
2025-04-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2025-04-No-1):
#知識主題 : #壓鉚螺帽多道次鍛造成形方法
現有螺帽在直接冷鍛成形凸緣時,常因金屬流動不均或變形量太大,而導致裂痕或形成過大的外倒角,需額外加工修整,會增加成本與加工風險,特別是在花齒結構成形或加工時,容易損傷花齒有效長度,影響其結合性能與耐久性。
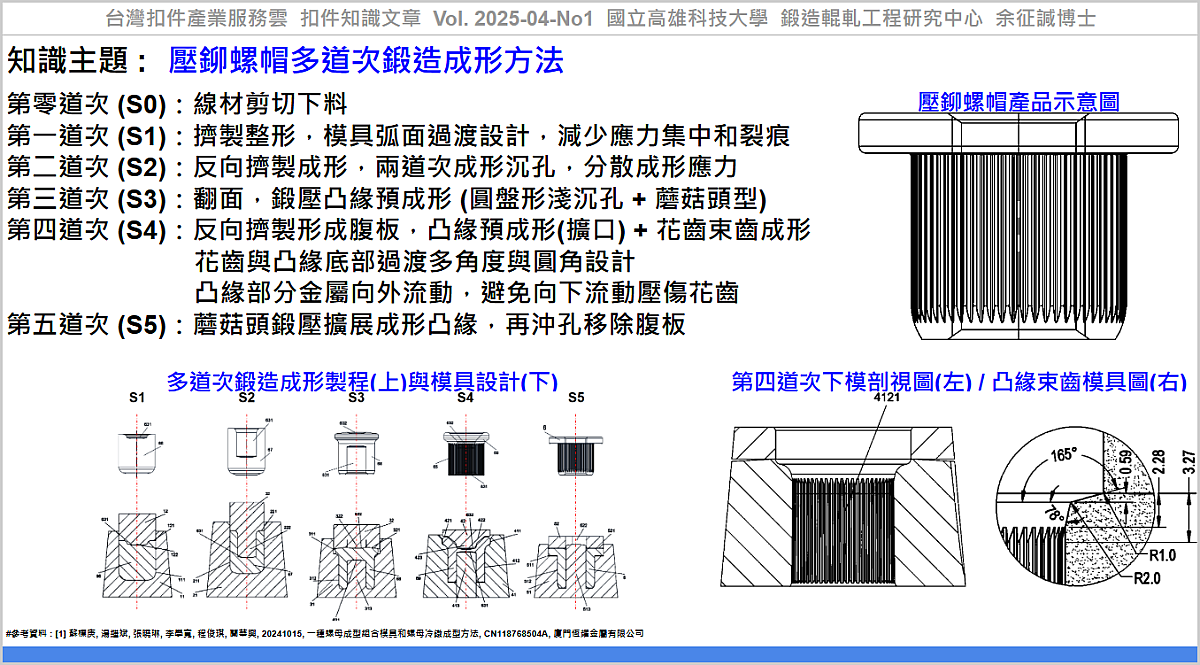
蘇等人 [1] 提出5道次壓鉚螺帽多道次成形方法,包括:
- 第零道次 (S0):線材剪切下料。
- 第一道次 (S1):擠製整形,模具內部採取弧面過渡設計,有助於材料變形,減少應力集中和裂痕產生。
- 第二道次 (S2):反向擠製成形,以兩道次成形沉孔,可以分散成形應力,有利於後續沖孔。
- 第三道次 (S3):翻面,鍛壓凸緣預成形(蘑菇頭型),頭部形成圓盤形淺沉孔,有助於胚料向四周移動,易於形成蘑菇頭。
- 第四道次 (S4):反向擠製形成腹板,凸緣預成形(形成擴口)及花齒束齒成形,花齒與凸緣底部過渡多角度與圓角設計,以利於束齒時凸緣部分金屬向外流動,避免向下流動壓傷花齒。
- 第五道次 (S5):鍛壓成形,對蘑菇頭鍛壓使其擴展成形凸緣,再沖孔移除腹板。
本製程與模具設計技術可有效改善壓鉚螺帽在傳統冷鍛製程中常見的問題,如凸緣易開裂、外倒角過大影響密封性,以及後續加工時易損傷花齒等情況。可提高螺帽的成形良率與產品品質,並針對凸緣與花齒部位改良模具設計,降低外倒角尺寸,進一步提升密封性能與裝配效率。採用鍛造成形有助於簡化生產流程,降低製造成本,並延長模具使用壽命。
應用該技術,可協助產業透過『壓鉚螺帽多道次鍛造成形方法』,建立『螺帽鍛造方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 蘇標庚, 湯繼斌, 張曉琳, 李學寬, 程俊琪, 蘭華興, 20241015, 一種螺母成型組合模具和螺母冷鐓成型方法, CN118768504A, 廈門恆耀金屬有限公司, https://patents.google.com/patent/CN118768504A
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2025-04-No1, 壓鉚螺帽多道次鍛造成形方法, https://www.tw-fastener.com/tfsc/knowledge/BLP_5aa517bb-699e-4ae9-b43a-54812007ad36
----
Tag: #Fastener, #Nut, #Forging, #Die, #Screw.
----