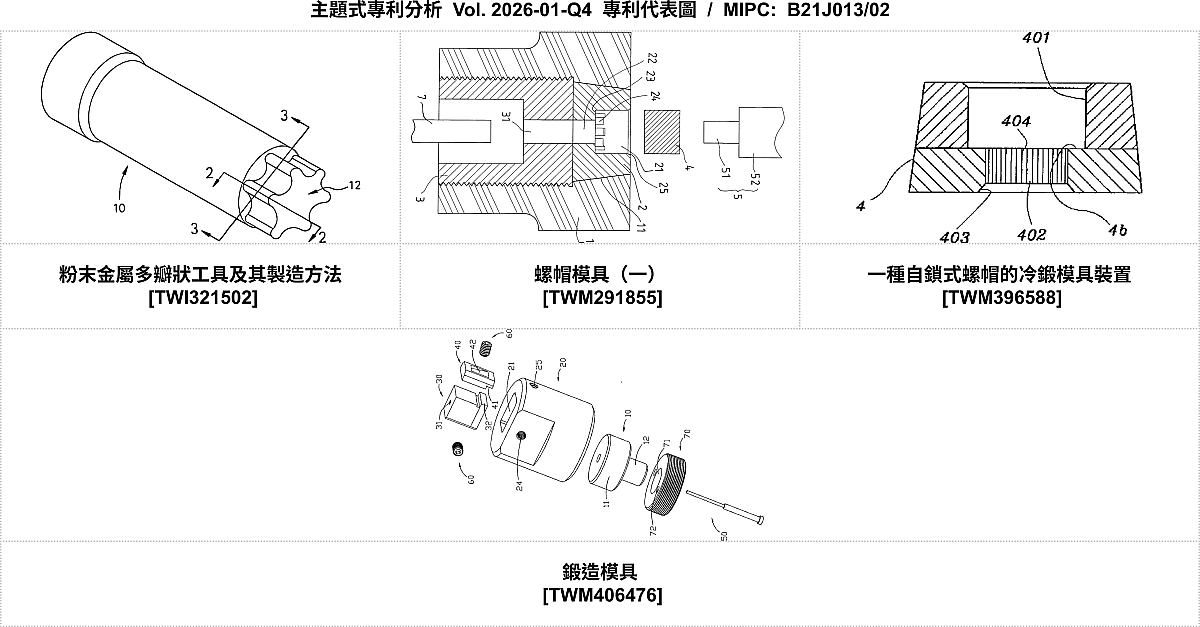
(3) 鍛模或其安裝 (B21J013/02,4件專利,佔總專利數11%):
粉末金屬多瓣狀工具及其製造方法、螺帽模具(一)、一種自鎖式螺帽的冷鍛模具裝置、鍛造模具。
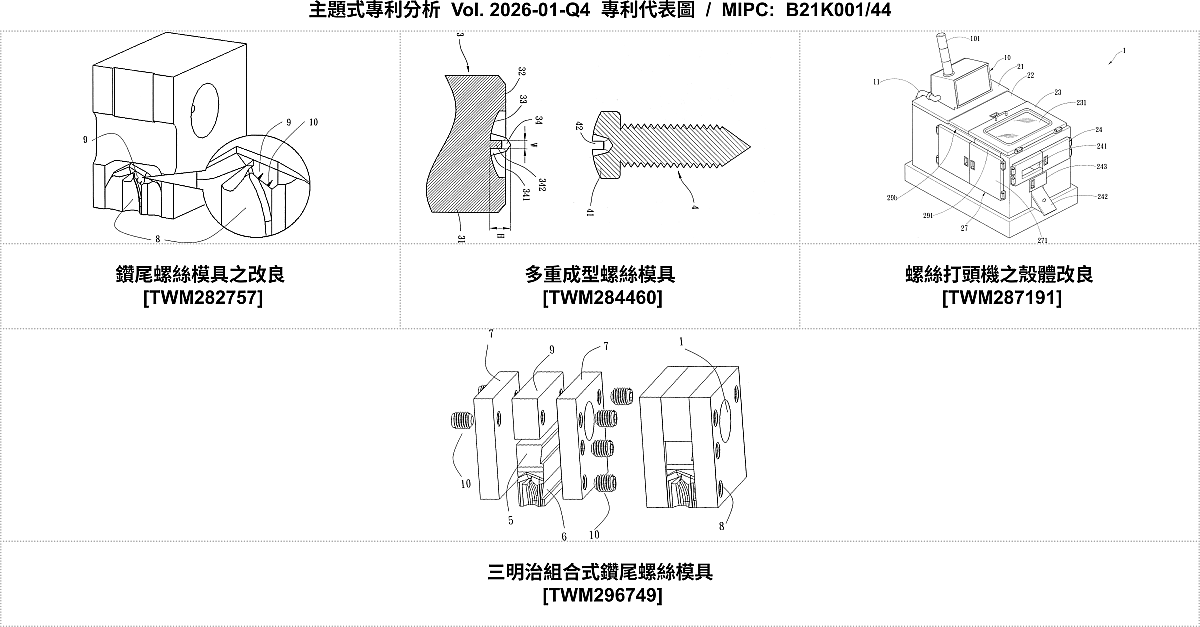
(4) 螺栓,雙頭螺栓或類似件 (B21K001/44,4件專利,佔總專利數11%):
鑽尾螺絲模具之改良、多重成型螺絲模具、螺絲打頭機之殼體改良、三明治組合式鑽尾螺絲模具。
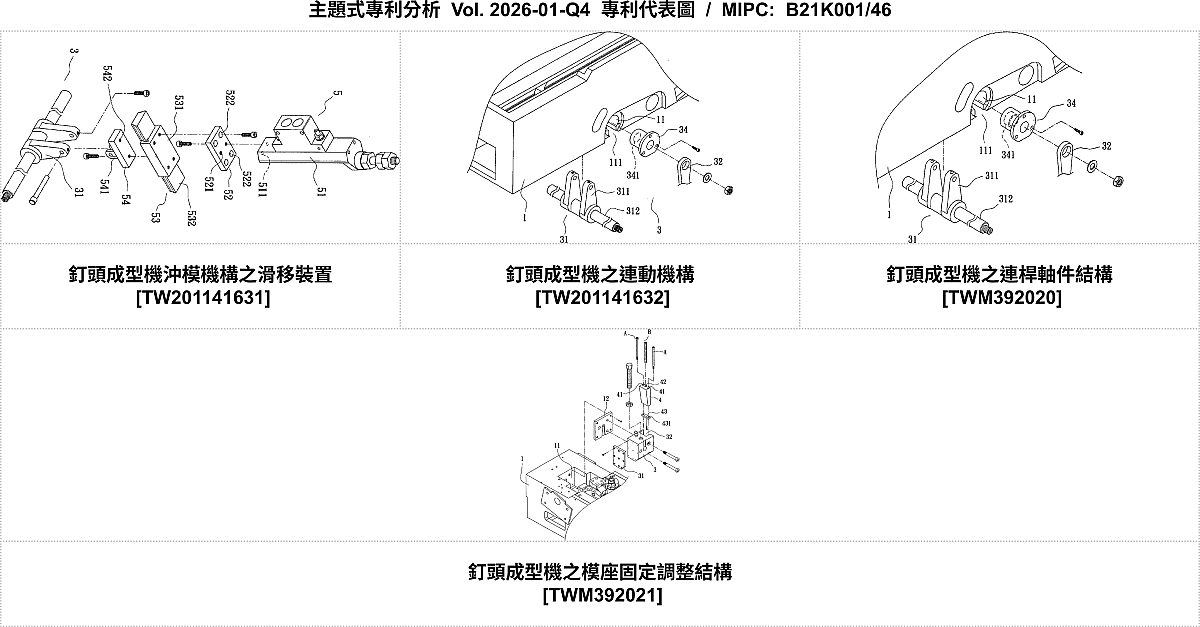
(5) 具有釘頭 (B21K001/46,4件專利,佔總專利數11%):
釘頭成型機沖模機構之滑移裝置、釘頭成型機之連動機構、釘頭成型機之連桿軸件結構、釘頭成型機之模座固定調整結構等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, https://www.tw-fastener.com/tfsc/knowledge/BLP_7b7de3ab-1387-4db8-a5b0-1eade5a8bbe4
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/19ytc7rVNNobEwdU4MAFVZuKBRrRvNB6k/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2026-01-Q4, 專利説明書 PDF, https://drive.google.com/drive/folders/1sMr7Dxe1cC_Tah3kVTVFrQ40qdN0d8f_?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_7b7de3ab-1387-4db8-a5b0-1eade5a8bbe4 )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、以『螺紋元件』(B21K001/56)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/56)之專利包括『螺絲成型方法、鑽尾螺絲成型機之間歇傳動裝置、螺絲製造方法、雙螺紋體的鍛頭模具結構及雙螺紋體的鍛造方法、鑽尾螺絲成型機間歇機構、螺絲校正機、具頸段螺絲成型機之輔助退料裝置(二)、鑽尾螺絲摩擦熔接機』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 螺絲成型方法 [ TW201125659 ] :
本發明螺絲成型方法,其依序包含有初期成型步驟及外螺紋成型步驟;首先,先將複數胚料置於螺絲頭成型機中,成型出具有螺頭與桿體之螺絲後(即初期成型步驟),再於桿體外緣加工成型外螺紋(即外螺紋成型步驟);其中,該螺絲頭成型機之沖壓模具係由一內緣端部具有一道以上凸塊狀之圓型中空模體構成,使胚料經由上述模具沖壓成型後即形成前端具有一道以上凹陷部之桿體,藉此,當進行加工成型外螺紋步驟時,即可形成出前端具有一道以上凹陷部之螺絲成品者,以節省後續螺絲割尾加工之成本。
02. 鑽尾螺絲成型機之間歇傳動裝置 [ TWI291383 ] :
一種鑽尾螺絲成型機之間歇傳動裝置,係用以控制夾料裝置之轉盤間歇作動,以令轉盤帶動螺絲間歇於成型裝置處供執行多次冷鍛成型,其主要係設有一由驅動源驅動之主動齒輪,並以主動齒輪傳動一齒數較多且設有導塊之惰輪,該惰輪則傳動一具有卡槽之從動齒輪,該從動齒輪上係設有具卡合件之掣動器,並以掣動器連結一從動軸,而從動軸則用以驅動夾料裝置之轉盤作動;藉此,可利用惰輪之導塊直接導引掣動器之卡合件上升而脫離從動齒輪之卡槽,令從動軸暫停轉動,而控制轉盤帶動螺絲間歇於成型裝置處以供連續冷鍛成型,待導塊脫離卡合件後,即令掣動器帶動從動軸與從動齒輪同步旋轉,而控制轉盤旋轉換料,達到裝置更加簡易,以便於製作、組裝而大幅節省成本,及確保各元件確實傳動之實用效益。
03. 螺絲製造方法 [ TWI412413 ] :
一種螺絲製造方法方法包含:將一線材或一棒材形成一螺絲頭,以製成一螺絲胚;將該螺絲胚以螺牙成型及裁切製程進行成型一螺牙及裁切形成一螺桿,或以螺牙成型及裁切製程先進行成型該螺牙後,再進行裁切形成該螺桿,或以裁切及螺牙成型製程先進行裁切形成該螺桿,再進行成型該螺牙,且將該螺桿裁切至一預定螺桿長度。
04. 雙螺紋體的鍛頭模具結構及雙螺紋體的鍛造方法 [ TWI647026 ] :
本發明係藉由組合複數個模片表面之模部件形成圓筒狀內周表面,使該圓筒狀內周表面對螺紋毛坯材料B壓接而鍛造。模部件具備雙螺紋部形成區域U。該雙螺紋部形成區域U中,從接合圓筒狀內周表面之最內周部間而獲得的假設表面展開圖中之法線方向觀看,形成概略平行四邊形狀,從假設表面凹設於半徑方向外側之凹部,在筒狀之軸方向具有位置差,且在周方向具有相位差而在軸方向排列複數個。藉此,可依鍛造用模具構造,以高精度之雙螺紋體鍛造進行大量生產。
05. 鑽尾螺絲成型機間歇機構 [ TWM274174 ] :
本創作係有關於一種「鑽尾螺絲成型機間歇機構」,其主要係於其主動輪分別組設有二被動輪,一被動輪上設有撥動輪與日內瓦輪嵌卡,使撥動輪可進入或退出日內瓦輪之導槽,另一被動輪係設與一定位臂樞接;當主動輪轉動時,被動輪被帶動,另一被動輪則連動定位臂作動,使定位臂一側之定位突端恰嵌卡於日內瓦輪凹部,當撥動輪進入日內瓦輪導槽後,另一被動輪同時作動頂昇起定位臂使定位突端脫離凹部,撥動輪即可撥動分割器,而後定位突端再嵌卡定位於凹部,撥動輪則離開導槽,形成一循環之間歇作動方式,藉由定位臂之定位,配合撥動輪之作動,而可得一穩固定位之功效,以達延長模具使用壽命之功效,使該結構整體深具創新實用性者。
06. 螺絲校正機 [ TWM283696 ] :
本創作係有關於一種螺絲校正機,該校正機至少包括有機台、動力單元、承座,該承座上設有導引部、校正部,以及止擋部,該導引部上設有限制機構,藉此可令每次只能有一支螺絲進入校正部內,該校正部具二有軸桿,在二軸桿上分別套設有數個校正壓輪,在校正部之後方設有止擋部,當螺絲滑入校正部後,藉由止擋部的止擋件的阻擋,來令螺絲得以正確的位於左右校正壓輪之間,而可被校正壓輪的頂壓,使已彎曲變形的螺絲回復成原本的直立狀,藉此來提升螺絲的使用率,進而降低螺絲的損失率。
07. 具頸段螺絲成型機之輔助退料裝置(二) [ TWM294369 ] :
本新型具頸段螺絲成型機之輔助退料裝置(二),其主要係利用分設於二模具上之頂推單元,且該每一頂推單元具有複數伸置於該模具上之頂推桿,以及一與該頂推桿連接且可伸置於該開槽內之頂推片;使用時,藉由該頂推片之作用,故當該二模具往復衝壓物件時,該頂推片可針對衝壓成型之物件予以確實頂推退料,避免衝壓完成之物件黏附於該模具上,確實達到降低模具損壞及時常停機維修之不便等功效。
08. 鑽尾螺絲摩擦熔接機 [ TWM387716 ] :
本創作係有關於一種鑽尾螺絲摩擦熔接機之新結構,其主要係由機座、馬達、主軸頭、筒夾、滑座及滑台與夾具裝置等所組成。該機座上係設有一主軸頭並於一端設有馬達能傳動主軸頭旋轉,另一端形成一筒夾,可供夾掣螺絲頭,而該滑座固設於機座上,上端設置一可移動之滑台,並於滑台上設置一夾具裝置,係能將螺絲夾固同時利用滑台做左、右滑移,且筒夾與夾具裝置之中心係為對齊,使夾掣之螺絲能相互保持一直線。當啟動主軸頭之馬達後高速旋轉,而能帶動筒夾之螺絲旋轉,藉由高速旋轉摩擦另一端之異材螺絲,使兩種不同材質螺絲因摩擦產生之高溫而熱熔至塑性狀態,此時利用滑台之滑移,將已軟化之兩異材螺絲推壓並熔合成一體,不僅熔接處具有強韌性不易斷裂,耐用性更佳。
----
二、以『精整或修剪形成釘頭,如用模具加工』(B21K001/50)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/50)之專利包括『釘頭成型機之動力機構、高低牙螺絲工件的製造方法、螺絲模具之改良結構、鑽尾螺絲之鑽尾成型模具、螺絲頭沖針結構改良』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 釘頭成型機之動力機構 [ TW201141633 ] :
本發明係有關於一種釘頭成型機之動力機構,其主要係將線材經由進料裝置送入機台內進行切斷,且切斷後的線材移送至位於滑座上的模具中,讓動力機構帶動滑座進行往復的前後移動而進行螺帽形狀的沖製者,其中於動力機構之傳動軸兩端對應套設有軸承,藉此以減少動力傳動所產生的磨耗現象,以保持傳動軸的使用壽命者。
02. 高低牙螺絲工件的製造方法 [ TWI590891 ] :
本發明揭露一種高低牙螺絲毛坯的製造方法,採用鋼坯原料先球化退火,然後進行磷酸鹽表面處理,粗抽成盤圓料,再將粗抽後的盤圓料再次經過球化退火、磷酸鹽皮膜處理、精抽定徑處理,最後在冷鐓成型機內進行高低牙螺絲毛坯的成型工序;本發明採用多工位冷鐓成型,生產效率高並減少材料損耗,進而降低了成本。
03. 螺絲模具之改良結構 [ TWM276637 ] :
本創作係提供一種螺絲模具之改良結構,特別是針對螺絲模具衝擊成型作業中可能產生之高溫影響模具使用壽命而設計者,其結構設計上,主要是於螺絲模具套組模件之模套徑孔內緣車製出數道肋槽,藉以使模件套入模套時,其模件與模套間將形成數道間隙而非全面接觸,如此將可利用該等間隙增進氣流流通而賦予適當散熱效能,藉以避免碳化鋼材質之模件承受過高溫度而易脆化、受損,從而可適度延長模件之使用壽命,相對地減降其模具汰換成本,達極佳之產業利用價值者。
04. 鑽尾螺絲之鑽尾成型模具 [ TWM282758 ] :
本案係為一種鑽尾螺絲之鑽尾成型模具,其特徵係在於:模具成型穴之穴口兩側邊係位於同一平面,且於其中一側邊設定距離的外側設一內凹面,利用該模具成型穴穴口兩側邊位於同一平面以及一側邊設定距離的內凹面,得於兩模具對合鍛製鑽尾螺絲之鑽尾時,產生優異的殘料剪切效果,進而使殘料能輕易的脫落,突破一般殘料脫落不易且費事、費時的加工處理,並能同時達到螺絲鑽尾刃邊的最佳鑽孔效率。
05. 螺絲頭沖針結構改良 [ TWM290786 ] :
一種「螺絲頭沖針結構改良」,其係裝設於一螺絲頭沖壓成型機前端的沖針,而在螺絲頭頂面形成供手工具鎖合之孔槽者;其特徵在於:該沖針本體一端面上凸設有一正方形的沖頭,且該沖頭前端係成尖錐狀,並由沖頭的四邊中點各向外延伸有一翼塊,另外,在其中二相對翼塊適當位置向外延伸有一字肋;據此,其沖針的強度因為其形狀而獲得補強提升,且該沖針所形成的孔槽可適用於一字型、十字型、米字型及四角形頭等多種起子使用者。
----
三、以『鍛模或其安裝』(B21J013/02)為主要IPC分類號之扣件相關專利:
本項分類號(B21J013/02)之專利包括『粉末金屬多瓣狀工具及其製造方法、螺帽模具(一)、一種自鎖式螺帽的冷鍛模具裝置、鍛造模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 粉末金屬多瓣狀工具及其製造方法 [ TWI321502 ] :
揭示一種粉末金屬製成的工具(10),例如粉末形式的改良T15 HSS,此工具具有一多瓣狀末端外形(12),用以將多瓣狀凹穴衝入工件內,例如衝入緊扣件的頭部內。此工具(10)質地均勻且僅含相當少量的碳化物,例如1至4微米的範圍內。而且,也揭示一種製造此工具的方法。此方法要求先切割一粉末金屬棒,然後將切割下來的部位予以加工,而產生多瓣狀工具。最終的部位理論上應為100%的密度,但在金屬射出模製部件中卻只有95-98%的密度。在使用時,由於其製造的方式,所以最終的部位具有增進的柱強度及增進的耐撞擊性。
02. 螺帽模具(一) [ TWM291855 ] :
本創作係有關於一種螺帽模具(一),其包含夾持具、模具組及支撐座,夾持具將模具組及支撐座夾持住,支撐座置於模具組下方且具有一貫孔,該模具組具有模槽且具有透孔以與貫孔相對,模槽底部與透孔間形成階級部,該階級部等距設有六個凸塊,藉此,胚料置於模槽經擠壓成形後,而成一頂部具有六個溝槽之螺帽,簡化現有結構之加工切削溝槽之步驟,達到降低生產成本之目的。
03. 一種自鎖式螺帽的冷鍛模具裝置 [ TWM396588 ] :
一種自鎖式螺帽的冷鍛模具裝置,包括有一模具本體為中空構形,一上承窩,孔徑及深度配合螺帽本體構形,一下承窩,設有直列齒部,該下承窩之直列齒部配合螺帽齒列預定長度,而形成下承窩之適當深度,一肩部,位於上承窩之上部,並連接下承窩,一突緣承窩,由下承窩延伸而構成,且該上承窩經由肩部連接下承窩,並下承窩連接突緣承窩,而構成該模具本體之中空構形。經由上、下沖子之沖壓作動,使胚料丸之材料塑性流動,以形成直列齒部,當配料丸之直列齒部達到預定之長度時,進一步於突緣承窩內直接形成一喇叭形狀作為錨定凸起。
04. 鍛造模具 [ TWM406476 ] :
本創作公開一種鍛造模具,包括一公模及一與公模呈上下位置相互配合的母模,該母模進一步包括一外模、一內模、一壓塊及緊固件。外模頂端中部處向下開設有一模腔,外模之外側壁上開設有一向下傾斜延伸至模腔的傾斜固定孔;內模容置於外模之模腔內,內模頂端中部處開設有一型腔,內模下端向外凸伸形成一凸塊;壓塊容置於外模之模腔內,壓塊抵頂於內模之凸塊上,壓塊一側形成有一傾斜的推抵斜面;緊固件可拆卸地裝設於傾斜固定孔內並抵頂於推抵斜面上。本創作鍛造模具由於內模是藉由壓塊及緊固件固定於外模的模腔內,藉由緊固件及壓塊的拆裝,即可很便利地更換內模。
----
四、以『螺栓,雙頭螺栓或類似件』(B21K001/44)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/44)之專利包括『鑽尾螺絲模具之改良、多重成型螺絲模具、螺絲打頭機之殼體改良、三明治組合式鑽尾螺絲模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 鑽尾螺絲模具之改良 [ TWM282757 ] :
一種鑽尾螺絲模具,其中製造鑽尾螺絲切口功能的面上有浮凸的線段,使得用這種模具沖壓製造出來的鑽尾螺絲在切口上會刻劃有下凹的線段,目的在增加鑽尾螺絲上切口的強度,以使得鑽尾貫穿板材的效率更高。
02. 多重成型螺絲模具 [ TWM284460 ] :
一種多重成型螺絲模具,其包含一模具本體、一凹槽及一斜錐部,該模具本體之一端具有一沖壓端面,該沖壓端面之中央凹設形成該凹槽,該凹槽之中央設有該斜錐部。該斜錐部外圍設有至少一翼塊及至少一肋板。該翼塊係由該凹槽之底部朝上漸縮傾斜形成在該斜錐部之周面上。該肋板與翼塊呈交錯設置,並分別對向延設於該斜錐部及凹槽之周緣壁面之間,該肋板之高度略低於該斜錐部之最大高度,該肋板之寬度與斜錐部之高度的比例為1:5至7:10之間。藉此,該多重成型螺絲模具可沖壓一螺絲之頭部,以同時形成一字孔槽、十字孔槽或方形孔槽。
03. 螺絲打頭機之殼體改良 [ TWM287191 ] :
本新型係為一種螺絲打頭機之殼體改良,係用一殼體罩裝該螺絲打頭機,其藉由一控制台操作該螺絲打頭機之螺絲頭製程,該殼體頂部具有可供該控制台置放之一平台,另設有一可水平位移之滑蓋及一可旋轉拉起之拉蓋,此外,該螺絲打頭機之殼體前、後、左、右四面各設有一可對開之雙拉門,且上述之滑蓋、拉蓋及四面雙拉門皆可任意開闔,亦可將整個螺絲打頭機內部機械外露,其中,該右雙拉門具有一主修繕門,其目的在於方便使用者進入該螺絲打頭機之內部維修,另外,該殼體前面係具有一開口向下之輸出端,該輸出端能有效的限制螺絲輸出之位置,防止輸出之螺絲到處飛濺。
04. 三明治組合式鑽尾螺絲模具 [ TWM296749 ] :
一種鑽尾螺絲模具,是藉由類似三明治夾心的方式組合兩種或兩以上不同的模具材料,依模具不同功能的需求而取決模具材料的一種組合方式。
尤其是模仁的部份是以硬度較高易碎的鎢鋼材料製成,其它的部份則以軔性較強的高速鋼材料製造,並且藉由類似三明治夾心的方式將兩種材料組合成一體,以達到材料特性相得益彰,並且相對節省材料成本的目的。
----
五、以『具有釘頭』(B21K001/46)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/46)之專利包括『釘頭成型機沖模機構之滑移裝置、釘頭成型機之連動機構、釘頭成型機之連桿軸件結構、釘頭成型機之模座固定調整結構』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 釘頭成型機沖模機構之滑移裝置 [ TW201141631 ] :
本發明係有關於一種釘頭成型機沖模機構之滑移裝置,其主要係將線材經由進料裝置送入機台內進行切斷,且切斷後的線材移送至位於滑座上的模具中,讓動力機構分別帶動滑座與連動機構作動,以使滑座往復的前後移動及沖模機構拖板上下升降而進行螺帽形狀的沖製者,其中於沖模機構拖板下組裝ㄧ線性滑軌組,以可與連動機構之連桿軸件組裝,藉此達到組裝便利及相對滑動順暢的功效者。
02. 釘頭成型機之連動機構 [ TW201141632 ] :
本發明係有關於一種釘頭成型機之連動機構,其主要係將線材經由進料裝置送入機台內進行切斷,且切斷後的線材移送至位於滑座上的模具中,讓動力機構分別帶動滑座與連動機構作動,以使滑座往復的前後移動及沖模機構拖板上下升降而進行螺帽形狀的沖製者,其中於機台上設有一對應組裝連動機構之連桿軸件的組設槽,於組設槽上對應設有一缺口,以可供連桿軸件嵌入而組裝軸封,藉此達到組裝便利的功效者。
03. 釘頭成型機之連桿軸件結構 [ TWM392020 ] :
本創作係有關於一種釘頭成型機之連桿軸件結構,其主要係將線材經由進料裝置送入機台內進行切斷,且切斷後的線材移送至位於滑座上的模具中,讓動力機構分別帶動滑座與連動機構之連桿軸件作動,以使滑座往復的前後移動及與連桿軸件連結之沖模機構的拖板上下升降而進行螺帽形狀的沖製者,其中該連桿軸件係為一體成形設計,藉此以增加強度,達到於作活旋轉過程不鬆脫的功效者。
04. 釘頭成型機之模座固定調整結構 [ TWM392021 ] :
本創作係有關於一種釘頭成型機之模座固定調整結構,其線材送入機台內進行切斷,且切斷後的線材移送至位於滑台所對應的模座中進行螺帽形狀的沖製者,其中於機台上設有一供組裝模座的入模槽,於入模槽之槽後端面設有定位墊片,而模座兩側分別設置側墊片及楔形槽,同時配合嵌入一楔形座,而楔形座下方設有一底墊片;藉此,利用楔形座鎖設抵壓底墊片,以讓楔形座緊迫模座,達到固定限位模座於機台入模槽者。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----
#Further Information :
#Article Type : Reference Review, Patent, Summary.
#Title : Taiwanese fastener manufacturing patents expiring in 2025, with their technologies becoming available for public use.
#Product : Fastener, Bolt, Screw, Nut, Rivet, Machine, Former.
#Technology : Machine design, Element design, Process design, Preforming design, Die design,
#Process Design : Wire Feeding, Cut-Off, Forward Extrusion, Backward Extrusion, Heading, Upsetting, Preforming, Finishing.
#Benefit : High production efficiency, Low material waste, High material usage.
----