
2023-03-Q1-主題式專利分析: 壓鉚螺帽製造技術
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #主題式專利分析 (2023-03-Q1-專利分析主題: #壓鉚螺帽製造技術):
摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化等特殊高值化扣件產品,本期專欄著眼於『壓鉚螺帽製造技術』相關專利之專利分析,共有22篇專利,其中2篇為美國專利、20篇為中國專利,專利公告日介於2012至2022年間,以主要專利分類號(MIPC)分類,並以技術功效分析各專利權人所投入的專利技術。
本期專利分析主要以『多道次鍛造成形技術』作為『壓鉚螺帽』(clinch nut)之主要製造技術,其他製造技術有『連續沖壓、粉末燒結、刮鉚』等技術;在成形設備及周邊裝置包括『成形機、攻牙機、夾持裝置、螺帽頂出裝置』等專利。
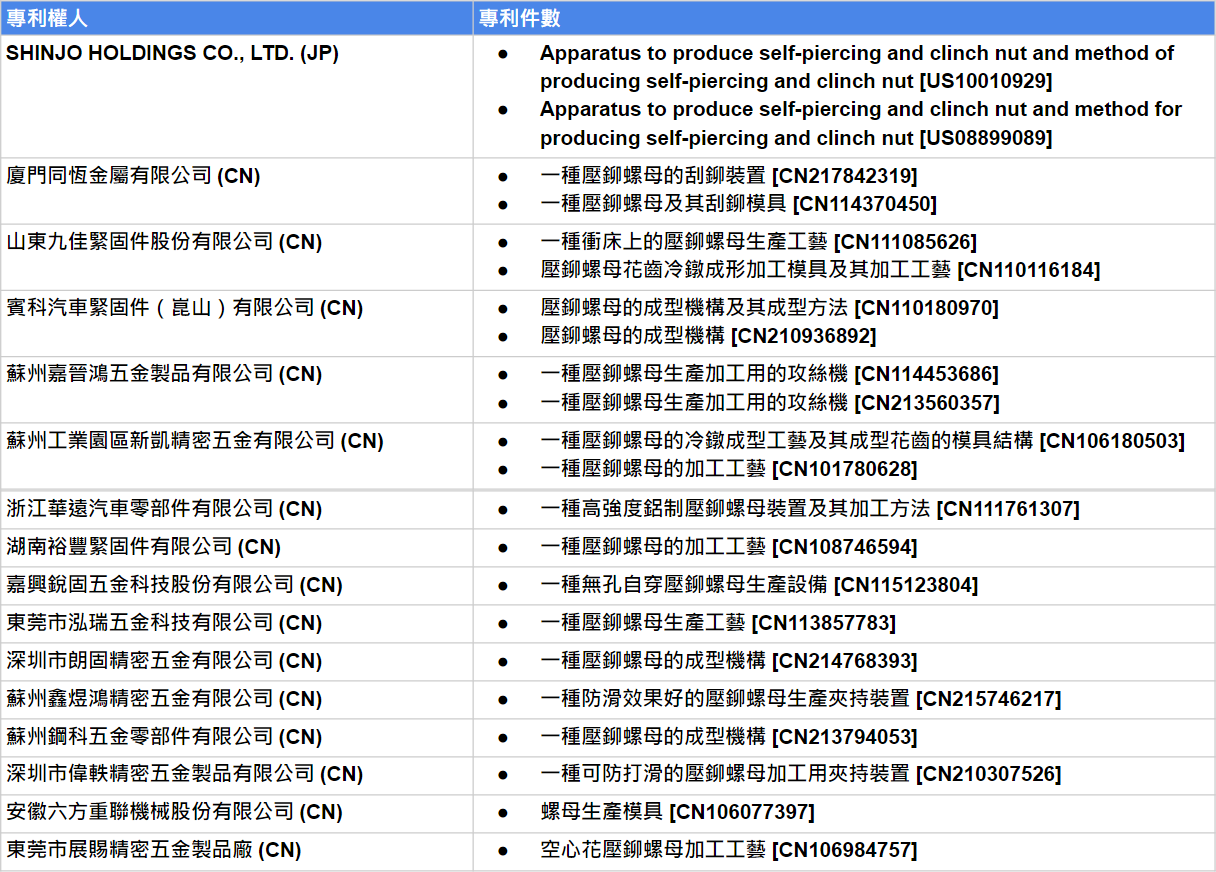
主要專利權人有日本的『Shinjo Holdings Co., Ltd』,中國的『廈門同恆金屬有限公司、山東九佳緊固件股份有限公司、賓科汽車緊固件(崑山)有限公司、蘇州嘉晉鴻五金製品有限公司、蘇州工業園區新凱精密五金有限公司』等公司 (完整專利權人及專利資訊請詳參專利清單)。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-03-Q1, 壓鉚螺帽製造技術, https://bit.ly/FastenerTopicPatent202303Q1
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-03-Q1, 壓鉚螺帽製造技術, 專利清單 EXCEL, https://bit.ly/FastenerTopicPatent202303Q1List
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-03-Q1, 壓鉚螺帽製造技術, 專利説明書 PDF, https://bit.ly/FastenerTopicPatent202303Q1PDF
----
(點擊開啓全文: https://bit.ly/FastenerTopicPatent202303Q1)
----
Tag : #Fasteners, #Patent, #Review .
----
一、專利檢索
本次專利檢索利用台灣、美國中國等國資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件為:
TAC:(壓鉚螺帽 壓鉚螺母 壓接螺帽 壓接螺母 自冲螺帽 自冲螺母 "clinch nut") AND TAC:(生產 製造 成形 鍛造 Produce Manufacture Forming Forging) AND TAC:(工藝 方法 模具 Method Die Tool) AND IC:(B)
檢索系統檢索出83件專利,再經人工判讀篩選,契合本次專利分析主題之專利數為22件。
----
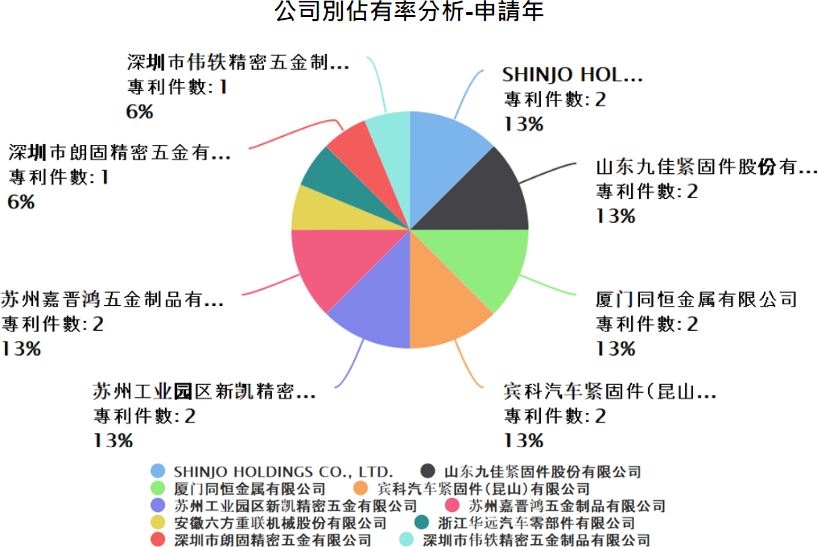
二、專利權人分析
本期專利分析,以專利權人及其專利件數為基礎,可參考下圖之公司別佔有率分析,評估哪些專利權人為該技術領域中的重要競爭公司;主要專利權人及其專利如下表所列。
----
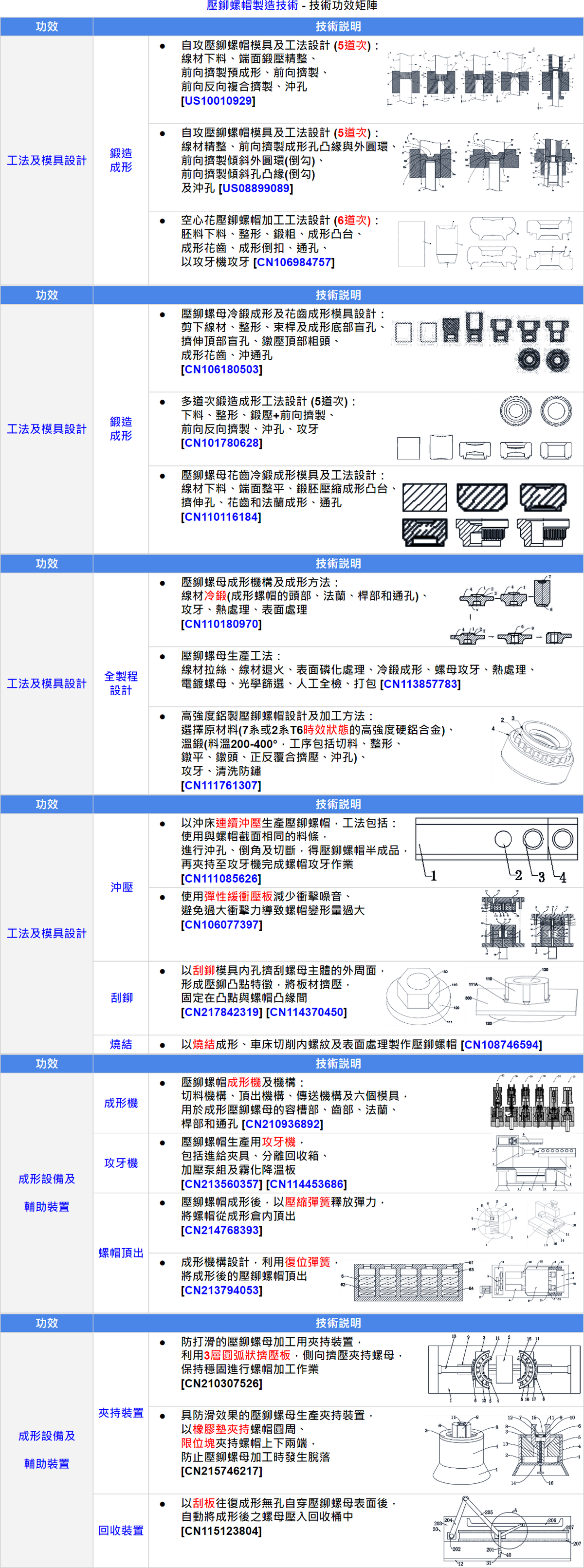
三、技術功效分析
利用技術功效矩陣進行分析(如下圖),可將『壓鉚螺帽製造技術』依照功效分爲『工法及模具設計(鍛造成形、全製程設計、 沖壓、刮鉚、燒結)、成形設備及輔助裝置(成形機、攻牙機、螺帽頂出、 夾持裝置、回收裝置)』等功效。以下為各功效專利之技術摘要説明。
3.1.1 工法及模具設計 - 鍛造成形
- 1. 自攻壓鉚螺帽模具及工法設計 (5道次),包括:線材下料、端面鍛壓精整、前向擠製預成形、前向擠製、前向反向複合擠製、沖孔 [US10010929]。
- 2. 自攻壓鉚螺帽模具及工法設計 (5道次),包括:線材精整、前向擠製成形孔凸緣與外圓環、前向擠製傾斜外圓環(倒勾)、前向擠製傾斜孔凸緣(倒勾)及沖孔 [US08899089]。
- 3. 空心花壓鉚螺帽加工工法設計 (6道次),包括:胚料下料、整形、鍛粗、成形凸台、成形花齒、成形倒扣、通孔、以攻牙機攻牙 [CN106984757]。
- 4. 壓鉚螺母冷鍛成形及花齒成形模具設計,包括:剪下線材、整形、束桿及成形底部盲孔、擠伸頂部盲孔、鐓壓頂部粗頭、成形花齒、沖通孔 [CN106180503]。
- 5. 多道次鍛造成形工法設計 (5道次),包括:下料、整形、鍛壓+前向擠製、前向反向擠製、沖孔、攻牙 [CN101780628]。
- 6. 壓鉚螺母花齒冷鍛成形模具及工法設計,包括:線材下料、端面整平、鍛胚壓縮成形凸台、擠伸孔、花齒和法蘭成形、通孔 [CN110116184]。
3.1.2 工法及模具設計-全製程設計
- 1. 壓鉚螺母成形機構及成形方法:線材冷鍛(成形螺帽的頭部、法蘭、桿部和通孔)、攻牙、熱處理、表面處理 [CN110180970]。
- 2. 壓鉚螺母生產工法:線材拉絲、線材退火、表面磷化處理、冷鍛成形、螺母攻牙、熱處理、電鍍螺母、光學篩選、人工全檢、打包 [CN113857783]。
- 3. 高強度鋁製壓鉚螺帽設計及加工方法:選擇原材料(7系或2系T6時效狀態的高強度硬鋁合金)、溫鍛(料溫200-400°,工序包括切料、整形、鐓平、鐓頭、正反覆合擠壓、沖孔)、攻牙、清洗防鏽 [CN111761307]。
3.1.3 工法及模具設計-沖壓、刮鉚、燒結
- 1. 以沖床連續沖壓生產壓鉚螺帽,工法包括:使用與螺帽截面相同的料條,進行沖孔、倒角及切斷,得壓鉚螺帽半成品,再夾持至攻牙機完成螺帽攻牙作業 [CN111085626]。
- 2. 使用彈性緩衝壓板減少衝擊噪音、避免過大衝擊力導致螺帽變形量過大 [CN106077397]。
- 3. 以刮鉚模具内孔擠刮螺母主體的外周面,形成壓鉚凸點特徵,將板材擠壓,固定在凸點與螺帽凸緣間 [CN217842319] [CN114370450]。
- 4. 以燒結成形、車床切削内螺紋及表面處理製作壓鉚螺帽 [CN108746594]。
3.2 成形設備及輔助裝置
- 1. 壓鉚螺帽成形機及機構:切料機構、頂出機構、傳送機構及六個模具,用於成形壓鉚螺母的容槽部、齒部、法蘭、桿部和通孔 [CN210936892]。
- 2. 壓鉚螺帽生產用攻牙機,包括進給夾具、分離回收箱、加壓泵組及霧化降溫板 [CN213560357] [CN114453686]。
- 3. 壓鉚螺帽成形後,以壓縮彈簧釋放彈力,將螺帽從成形倉内頂出 [CN214768393]。
- 4. 成形機構設計,利用復位彈簧,將成形後的壓鉚螺帽頂出 [CN213794053]。
- 5. 防打滑的壓鉚螺母加工用夾持裝置,利用3層圓弧狀擠壓板,側向擠壓夾持螺母,保持穩固進行螺帽加工作業 [CN210307526]。
- 6. 具防滑效果的壓鉚螺母生產夾持裝置,以橡膠墊夾持螺帽圓周、限位塊夾持螺帽上下兩端,防止壓鉚螺母加工時發生脫落 [CN215746217]。
- 7. 以刮板往復成形無孔自穿壓鉚螺母表面後,自動將成形後之螺母壓入回收桶中 [CN115123804]。
----
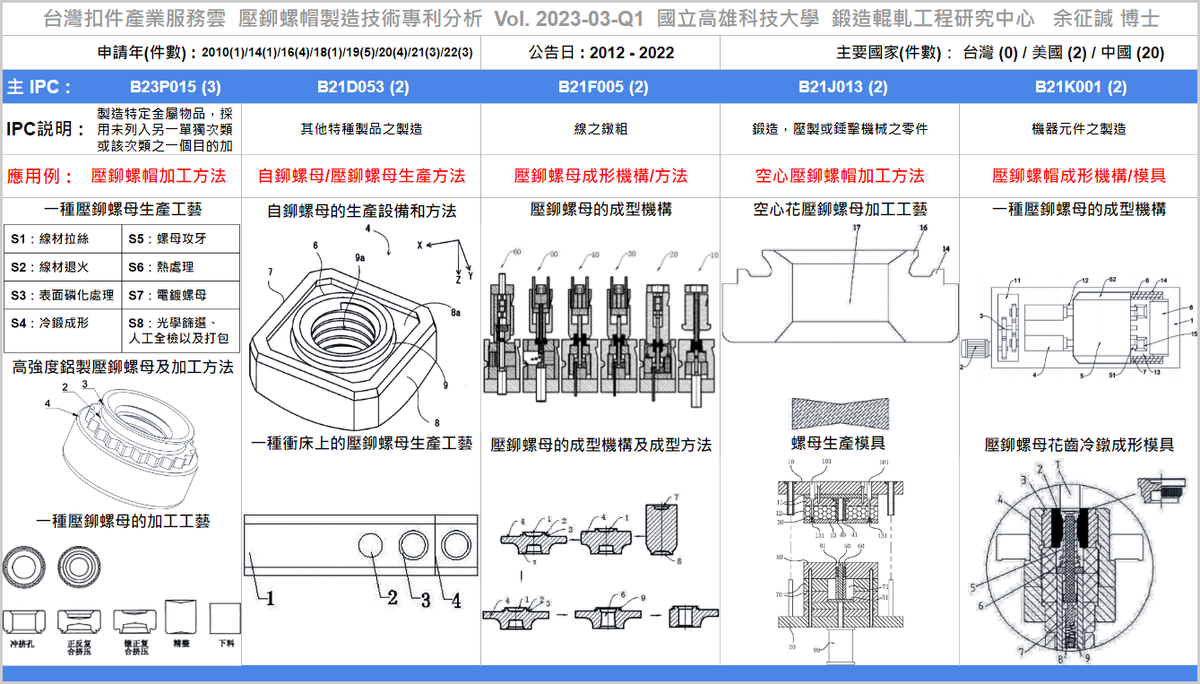
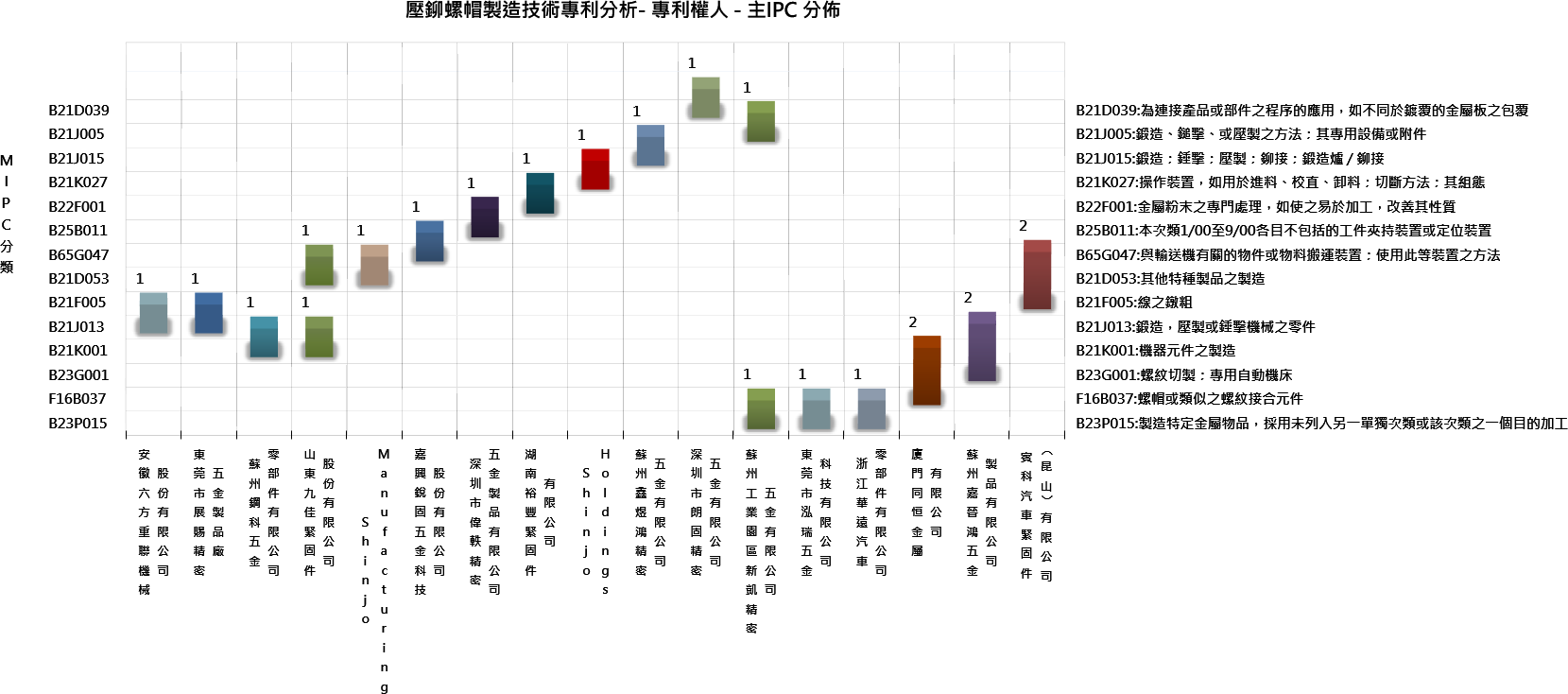
四、主要專利分類號(MIPC)分析
本期壓鉚螺帽製造技術專利分析,共有22筆專利,公告日介於2012至2022間,申請國件數分別為美國2件與中國20件,專利權人包括日本的『Shinjo Holdings Co., Ltd.』與中國的『廈門同恆金屬有限公司、山東九佳緊固件股份有限公司、賓科汽車緊固件(崑山)有限公司 、蘇州嘉晉鴻五金製品有限公司、浙江華遠汽車零部件有限公司 … 』等公司,各專利權人和專利分類號分佈如下圖 (完整專利權人請詳參專利清單)。
本期以『製造特定金屬物品,採用未列入另一單獨次類或該次類之一個目的加工』(B23P015) 分類號為主,聚焦在『一種壓鉚螺母生產工藝、一種高強度鋁制壓鉚螺母裝置及其加工方法、一種壓鉚螺母的加工工藝』等專利。
其餘分類號及代表專利依序為:
(1) B21D053:Apparatus to produce self-piercing and clinch nut and method for producing self-piercing and clinch nut (生產自鉚螺母的設備和生產自鉚螺母的方法)、一種衝床上的壓鉚螺母生產工藝。
(2) B21F005:壓鉚螺母的成型機構、壓鉚螺母的成型機構及其成型方法。
(3) B21J013 :空心花壓鉚螺母加工工藝、螺母生產模具。
(4)B21K001:一種壓鉚螺母的成型機構、壓鉚螺母花齒冷鐓成形加工模具及其加工工藝等專利。
(完整專利資訊請參閲專利清單。)
----
4.1 以『製造特定金屬物品,採用未列入另一單獨次類或該次類之一個目的加工』(B23P015)為主要IPC分類號之扣件相關專利:
本項分類號(B23P015)之專利包括『一種壓鉚螺母生產工藝、一種高強度鋁制壓鉚螺母裝置及其加工方法、一種壓鉚螺母的加工工藝』等專利,以下為本期專利摘要說明。
#專利代表圖 :

----
01. 一種壓鉚螺母生產工藝 [ CN113857783 ] :
本發明公開了一種壓鉚螺母生產工藝,該生產工藝包括以下步驟:步驟S1:線材拉絲、步驟S2:線材退火、步驟S3:表面磷化處理、步驟S4:冷鐓成形、步驟S5:螺母攻牙、驟S6:熱處理、步驟S7:電鍍螺母、以及步驟S8:光學篩選、人工全檢以及打包;通過線材拉絲、線材退火、表面磷化處理、冷鐓成形、螺母攻牙、熱處理、電鍍、光學篩選人工全檢以及打包之間的配合,使得壓鉚螺母在生產的更加方便的進行轉運,且佈局緊湊;同時,能夠有效的提高壓鉚螺母的韌性,消除內應力,減少開裂現象的出現;且經過雙重的檢測,有效的避免不合格品流出,加工工藝簡單,便於加工。
02. 一種高強度鋁制壓鉚螺母裝置及其加工方法 [ CN111761307 ] :
本發明公開了一種高強度鋁制壓鉚螺母裝置及其加工方法,其技術方案要點是包括以下步驟:步驟一:選擇原材料,選擇7系或2系T6時效狀態的高強度硬鋁合金;步驟二:溫鐓,在多工位冷鐓機上進行溫鐓加工,工序包括切料、整形、鐓平、鐓頭、正反複合擠壓、沖孔等,溫鐓利用電阻加熱並使材料溫度保持在200℃‑400℃,生產速度50件/分鐘‑200件/分鐘,步驟三:攻牙;步驟四:清洗防銹。該鋁制壓鉚螺母裝置在電位腐蝕、熱膨脹及輕量化方面都避免了上述鋼制壓鉚螺母應用與鋁板上時的缺陷,同時選擇高強度鋁合金可滿足應用強度的要求。
03. 一種壓鉚螺母的加工工藝 [ CN101780628 ] :
本發明涉及一種壓鉚螺母的加工工藝,先對原料下料,之後對坯料進行冷精整,然後鐓壓和正擠壓複合成型其頭部,再正反複合擠壓花齒和下嘴位,最後沖孔後正擠壓孔,之後給內孔進行攻絲。金屬流線按其形狀連續分佈,內部組織緻密,使得壓鉚螺母的下嘴位抗拉強度更好。模具的磨損很小,且具有規則的變化,從而產品的性能更加穩定。材料利用率可達到92%。
----
4.2 以『其他特種製品之製造』(B21D053)為主要IPC分類號之扣件相關專利:
本項分類號(B21D053)之專利包括『Apparatus to produce self-piercing and clinch nut and method for producing self-piercing and clinch nut (生產自鉚螺母的設備和生產自鉚螺母的方法)、一種衝床上的壓鉚螺母生產工藝』等專利,以下為本期專利摘要說明。
#專利代表圖 :
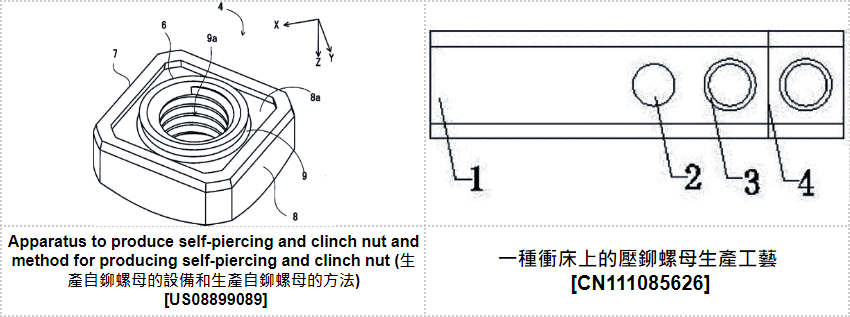
01. Apparatus to produce self-piercing and clinch nut and method for producing self-piercing and clinch nut (生產自鉚螺母的設備和生產自鉚螺母的方法) [ US08899089 ] :
一種生產自衝鉚螺母的設備包括第一鍛模組件、第二鍛模組件、第三鍛模組件、傳送機構和控制器。 第一鍛造模具組件構造成使毛坯經受第一加工。 第二鍛模組件與第一鍛模組件相鄰並且構造成在毛坯已經在第一鍛模組件中經歷第一處理之後對毛坯進行第二處理。 第三鍛模組件與第二鍛模組件相鄰並且被構造成在毛坯已經在第二鍛模組件中經歷第二加工之後對毛坯進行第三加工。 控制器用以控制第一鍛模組、第二鍛模組、第三鍛模組及傳送機構運作。
An apparatus to produce a self-piercing and clinch nut includes a first forging die assembly, a second forging die assembly, a third forging die assembly, a transfer mechanism, and a controller. The first forging die assembly is configured to subject a blank to first processing. The second forging die assembly is adjacent to the first forging die assembly and configured to subject the blank to second processing after the blank has undergone the first processing in the first forging die assembly. The third forging die assembly is adjacent to the second forging die assembly and configured to subject the blank to third processing after the blank has undergone the second processing in the second forging die assembly. The controller is configured to control the first forging die assembly, the second forging die assembly, the third forging die assembly, and the transfer mechanism to operate.
02. 一種衝床上的壓鉚螺母生產工藝 [ CN111085626 ] :
本發明涉及一種衝床上的壓鉚螺母生產工藝,該工藝由原料條依次經過打孔、倒角和切斷,加工成半成品螺母,最後經攻絲加工成成品螺母。本發明通過本生產工藝的設置,保證尺寸的情況下能有效減少毛刺的產生,提高生產效率以及生產品質;通過伺服電機的送料精度設置,保證沖孔、倒角以及切料的精確度;通過沖頭切割的側面與下模切割的側面之間的距離的限制設置,有效的減少了毛刺的產生。
----
4.3 以『線之鐓粗』(B21F005)為主要IPC分類號之扣件相關專利:
本項分類號(B21F005)之專利包括『壓鉚螺母的成型機構、壓鉚螺母的成型機構及其成型方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
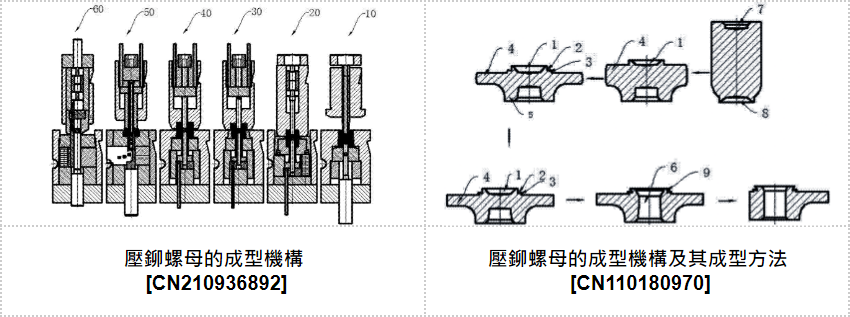
01. 壓鉚螺母的成型機構 [ CN210936892 ] :
本實用新型公開了一種壓鉚螺母的成型機構,包括用於成型所述壓鉚螺母的容槽部、齒部、法蘭、桿部和通孔的冷鐓機,用於在所述通孔內形成螺紋的攻牙裝置,用於對攻牙後的所述壓鉚螺母進行熱處理的熱處理裝置以及用於對所述壓鉚螺母進行表面處理的表面處理裝置。相比於現有技術,由冷鐓加工的方式取代了機加工的方式,可以直接冷鐓出壓鉚螺母的外形及通孔,相比於機加工節省了一台加工通孔的裝置,從而節省了製造的成本,並且可以提高材料的利用率和產品的合格率,從而提高了產品的生產效率。
02. 壓鉚螺母的成型機構及其成型方法 [ CN110180970 ] :
本發明公開了一種壓鉚螺母的成型結構及其成型方法,包括用於成型所述壓鉚螺母的容槽部、齒部、法蘭、桿部和通孔的冷鐓機,用於在所述通孔內形成螺紋的攻牙裝置,用於對攻牙後的所述壓鉚螺母進行熱處理的熱處理裝置以及用於對所述壓鉚螺母進行表面處理的表面處理裝置。所述壓鉚螺母的成型方法通過冷鐓的方式對線材進行加工直接成型。相比於現有技術,由冷鐓加工的方式取代了機加工的方式,可以直接冷鐓出壓鉚螺母的外形及通孔,相比於機加工節省了一台加工通孔的裝置,從而節省了製造的成本,並且可以提高材料的利用率和產品的合格率,從而提高了產品的生產效率。
----
4.4 以『鍛造,壓製或錘擊機械之零件』(B21J013 )為主要IPC分類號之扣件相關專利:
本項分類號(B21J013 )之專利包括『空心花壓鉚螺母加工工藝、螺母生產模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
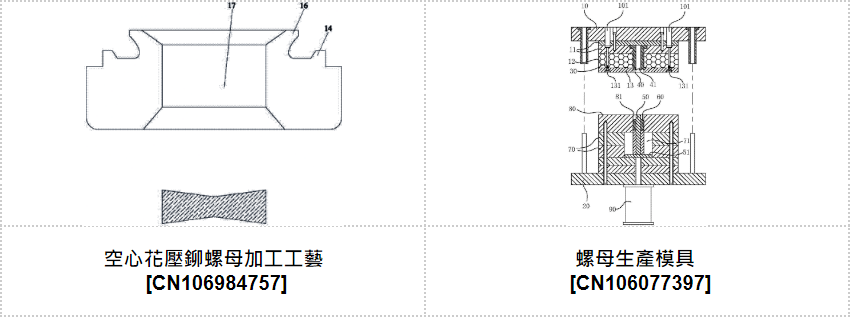
01. 空心花壓鉚螺母加工工藝 [ CN106984757 ] :
本發明公開一種空心花壓鉚螺母加工工藝,包括有以下步驟:(1)將所有模具都裝在冷鐓機對應的工位上,並把所有的沖模沖棒和底模中心位置調校對準;(2)成型胚料;(3)整形;(4)鐓粗;(5)成型凸台;(6)成型花齒;(7)成型倒扣;(8)成型通孔;(9)將鍛打後的半成品利用專用攻牙機進行切削式攻牙。採用本發明工藝加工出來的產品,其推拉力及扭力更大,鉚合產品時所需的壓力更小,花齒齒尖更尖銳,模具的使用壽命更高,由於花齒齒尖非常尖銳,使得轉動螺母時的阻力更大,加上中齒狀線條嵌入金屬板中所起的固定作用,雙重保護使得螺母在金屬板上更不容易轉動和鬆脫,大大增強了扭力。
02. 螺母生產模具 [ CN106077397 ] :
本發明涉及一種螺母生產模具,動力機構驅動上模座上下移動且與下模座靠近或遠離,上模座的下板面由上至下順序佈置有範本、彈性緩衝壓板及壓接板,範本、彈性緩衝壓板及壓接板之間設定有導向桿,導向桿的下端與壓接板固連,導向桿的上端豎直向上延伸且與範本及彈性緩衝壓板構成導向配合,範本的下板面設定有壓接頭,壓接頭的下端與向下延伸且與彈性緩衝壓板及壓接板構成實現導線配合,下模座的上板面固定有定位階梯柱,待壓接螺母套設在定位階梯柱的小尺寸桿身上,壓接頭上設定有供定位階梯柱穿過的第一通孔,上彈性緩衝板不僅能夠減少衝擊力產生的噪音,而且還可避免由於過大的衝擊力造成的螺母壓接變形量過大,而導致的螺母報廢的問題。
----
4.5 以『機器元件之製造』(B21K001)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001)之專利包括『一種壓鉚螺母的成型機構、壓鉚螺母花齒冷鐓成形加工模具及其加工工藝』等專利,以下為本期專利摘要說明。
#專利代表圖 :
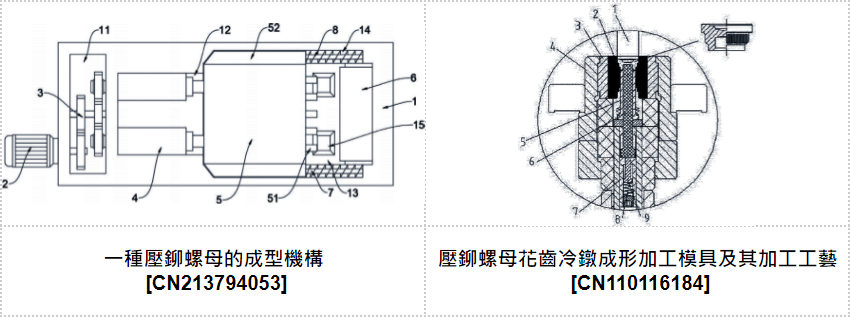
01. 一種壓鉚螺母的成型機構 [ CN213794053 ] :
本實用新型公開了一種壓鉚螺母的成型機構,涉及壓鉚螺母生產技術領域,為解決現有的壓鉚螺母的成型機構將原料墩打完成後,工件容易卡在模座內部,導致不方便取料的問題。所述機架的內部設定有第一安裝槽,所述第一安裝槽的一側設定有第二安裝槽,所述第二安裝槽的另一側設定有第三安裝槽,所述第三安裝槽上端的兩側均設定有滑槽,所述第三安裝槽的底端設定有下料槽,所述第三安裝槽的內部安裝有安裝座,所述安裝座的內部設定有模具,所述安裝座的一側安裝有模座,所述模座的內部設定有容納槽,所述容納槽的一端設定有承接槽,所述容納槽的內部安裝有承接座,所述承接座遠離承接槽的一側安裝有復位彈簧。
02. 壓鉚螺母花齒冷鐓成形加工模具及其加工工藝 [ CN110116184 ] :
本發明涉及一種壓鉚螺母花齒冷鐓成形加工模具及其加工工藝,包括如下步驟:將線材盤料開卷、校直、圓剪下料至所需長度;將料坯端面切刀痕跡整平;縮小台,將料坯由12.85mm縮到10.75mm,形成一個1.5~1.6mm高的凸台;拉伸孔,後沖棒深入料坯,將底孔加深至3.1~3.2mm;鐓齒成型,將料坯放入模套,底孔套於下衝桿上,模套上設有法蘭成型面和模齒,通過上衝模的下壓在料坯外成型花齒和法蘭;通孔,將料坯內部由上至下衝穿。本發明通過逐步加深底孔,方便料坯的安裝,同時降低了通孔難度,避免損壞工件;通過冷鐓成型法蘭和花齒,不僅提高了花齒質量,而且大幅提高了生產效率,降低了生產成本。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----