
2023-06-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-06-No-1):
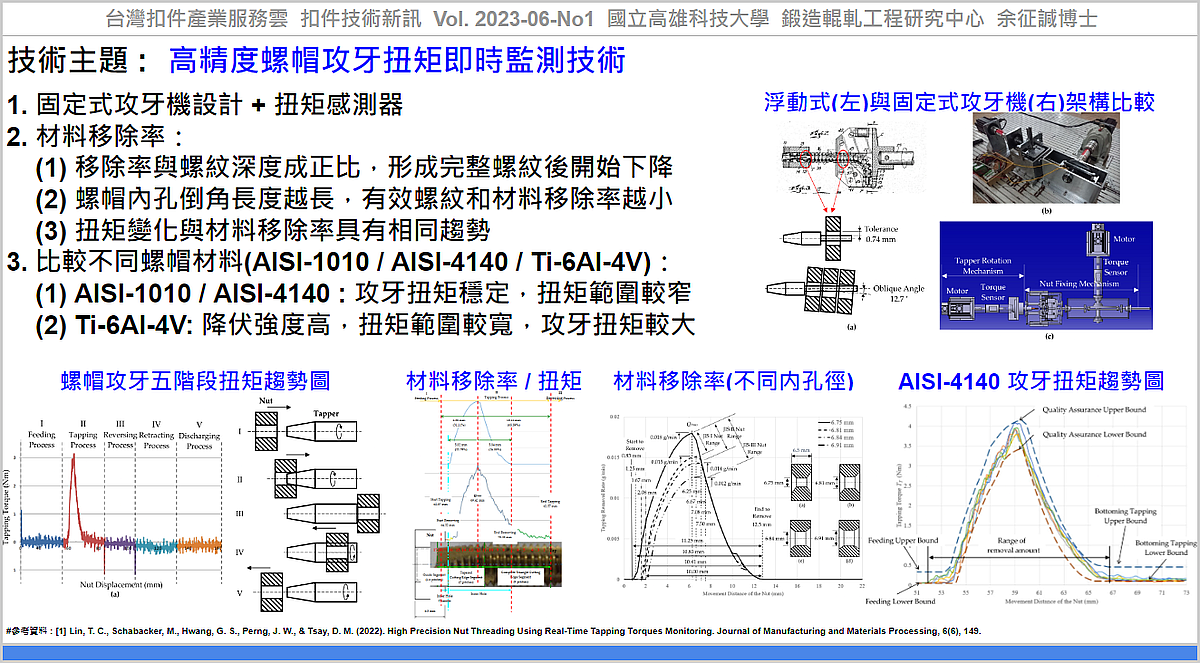
#技術主題 : #高精度螺帽攻牙扭矩即時監測技術
螺帽內螺紋攻製時,傳統上使用浮動式攻牙機進行大量生產,螺帽攻牙因螺絲孔與螺帽固定座間存在間隙,在攻製內螺紋時容易造成螺紋品質不穩定,為了克服這個問題,必須使用穩定的攻牙機來攻製高精度螺紋螺帽,為改善攻牙效率與品質,可利用即時監測技術來監測攻牙過程,以降低內螺紋的檢測時間。
Lin 等人 [1] 建立一固定攻牙機,攻牙時,螺帽固定模具限制螺帽旋轉,螺帽會隨著螺絲孔正轉或反轉而前後移動,避免螺絲攻在攻牙時晃動,可提高螺帽攻製螺紋精度。利用螺帽和螺絲攻之間的相對運動建立無因次量的攻牙材料移除率。以30個攻牙實驗建立攻牙扭矩之上下限曲線,再進行攻牙監測,比較3種螺帽材質(AISI-1010、AISI-4140、Ti-6Al-4V)與內孔徑對攻牙扭矩之影響,可從扭矩曲線鑑別出以不同內孔徑攻牙之JIS-I與II級螺帽。從實驗結果得到以下結論:
1. 在材料移除率/移除量方面:
- (1) 開始攻牙時,螺絲攻未完全形成螺紋,材料移除率增加,當螺絲攻形成完整的螺紋後,材料移除率降低;扭矩變化與材料移除率具有相同趨勢。
- (2) 螺紋等級主要受內孔孔徑影響,孔徑越大則精度越差;對於較大的孔徑,螺帽接觸螺絲攻的時間較久,攻牙開始較晚,材料移除量較少,可利用攻牙前的接近距離進行監測;JIS-I、II與III級之材料移除率分別為16.24%、相對減少20.54%與30.13%,如果材料移除率變化超過預估值則螺紋的精度將變差。
- (3) 當螺帽內孔倒角長度越長,則有效螺紋區域和材料移除率越小,可透過觀察螺帽的材料移除率與螺帽移動距離,來判斷螺帽倒角是否正常。
2. 比較不同的螺帽材料(AISI-1010、AISI-4140和Ti-6Al-4V)方面:
(1) AISI-1010 (降伏強度365 MPa)和AISI-4140 (降伏強度675 MPa)之攻牙扭矩相對穩定,其扭矩範圍相對較窄。
(2) Ti-6Al-4V (降伏強度880 MPa)螺帽攻牙較為困難,扭矩範圍較寬,攻牙扭矩也較大。
應用該技術,可協助產業透過『高精度螺帽攻牙扭矩即時監測技術』,建立『扣件製程監控技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Lin, T. C., Schabacker, M., Hwang, G. S., Perng, J. W., & Tsay, D. M. (2022). High Precision Nut Threading Using Real-Time Tapping Torques Monitoring. Journal of Manufacturing and Materials Processing, 6(6), 149..
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-06-No1, https://bit.ly/FastenerNewTech202306No1
----
Tag: #Fasteners, #Nut, #Tapping, #ProcessMonitoring.
----