
2024-12-Q4-主題式專利分析
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2024-12-Q4):
#主題:#可應用之台灣扣件成形技術專利分析
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。台灣扣件產業以靈活的技術運用和創新著稱,善用已過期的沖壓、鍛造和模具專利技術是其重要的競爭策略,當這些與扣件製造相關的專利權保護期限屆滿後,台灣扣件業者將可自由使用這些曾經受到法律保護的技術,透過專利檢索與閱讀專利文件,深入瞭解先前在沖壓、鍛造技術和模具設計等方面的技術細節,並將這些關鍵技術融入自身的生產流程,可以降低研發風險與成本,還能快速吸收製造技術,並在過期專利的基礎上進行二次創新,針對現代工業需求進行改進和優化,將過期專利中的沖壓、鍛造和模具技術轉化為具有實際價值的生產方法,進而推動整個產業的技術進步,開發出具有競爭力的新產品。
以下為本期主題式專利分析,詳細專利資訊請參閱專利清單。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, https://www.tw-fastener.com/tfsc/knowledge/BLP_6b89c920-ae13-455c-922f-144ac397ea65
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1s2Fanhj5WbGgZb5SZTCz__dyY3xXbU67/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, 專利説明書 PDF, https://drive.google.com/drive/folders/1OAnS66Fe9_2xGX_2zA7PsXZ9tZtd_j_d?usp=drive_link
----
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、專利檢索
本次專利檢索利用台灣之專利智慧財產局資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為44件。
專利檢索條件:
TAC:(扣件 緊固件 螺絲 螺栓 螺帽 螺母 螺釘 螺紋 鉚接 鉚釘 墊圈 墊片 膨脹 錨栓 Fastener Anchor Bolt Nut Screw Thread Washer) AND TAC:(冷鍛 鍛造 沖壓 成形 成型 製造 生產 製程 方法) AND MIPC:(B21J B21K)
----
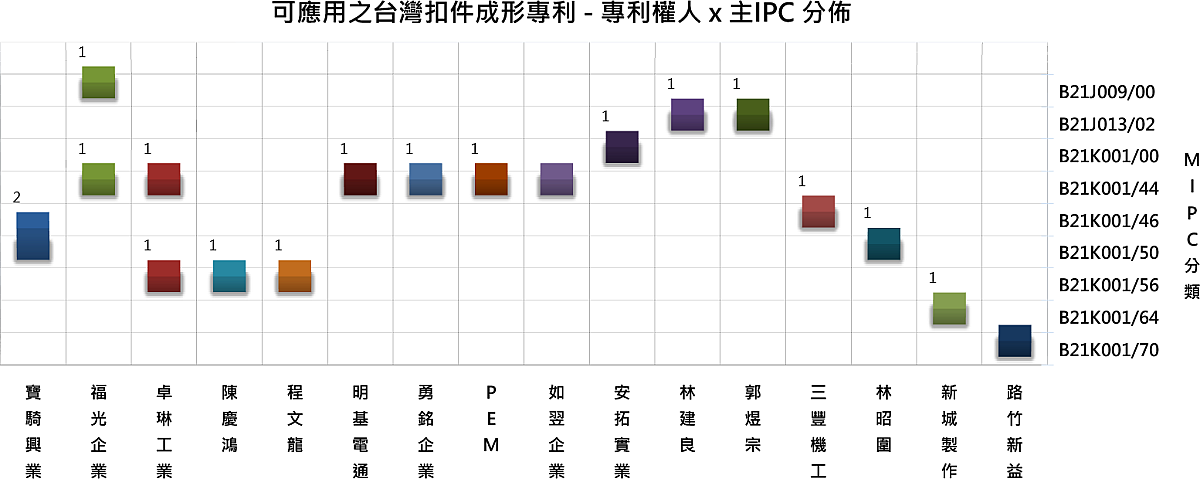
二、專利權人分析
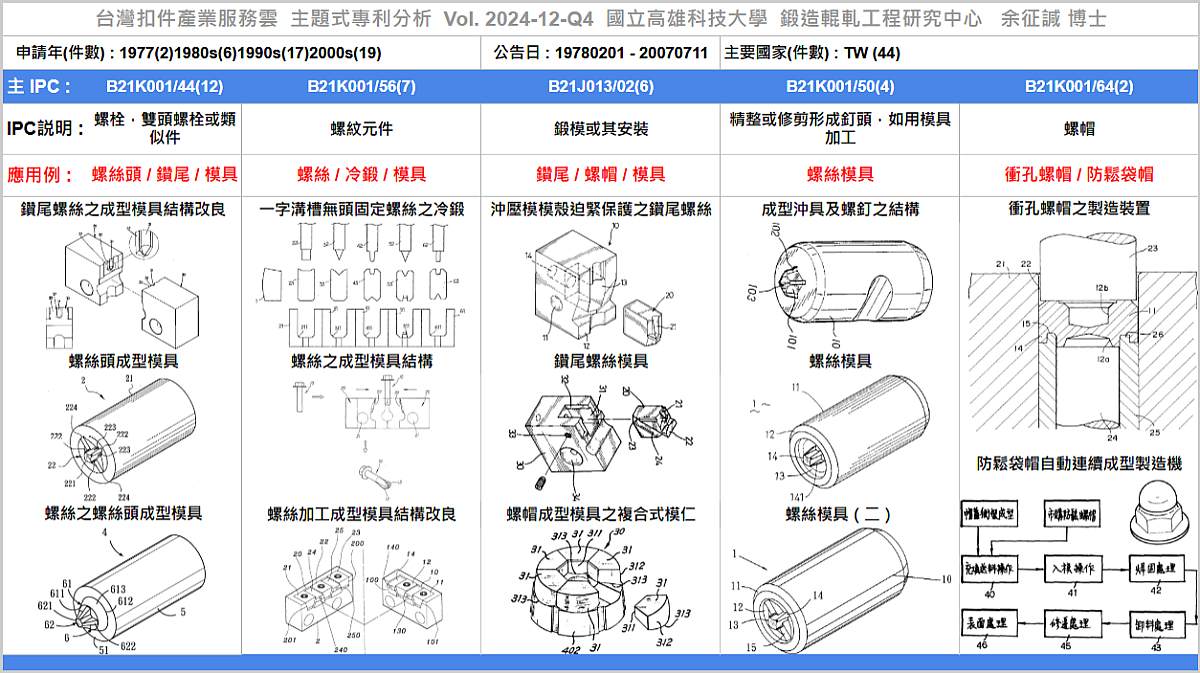
根據專利權人國家別分析統計資料(詳細專利資訊請參閱專利清單),各申請國之專利件數,分別為:台灣(TW)44件。利用專利權人及專利主IPC,進行技術分類與各專利權人之專利佈局,其中以『螺栓,雙頭螺栓或類似件』(B21K001/44) 為主要技術,著重在:旋塞螺釘、螺栓頸下段、坯料頭修整、鑽尾螺絲成型模具、螺絲頭成型模具、鑽尾螺絲成型模具、螺釘鉚釘模具、基礎螺栓彎折裝置、防鏽蝕內多角螺頭帽蓋等產品之製造技術。
專利權人以寶騎興業(2件專利)、卓琳工業(2)、福光企業(2)、三豐機工(1)、明基電通(1)、安拓實業(1)、PEM管理(1)、路竹新益(1)、新城製作所(1)、如翌企業(1)等專利權人擁有較多專利(參考下表)。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)

----
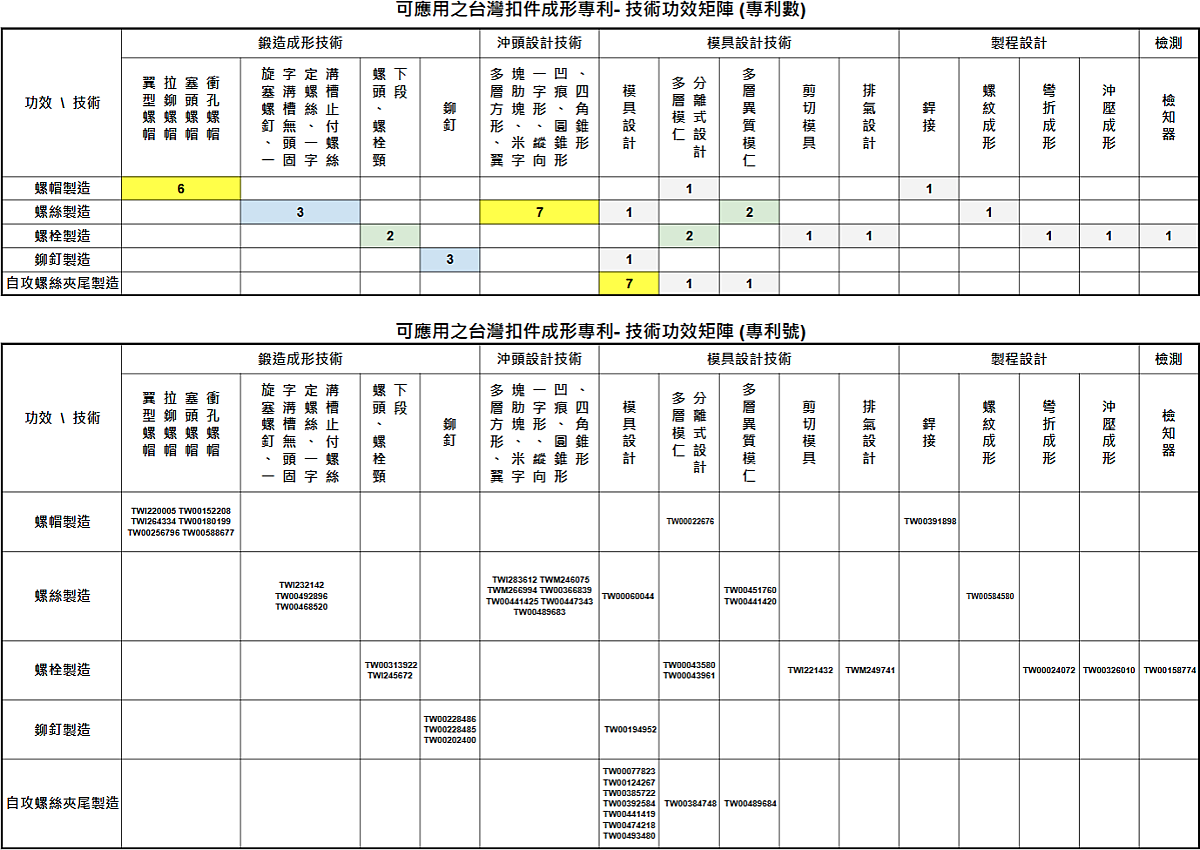
三、技術功效分析
透過解析專利説明文件,建立專利之技術與功效矩陣(如下圖),包括『螺帽、螺絲、螺栓、鉚釘製造技術、螺絲頭沖頭設計、自攻螺絲夾尾模具』等技術,可達成主要功效有:螺帽、螺絲、螺栓、鉚釘生產效率提升及延長模具壽命等功效。
以下為各專利之技術功效摘要説明,詳細專利資訊請參閱專利清單。
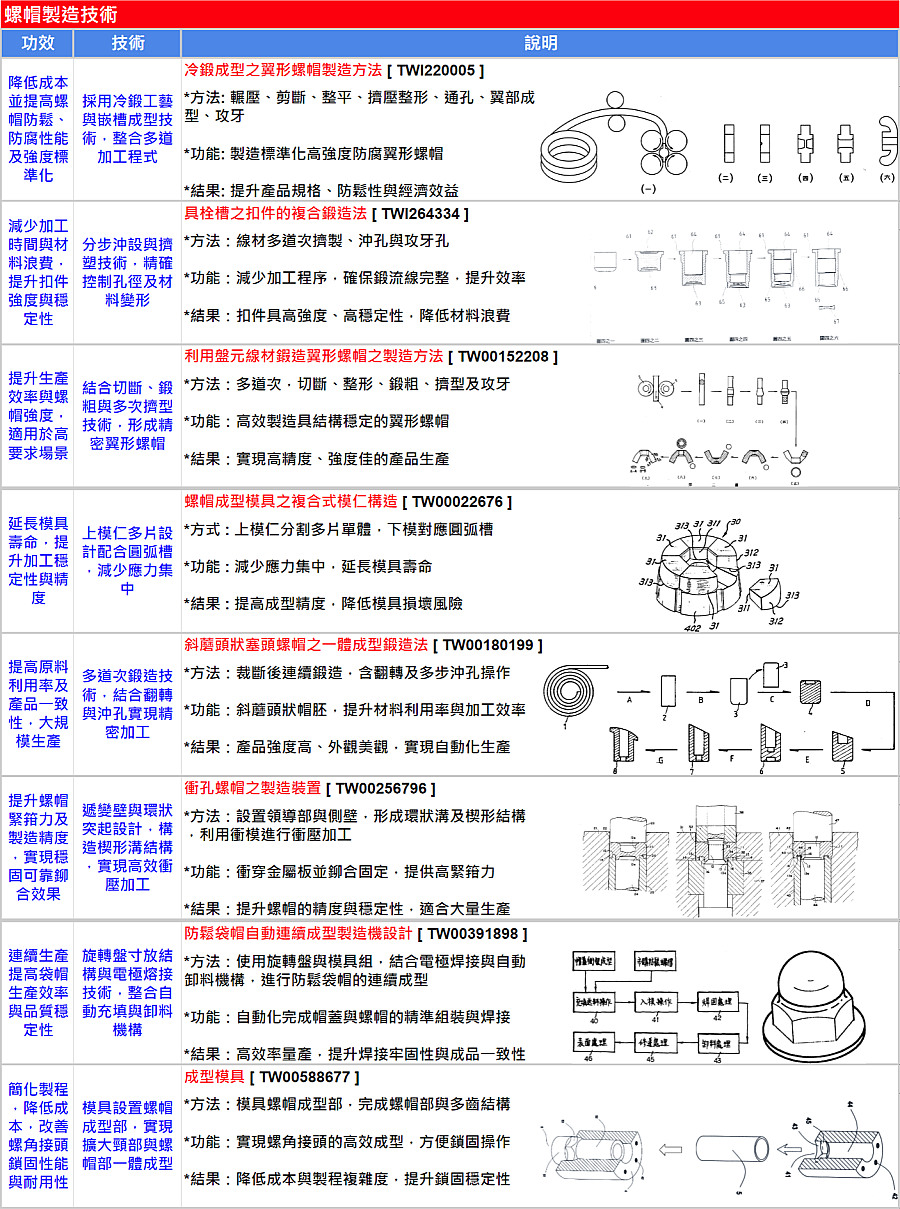
3.1 螺帽製造技術
- *利用採用冷鍛工藝與嵌槽成型技術,整合多道加工程式,降低成本並提高螺帽防鬆、防腐性能及強度標準化 [ TWI220005 ]
- *利用分步沖設與擠塑技術,精確控制孔徑及材料變形,減少加工時間與材料浪費,提升扣件強度與穩定性 [ TWI264334 ]
- *利用結合切斷、鍛粗與多次擠型技術,形成精密翼形螺帽,提升生產效率與螺帽強度,適用於高要求場景 [ TW00152208 ]
- *利用上模仁多片設計配合圓弧槽,減少應力集中,延長模具壽命,提升加工穩定性與精度 [ TW00022676 ]
- *利用多道次鍛造技術,結合翻轉與沖孔實現精密加工,提高原料利用率及產品一致性,大規模生產 [ TW00180199 ]
- *利用遞變壁與環狀突起設計,構造楔形溝結構,實現高效衝壓加工,提升螺帽緊箝力及製造精度,實現穩固可靠鉚合效果 [ TW00256796 ]
- *利用旋轉盤寸放結構與電極熔接技術,整合自動充填與卸料機構,連續生產提高袋帽生產效率與品質穩定性 [ TW00391898 ]
- *利用模具設置螺帽成型部,實現擴大頸部與螺帽部一體成型,簡化製程,降低成本,改善螺角接頭鎖固性能與耐用性 [ TW00588677 ]
3.2 螺絲製造技術
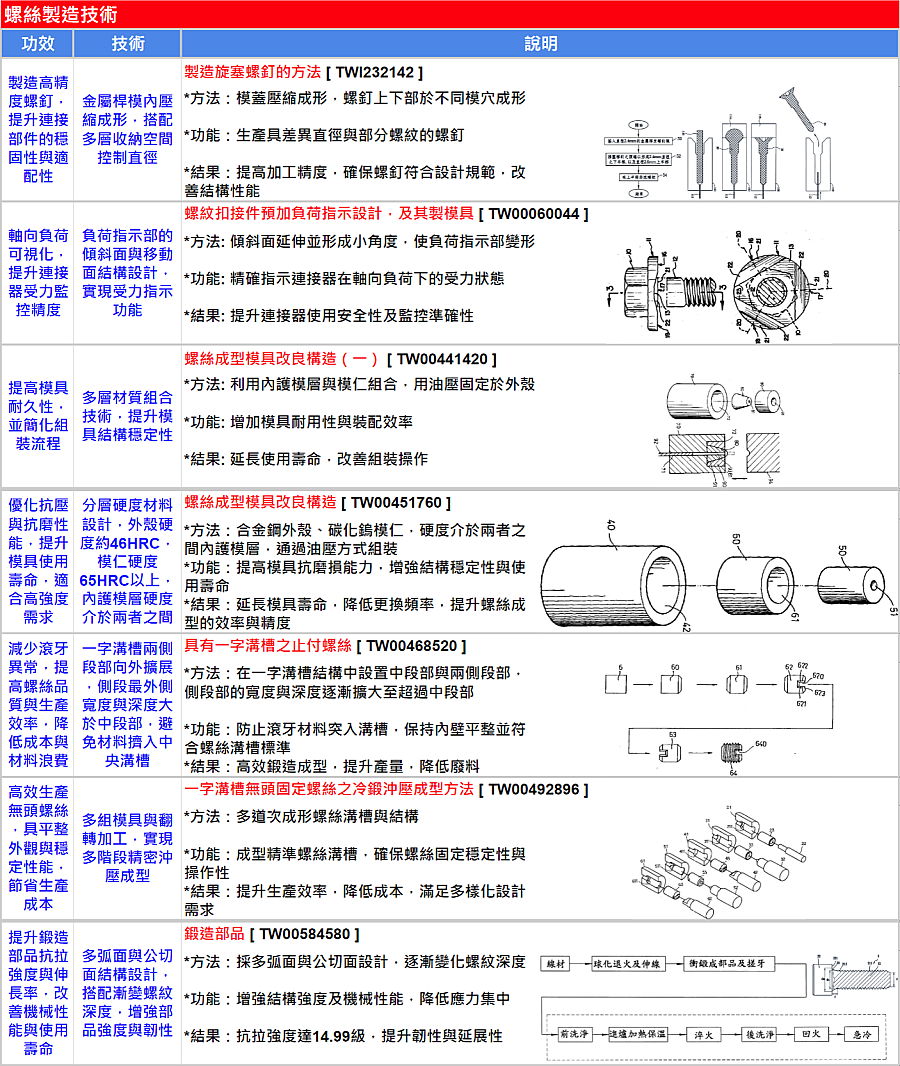
- *利用金屬桿模內壓縮成形,搭配多層收納空間控制直徑,製造高精度螺釘,提升連接部件的穩固性與適配性 [ TWI232142 ]
- *利用負荷指示部的傾斜面與移動面結構設計,實現受力指示功能,軸向負荷可視化,提升連接器受力監控精度 [ TW00060044 ]
- *利用多層材質組合技術,提升模具結構穩定性,提高模具耐久性,並簡化組裝流程 [ TW00441420 ]
- *利用分層硬度材料設計,外殼硬度約46HRC,模仁硬度65HRC以上,內護模層硬度介於兩者之間,優化抗壓與抗磨性能,提升模具使用壽命,適合高強度需求 [ TW00451760 ]
- *利用一字溝槽兩側段部向外擴展,側段最外側寬度與深度大於中段部,避免材料擠入中央溝槽,減少滾牙異常,提高螺絲品質與生產效率,降低成本與材料浪費 [ TW00468520 ]
- *利用多組模具與翻轉加工,實現多階段精密沖壓成型,高效生產無頭螺絲,具平整外觀與穩定性能,節省生產成本 [ TW00492896 ]
- *利用多弧面與公切面結構設計,搭配漸變螺紋深度,增強部品強度與韌性,提升鍛造部品抗拉強度與伸長率,改善機械性能與使用壽命 [ TW00584580 ]
3.3 螺絲頭沖頭設計
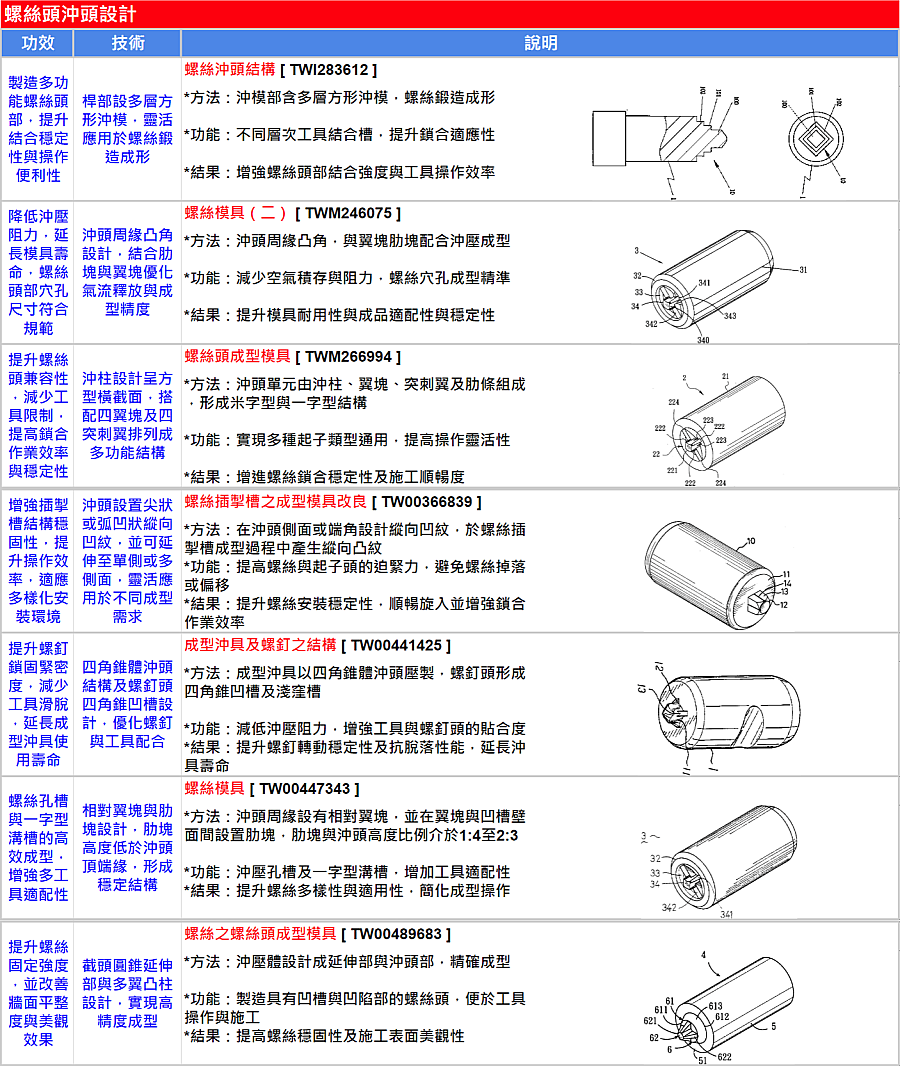
- *利用桿部設多層方形沖模,靈活應用於螺絲鍛造成形,製造多功能螺絲頭部,提升結合穩定性與操作便利性 [ TWI283612 ]
- *利用沖頭周緣凸角設計,結合肋塊與翼塊優化氣流釋放與成型精度,降低沖壓阻力,延長模具壽命,螺絲頭部穴孔尺寸符合規範 [ TWM246075 ]
- *利用沖柱設計呈方型橫截面,搭配四翼塊及四突刺翼排列成多功能結構,提升螺絲頭兼容性,減少工具限制,提高鎖合作業效率與穩定性 [ TWM266994 ]
- *利用沖頭設置尖狀或弧凹狀縱向凹紋,並可延伸至單側或多側面,靈活應用於不同成型需求,增強插掣槽結構穩固性,提升操作效率,適應多樣化安裝環境 [ TW00366839 ]
- *利用四角錐體沖頭結構及螺釘頭四角錐凹槽設計,優化螺釘與工具配合,提升螺釘鎖固緊密度,減少工具滑脫,延長成型沖具使用壽命 [ TW00441425 ]
- *利用相對翼塊與肋塊設計,肋塊高度低於沖頭頂端緣,形成穩定結構,螺絲孔槽與一字型溝槽的高效成型,增強多工具適配性 [ TW00447343 ]
- *利用截頭圓錐延伸部與多翼凸柱設計,實現高精度成型,提升螺絲固定強度,並改善牆面平整度與美觀效果 [ TW00489683 ]
3.4 自攻螺絲夾尾模具技術
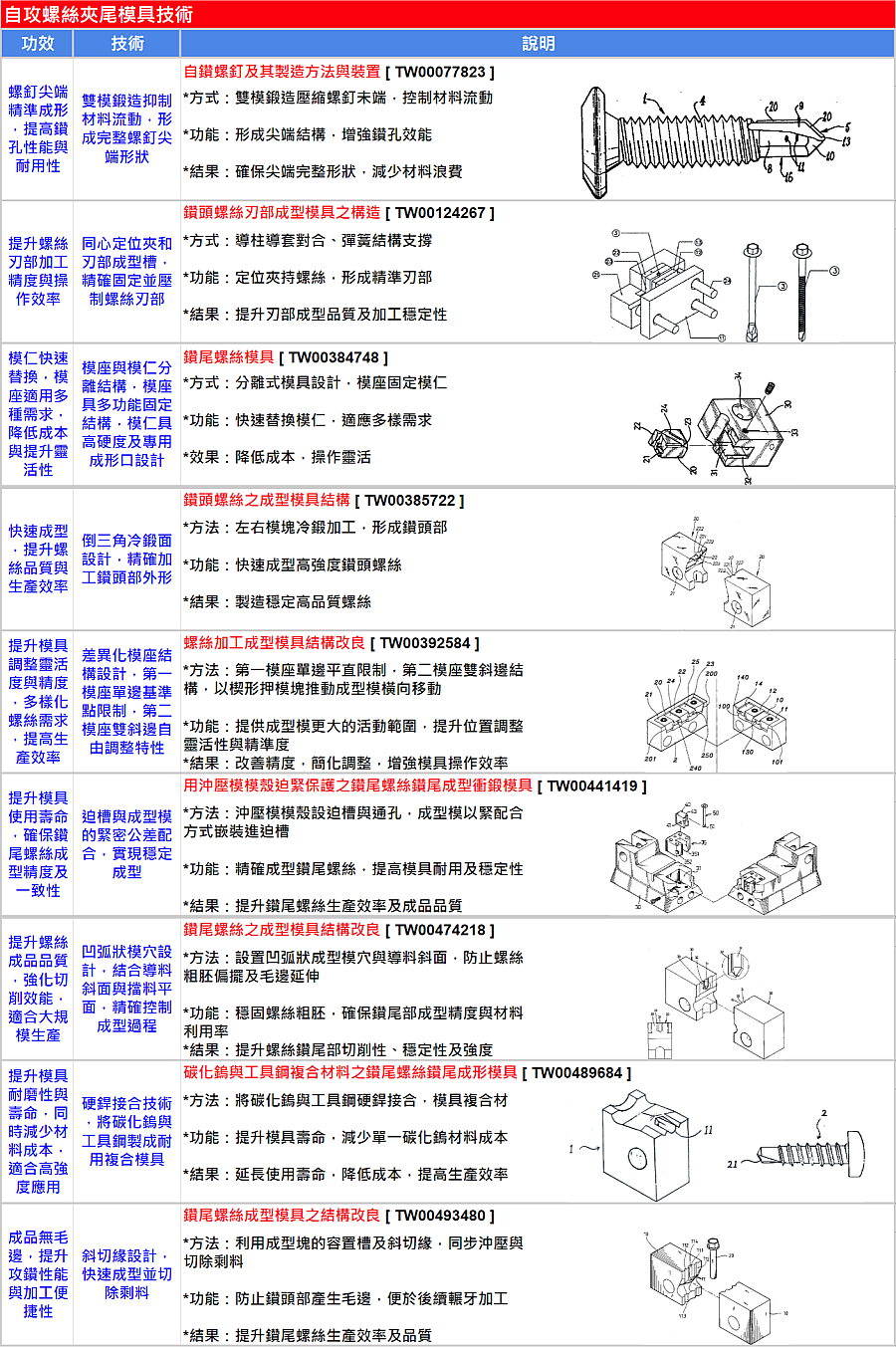
- *利用雙模鍛造抑制材料流動,形成完整螺釘尖端形狀,螺釘尖端精準成形,提高鑽孔性能與耐用性 [ TW00077823 ]
- *利用同心定位夾和刃部成型槽,精確固定並壓制螺絲刃部,提升螺絲刃部加工精度與操作效率 [ TW00124267 ]
- *利用模座與模仁分離結構,模座具多功能固定結構,模仁具高硬度及專用成形口設計,模仁快速替換,模座適用多種需求,降低成本與提升靈活性 [ TW00384748 ]
- *利用倒三角冷鍛面設計,精確加工鑽頭部外形,快速成型,提升螺絲品質與生產效率 [ TW00385722 ]
- *利用差異化模座結構設計,第一模座單邊基準點限制,第二模座雙斜邊自由調整特性,提升模具調整靈活度與精度,多樣化螺絲需求,提高生產效率 [ TW00392584 ]
- *利用迫槽與成型模的緊密公差配合,實現穩定成型,提升模具使用壽命,確保鑽尾螺絲成型精度及一致性 [ TW00441419 ]
- *利用凹弧狀模穴設計,結合導料斜面與擋料平面,精確控制成型過程,提升螺絲成品品質,強化切削效能,適合大規模生產 [ TW00474218 ]
- *利用硬銲接合技術,將碳化鎢與工具鋼製成耐用複合模具,提升模具耐磨性與壽命,同時減少材料成本,適合高強度應用 [ TW00489684 ]
- *利用斜切緣設計,快速成型並切除剩料,成品無毛邊,提升攻鑽性能與加工便捷性 [ TW00493480 ]
3.5 螺栓製造技術
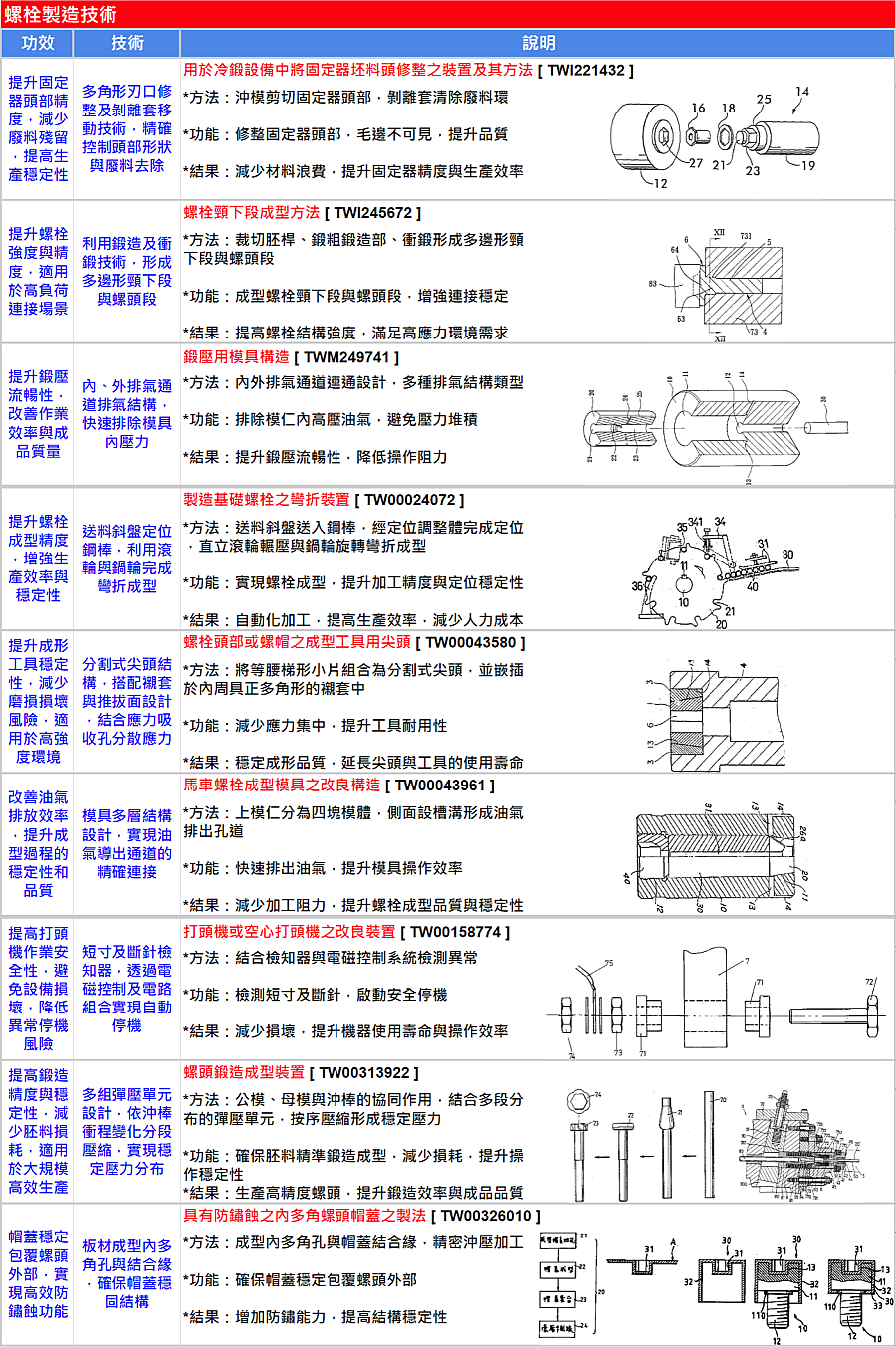
- *利用多角形刃口修整及剝離套移動技術,精確控制頭部形狀與廢料去除,提升固定器頭部精度,減少廢料殘留,提高生產穩定性 [ TWI221432 ]
- *利用利用鍛造及衝鍛技術,形成多邊形頸下段與螺頭段,提升螺栓強度與精度,適用於高負荷連接場景 [ TWI245672 ]
- *利用內、外排氣通道排氣結構,快速排除模具內壓力,提升鍛壓流暢性,改善作業效率與成品質量 [ TWM249741 ]
- *利用送料斜盤定位鋼棒,利用滾輪與鍋輪完成彎折成型,提升螺栓成型精度,增強生產效率與穩定性 [ TW00024072 ]
- *利用分割式尖頭結構,搭配襯套與推拔面設計,結合應力吸收孔分散應力,提升成形工具穩定性,減少磨損損壞風險,適用於高強度環境 [ TW00043580 ]
- *利用模具多層結構設計,實現油氣導出通道的精確連接,改善油氣排放效率,提升成型過程的穩定性和品質 [ TW00043961 ]
- *利用短寸及斷針檢知器,透過電磁控制及電路組合實現自動停機,提高打頭機作業安全性,避免設備損壞,降低異常停機風險 [ TW00158774 ]
- *利用多組彈壓單元設計,依沖棒衝程變化分段壓縮,實現穩定壓力分布,提高鍛造精度與穩定性,減少胚料損耗,適用於大規模高效生產 [ TW00313922 ]
- *利用板材成型內多角孔與結合緣,確保帽蓋穩固結構,帽蓋穩定包覆螺頭外部,實現高效防鏽蝕功能 [ TW00326010 ]
3.6 鉚釘成形技術
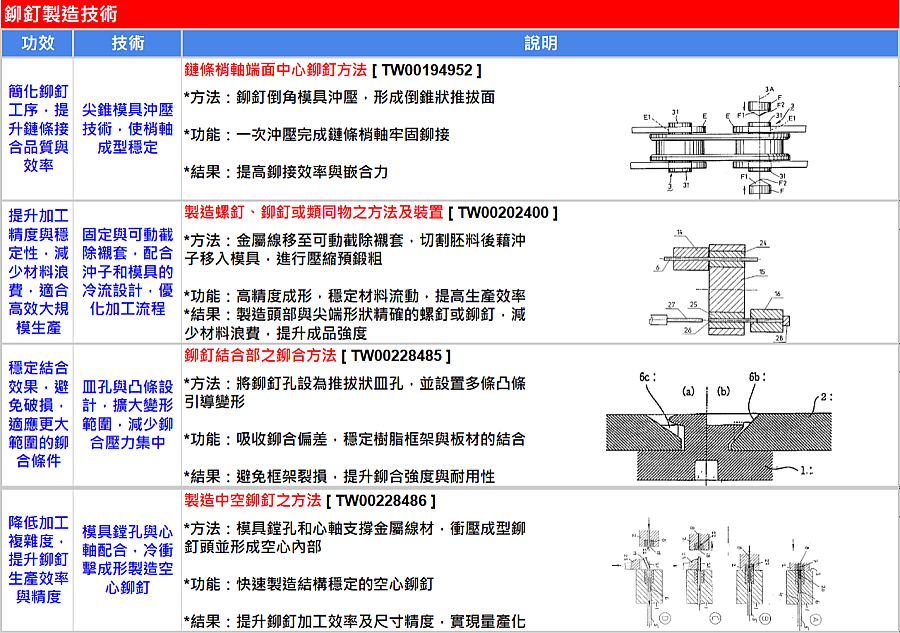
- *利用尖錐模具沖壓技術,使梢軸成型穩定,簡化鉚釘工序,提升鏈條接合品質與效率 [ TW00194952 ]
- *利用固定與可動截除襯套,配合沖子和模具的冷流設計,優化加工流程,提升加工精度與穩定性,減少材料浪費,適合高效大規模生產 [ TW00202400 ]
- *利用皿孔與凸條設計,擴大變形範圍,減少鉚合壓力集中,穩定結合效果,避免破損,適應更大範圍的鉚合條件 [ TW00228485 ]
- *利用模具鏜孔與心軸配合,冷衝擊成形製造空心鉚釘,降低加工複雜度,提升鉚釘生產效率與精度 [ TW00228486 ]
----
四、主要專利分類號(MIPC)分析
本次專利分析,自全球專利資料庫檢索44筆扣件,公告日介於19780201至20070711間,申請國件數為台灣(TW)44件,專利權人包括台灣的『春雨工廠股份有限公司、路竹新益工廠股份有限公司、安拓實業股份有限公司、福光企業股份有限公司、易連工業股份有限公司、卓琳工業股份有限公司、建通精密工業股份有限公司、PEM管理股份有限公司、魯塞布德薩華得公司、祐銓工業股份有限公司』 … 等專利權人(完整專利權人請詳參專利清單)。
本期以『螺栓,雙頭螺栓或類似件』(B21K001/44) 分類號為主,聚焦在『製造旋塞螺釘的方法、螺栓頸下段成型方法、鍛造部品、用於冷鍛設備中將固定器坯料頭修整之裝置及其方法、鑽尾螺絲成型模具之結構改良、螺絲之螺絲頭成型模具、螺絲頭成型模具、鑽尾螺絲之成型模具結構改良、製造螺釘、鉚釘或類同物之方法及裝置、成型模具、製造基礎螺栓之彎折裝置、具有防鏽蝕之內多角螺頭帽蓋之製法』等專利。
其餘分類號及代表專利依序為:
(1) B21K001/56:一字溝槽無頭固定螺絲之冷鍛沖壓成型方法、鑽頭螺絲之成型模具結構、碳化鎢與工具鋼複合材料之鑽尾螺絲鑽尾成形模具、螺絲加工成型模具結構改良、螺絲成型模具改良構造、自鑽螺釘及其製造方法與裝置、螺紋扣接件預加負荷指示設計,及其製模具。
(2) B21J013/02:用沖壓模模殼迫緊保護之鑽尾螺絲鑽尾成型衝鍛模具、螺絲成型模具改良構造(一)、鑽尾螺絲模具、馬車螺栓成型模具之改良構造、螺帽成型模具之複合式模仁構造、鍛壓用模具構造。
(3) B21K001/50:螺絲沖頭結構、成型沖具及螺釘之結構、螺絲模具(二)、螺絲模具。
(4)B21K001/64:衝孔螺帽之製造裝置、防鬆袋帽自動連續成型製造機設計等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, https://www.tw-fastener.com/tfsc/knowledge/BLP_6b89c920-ae13-455c-922f-144ac397ea65
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1s2Fanhj5WbGgZb5SZTCz__dyY3xXbU67/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2024-12-Q4, 專利説明書 PDF, https://drive.google.com/drive/folders/1OAnS66Fe9_2xGX_2zA7PsXZ9tZtd_j_d?usp=drive_link
----
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、以『螺栓,雙頭螺栓或類似件』(B21K001/44)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/44)之專利包括『製造旋塞螺釘的方法、螺栓頸下段成型方法、鍛造部品、用於冷鍛設備中將固定器坯料頭修整之裝置及其方法、鑽尾螺絲成型模具之結構改良、螺絲之螺絲頭成型模具、螺絲頭成型模具、鑽尾螺絲之成型模具結構改良、製造螺釘、鉚釘或類同物之方法及裝置、成型模具、製造基礎螺栓之彎折裝置、具有防鏽蝕之內多角螺頭帽蓋之製法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
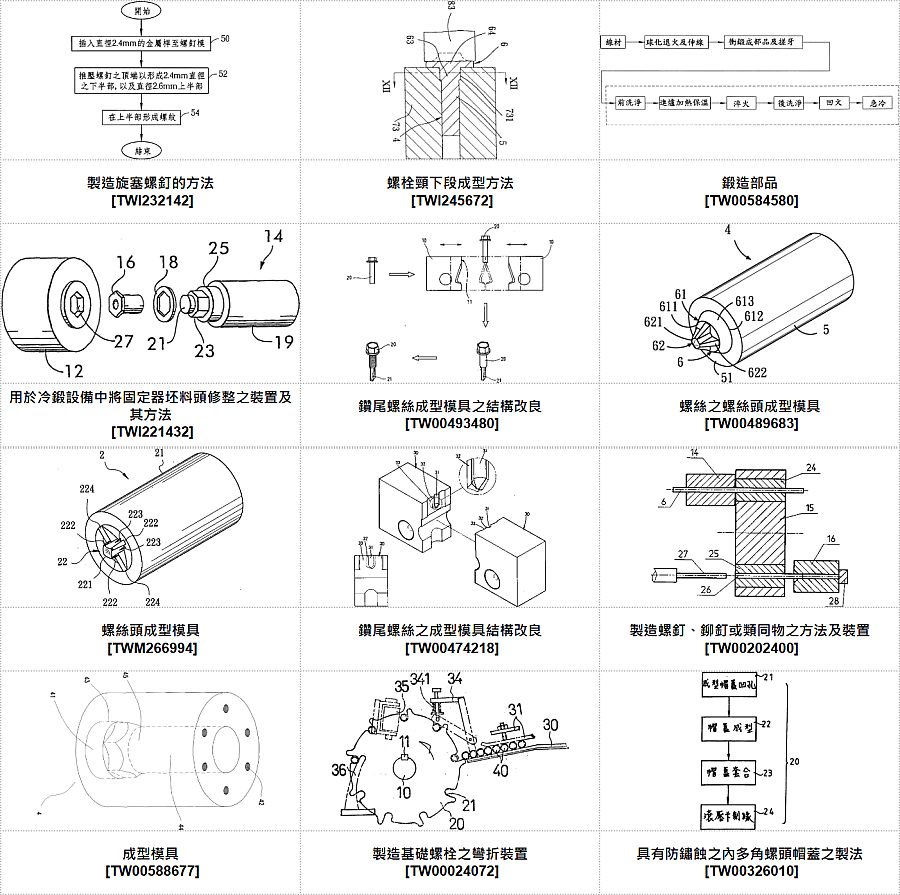
01. 製造旋塞螺釘的方法 [ TWI232142 ] :
一種製造具有部分螺紋之螺釘的方法,該方法包含提供一螺釘模,其中該螺釘模包含一圓柱狀之中空室用來形成該螺釘;將該擋針從該中空室之第一開孔插入;將一金屬桿由該中空室之第二開孔插入,但部分之金屬桿需延伸至該中空室之第二開孔之外;使用一第一模蓋推壓該螺釘模,使得自該第二開孔伸出之金屬桿被壓入該中空室以形成該螺釘之上半部與下半部,其中該上半部之直徑大於該下半部之直徑;將該螺釘從該螺釘模取出;以及在該螺釘之上半部形成一螺紋。
02. 螺栓頸下段成型方法 [ TWI245672 ] :
一種螺栓頸下段成型方法,依序包含以下步驟:(A)裁切一胚桿,且該胚桿具有一桿身部,及一自該桿身部之一末端往外一體延伸之鍛造部。(B)將該胚桿之鍛造部鍛粗。及(C)衝鍛該已被鍛粗之鍛造部,而將該鍛造部由其內端周緣往其末端擠切成型一橫截面呈多邊形之頸下段,並藉衝鍛於該鍛造部末端成型一螺頭段。
03. 鍛造部品 [ TW00584580 ] :
一種鍛造部品,具有一螺桿、一螺頭,及一弧曲連接於該螺桿及螺頭之間的弧角部。該螺桿之一外側面於鄰接該弧角部處具有漸趨平緩的螺紋深。該弧角部之弧度是由至少三圓弧面及公切於該等圓弧面的公切面所連接組成,可適當的增加該弧角部的體積,以及增加該弧角部的強度。藉上述之構造設計,能增加鍛造部品的抗拉強度及伸長率等特性,以具有高強韌的機械性質。
04. 用於冷鍛設備中將固定器坯料頭修整之裝置及其方法 [ TWI221432 ] :
一種金屬固定器,諸如一種自緊式固定釘的冷鍛方法,其包括設置在最終頭部修邊工程的沖頭和沖模,所述工程僅在固定器頭部下側產生剪切毛邊,其在安裝後是看不見的。在此工程,將具有管狀筒體和臨時形成的環形頭部的固定器坯料放入沖頭的孔內,其中固定器的筒體部分處於孔內,而其環形頭部的下側靠在沖頭的一端面上。然後,該冷鍛裝置將沖模移向該固定器的上側,直到沖模的多角形刃口自固定器坯料的環形頭部的周圍剪切金屬為止。當刃口超出固定器頭部的下側時,沖模停止移動。此時,在沖頭孔內作往複式運動的頂推銷迫使該固定器經沖模內的通道推出至該沖模的相對一側外。然後,該冷鍛裝置使沖模移離沖頭,一旦該沖模脫離沖頭,相對於沖頭外表面作往複式運動的剝離套會自縮回位置移到沖頭端上,以去除沖頭外側周圍上殘留的廢料環。
05. 鑽尾螺絲成型模具之結構改良 [ TW00493480 ] :
一種「鑽尾螺絲成型模具之結構改良」,其係由兩相對成型塊組成,該成型塊內頂面設有一配合欲加工成型螺栓鑽尾之成型區,該成型區之中間處設有一容置槽,而容置槽兩側設有各一順料槽,且下緣設有切溝,其中,該容置槽一側緣另設有一斜切緣,俾可藉由兩成型塊之成型區同時往相對方向沖壓螺栓之尾端,令其可直接沖壓成型出鑽頭部,而令螺栓之鑽頭部成型後不會產生銳角毛邊,俾利後續輾牙加工時不致傷及鑽頭部,令鑽頭螺絲於攻鑽時可快速貫穿,而使整體加工方便快速者。
06. 螺絲之螺絲頭成型模具 [ TW00489683 ] :
一種螺絲之螺絲頭成型模具,其包含一本體及一由該本體同體延伸的沖壓體,該沖壓體並具有一由該本體向外突伸的延伸部及一自該延伸部向外突伸出的沖頭部。藉由該螺絲頭成型模具可在該螺絲之螺絲頭頂而成型出一供工具伸置之凹槽,及一具有一截頭圓錐之形狀的凹陷部,使該螺絲旋入石膏壁板與施工骨架並將其穩固螺合時,可藉由該螺絲頭部之凹陷部提供足夠空間供補土固著,以達到維持施工壁板表面平整美觀之功效。
07. 螺絲頭成型模具 [ TWM266994 ] :
一種螺絲頭成型模具,包含包含一沖壓主體,以及一突出設置於該沖壓主體之一端面上的沖頭單元。該沖頭單元具有一沖柱、四等角間隔地設置於該沖柱周面上的翼塊、四間隔地交錯設置於該四翼塊間的突刺翼,以及二分別自其中二呈對稱之翼塊一端往遠離該沖柱方向延伸的肋條。利用該四翼塊與該四突刺翼相配合排列呈米字型,配合排列呈一字型之該二肋條,使所沖壓成型之螺絲的螺孔能通用於一字型、十字型、方型與米字型螺絲起子,螺絲與螺絲起子之搭配使用便利性極佳,增進鎖合作業順暢度。
08. 鑽尾螺絲之成型模具結構改良 [ TW00474218 ] :
本創作為一種鑽尾螺絲之成型模具結構改良,其係由相同形狀之兩模塊以相對方式排列而成。該兩模塊之沖壓面上段中央處各設置一左右兩端緣形成水平狀之成型模穴.另於該成型模穴周緣設有一小段導料斜面連接一擋料平面;藉由上述結構進行鑽尾螺絲之沖壓成型時,可令螺絲粗胚於成型模穴中穩固不偏擺,及可防上螺絲成型時往外擠壓之毛邊持續延伸,而使螺絲成品之鑽尾部具有較佳之切削性、強度及穩定性者。
09. 製造螺釘、鉚釘或類同物之方法及裝置 [ TW00202400 ] :
一種自一金屬線製造螺釘、鉚釘或類同物之方法,將該線(6)移至一處於承接位置的截除襯套(24)中,隨後該可動的襯套(24)自該承接位置朝實質上橫向於該線的軸向而移開以自線(6)截落一胚料。可動截除襯套(24,25)與截落胚料(26)同移至一卸出位置,其間一沖子(27)將胚料(26)部份移入一模具(16)並壓縮胚料(26)使之足以藉生成於模(16)與可動的截除襯套(25)區間的冷流以預為鍛粗。該可動截除襯套(24、25)乃裝牢於一運送裝置(15)上,可自一承接位置移至卸出位置。一沖子(27)用以將胚料(26)部份進入模(16)並壓縮胚料(26)足以藉冷流預為鍛粗。 置一胚件(49)於一模(50)中,使其頭端與工具(52)抵着而處於壓力之下,其另端以一頂具(55)頂住模(50)。胚件(49)處於壓力下形成其中物質的流動。頂具(55)有一凹陷(56)作為模(50)之延伸。胚件(57)之釋出首以一推射小棒或銷(60)將之移動一短距離,然後以另一實質上與模(58)等長之推射棒或銷(62)推出之。一種以之抵住胚件一端、施以一軸向壓力之工具,壓力使一小量之胚料物質(70)形成一徑向朝外之冷流進入界定於模中之穴。
10. 成型模具 [ TW00588677 ] :
本創作係提供一種成型模具,特別是指一種可減少製程及製造成本的螺角接頭之模具,並可使之接頭於鎖固時更為便利。其特徵在於:該模具上具有一螺帽成型部,使之於接頭上形成一螺帽部;其因螺角接頭上具有一螺帽部,因而使之螺角接頭於鎖固時,得以使用板手藉由螺帽部將其螺角接頭鎖固者。
11. 製造基礎螺栓之彎折裝置 [ TW00024072 ] :
一種基礎螺栓之彎折裝置,包括鍋輪、送料斜盤、直立滾輪、定位調整體、板凸輪等主要元件,其中由送料斜盤滑入鍋綸之已輾有螺紋的鋼棒,利用定位調整體完成左右、上下之定位後,藉直立滾輪之輪輾及鍋輪本身之旋轉而將鋼棒彎折成基礎螺栓,復藉板凸輪使該螺栓滑出鍋綸,為其特徵者。
12. 具有防鏽蝕之內多角螺頭帽蓋之製法 [ TW00326010 ] :
本發明係一種具有防鏽蝕之內多角螺頭帽蓋之製法,其係經成型帽蓋內多角扳手孔、帽蓋輪廓成型、帽蓋套合至滾壓卡制緣,先於一長板材上成型出內多角扳手孔,再成型出帽蓋之輪廓,並套於螺頭之外緣,而後再於螺頭之底部壓出卡制緣,以使帽蓋可確實的固定於螺頭上,提高螺頭與帽蓋結合之穩定度,而達到確實防鏽之目的者。
----
二、以『螺紋元件』(B21K001/56)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/56)之專利包括『一字溝槽無頭固定螺絲之冷鍛沖壓成型方法、鑽頭螺絲之成型模具結構、碳化鎢與工具鋼複合材料之鑽尾螺絲鑽尾成形模具、螺絲加工成型模具結構改良、螺絲成型模具改良構造、自鑽螺釘及其製造方法與裝置、螺紋扣接件預加負荷指示設計,及其製模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
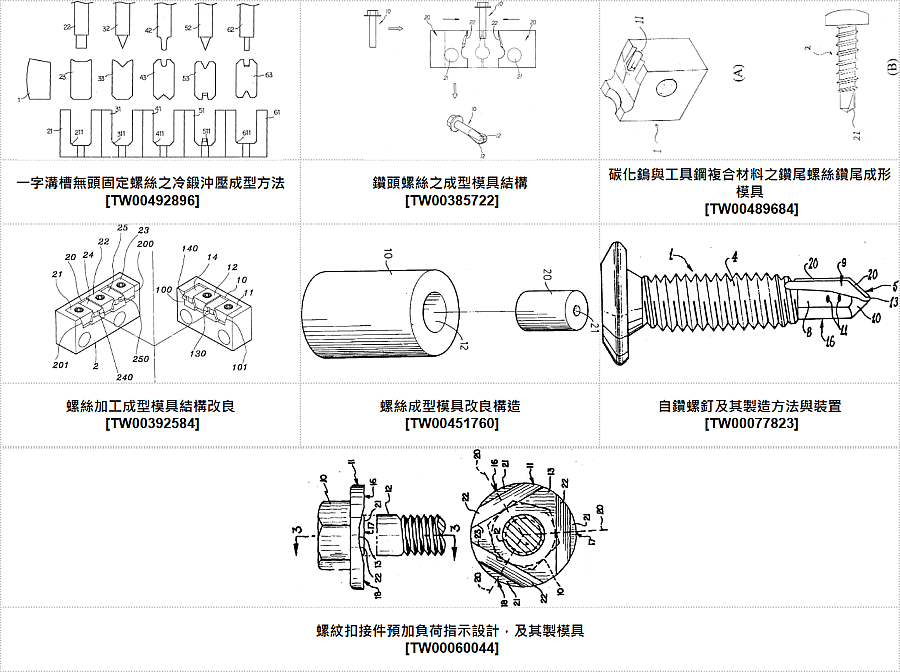
01. 一字溝槽無頭固定螺絲之冷鍛沖壓成型方法 [ TW00492896 ] :
本發明係為一種一字溝槽無頭固定螺絲之冷鍛沖壓成型方法,其主要係利用多段沖壓成型的方法製造而成,其可利用五組沖頭配合沖壓底模將線材成型為初胚,再藉由夾具將每一階段沖壓完成的胚料夾持輸送至下一組沖壓模進行下一 階段之沖壓程序,該夾具係可將胚料調頭翻轉至另一端以進行沖壓,最後再利用攻牙機形成螺紋;本發明係為可將一字溝槽無頭固定螺絲之施力溝利用沖壓之方式完成,使溝槽之周邊及外觀更加平整,且能有效提升生產效率,並節省成本的一字溝槽無頭固定螺絲之冷鍛沖壓成型方法。
02. 鑽頭螺絲之成型模具結構 [ TW00385722 ] :
本創作為一種鑽頭螺絲之模具結構,其係由相同形狀相對排列之左、右兩模塊組成,其中左、右兩模塊之相對內端面上段各配合所欲加工成型之鑽頭部外形設置一倒三角狀冷鍛加工面,而於冷鍛加工面中央處各形成一下端呈斜弧面之成型凹弧槽;藉由上述左、右兩模塊之冷鍛加工面同時往相對方向沖壓鑽頭螺絲粗胚尾端,令鑽頭螺絲粗胚尾端成型出帶毛邊之鑽頭部,另再於鑽頭螺絲粗胚之桿身加工成型外螺紋時,一併將毛邊去除掉,便簡易迅速製成品質穩定、強度佳之鑽頭螺絲者。
03. 碳化鎢與工具鋼複合材料之鑽尾螺絲鑽尾成形模具 [ TW00489684 ] :
本創作係結合碳化鎢與工具鋼構成複合材料製造鑽尾螺絲鑽尾成形模具。其特點為運用硬銲方法將碳化鎢與工具鋼接合在一起構成複合材料製造鑽尾螺絲鑽尾成形模具,運用此種型式可以大幅提高鑽尾螺絲鑽尾成形模具的使用壽命,並且改善碳化鎢鑽尾螺絲鑽尾成形模具材料成本過高的問題。
04. 螺絲加工成型模具結構改良 [ TW00392584 ] :
本創作係關於一種螺絲加工成型模具結構改良,該模具包括有相對之第一模座與第二模座,其中第一模座容槽中設有可相對作用之楔形二押模塊與二成型模,而第二模座容槽中則設有可相對作用之楔形三押模塊與二成型模,令僅有第一模座之容槽係一邊爲平直邊而另一邊爲斜邊而使其成型模之橫向移動具有單邊基準點之限制,而另一成型模座之容槽二側邊則均爲斜邊以使其各成型模可無鉗制地自由向二側橫移,據此二成型模座之各相對成型模間將可產生活動領域更廣之相對位置變化,俾使各相對成型模於修正與調整位置時不但靈活度更高,且能更臻精確者。
05. 螺絲成型模具改良構造 [ TW00451760 ] :
本案創作係為一種螺絲成型模具改良構造,其主要係由外殼、模仁及內護模層所構成;該外殼係由合金鋼所製成,硬度值約為46HRC,外殼中央設有一貫穿之成型孔,上端面則設有一容置槽者;該模仁係由碳化鎢鋼所製成,硬度值約為65HRC以上,中央設有一貫穿之成型孔者;該內護模層,其係由合金鋼所製成,硬度值乃介於外殼硬度與模仁硬度之間,該內護模層中央設有一貫穿孔者;該內護模層可藉油壓而迫入外殼之容置槽內,模仁亦藉油壓而迫入內護模層之貫穿孔內,該模仁之成型孔係與外殼之成型孔相對應者;藉此,可提供一種有效提高螺絲成型模具使用壽命之構造。
06. 自鑽螺釘及其製造方法與裝置 [ TW00077823 ] :
形成一自體螺釘鑽孔端構形之方法,其包含將螺釘一未端置於二相對模子之間,然後使各模朝向另一模移動,以鍛造該未端部份,其中該各模經安排,用以在該鍛造作業期間,抑制材料使其不在該螺釘之軸向中由體孔尖悄流開,因而可確保形成完整的該尖悄未端形狀。
07. 螺紋扣接件預加負荷指示設計,及其製模具 [ TW00060044 ] :
一種連接器包括:一具有螺紋的型體,一與該螺紋同中心之圓形凸緣,而該圓形凸緣具有一沿著第一個徑向面延伸至邊界線的下凹承部,以及至三個圍繞著該凸緣成周圍間隔之軸向延伸負荷指示部份,其特徵為;每一負荷指示部份( 16 , 17 ,18 )各包括一出半徑(20)分成兩斷之傾斜面(22),而該傾斜面則而從上述之承面越過上述之線四朝徑向延伸並且與上述之承面(13)形成一小角度,而從每一個傾斜兩大致沿著第二個徑向面延伸之移動面(21)係從上述之第一個平面向前隔開,上述之承面係沿著它的徑向面延伸至每一個上述軸向突出部間之上述凸緣(11)的周邊處,上述之負荷指示部份在承受軸向負荷下便會產生變形,直到該連接器承受一預定負荷而使其大致沿著上述之第一平面延伸時為止。
----
三、以『鍛模或其安裝』(B21J013/02)為主要IPC分類號之扣件相關專利:
本項分類號(B21J013/02)之專利包括『用沖壓模模殼迫緊保護之鑽尾螺絲鑽尾成型衝鍛模具、螺絲成型模具改良構造(一)、鑽尾螺絲模具、馬車螺栓成型模具之改良構造、螺帽成型模具之複合式模仁構造、鍛壓用模具構造』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
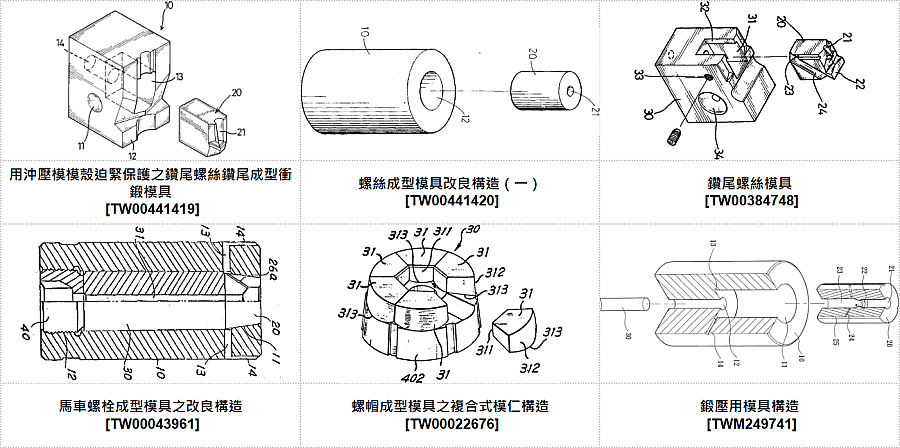
01. 用沖壓模模殼迫緊保護之鑽尾螺絲鑽尾成型衝鍛模具 [ TW00441419 ] :
本創作係關於一種用沖壓模模殼迫緊保護之鑽尾螺絲鑽尾成型衝鍛模具,主要係沖壓模模殼於一端面開設一迫槽,另一相對面設一連通於迫槽之通孔,以在迫槽中以緊配合塞裝一硬度高於沖壓模模殼之成型模,成型模端面係設為成型鑽尾之成型口。
02. 螺絲成型模具改良構造(一) [ TW00441420 ] :
本案創作係為一種螺絲成型模具改良構造(一),其主要係由外殼、模仁及內護模層所構成;該外殼係由合金鋼所製成,中央設有一貫穿之成型孔,上端面則設有一容置槽者;該模仁係由碳化鎢鋼所製成並呈上窄下寬之圓錐狀,而於其中央設有一貫通之成型孔者;該內護模層係由
合金鋼所製成,惟其硬度值乃介於外殼硬度與模仁硬度之間,該內護模層中央設有一錐形孔,該錐形孔恰可供模仁置入者;由是,可將模仁由下而上的置入內護模層之錐形
孔後,再將內護模層藉油壓而迫入外殼之容置槽內,使模仁被穩固的結合於內護模層及外殼之中;藉此,可有效提高模具使用壽命及組裝之方便性者。
03. 鑽尾螺絲模具 [ TW00384748 ] :
本創作係關於一種鑽尾螺絲模具,其主要係成形模具設為包含模座以及模仁的分離式設計,藉以模座凹凸卡制安裝模仁,模仁可設成不同形式的成形口,因此模仁損壞隨即換裝,不需改變模座,一模座並能適用不同形式成形口的模仁,有效地降低成本,加工益加簡便,提昇使用靈活性者。
04. 馬車螺栓成型模具之改良構造 [ TW00043961 ] :
一種馬車螺栓成型模具之改良構造,係由外売、上模仁、下模仁及固定螺等元件組成,其特徵在於:外売內之套孔一端,所形成錐孔之底緣周圍開設有若干貫通外売売壁之油氣導出孔道,各該油氣導出孔道露出外売後,復向上呈槽道延伸,上模仁係等分成四塊模體,每塊模體之同一側面或兩側面,自方型頸模四角端之端點開設向下傾斜至該側面角端之槽溝,當四塊模體嵌合於錐孔內組成上模仁後,該槽溝在每兩塊緊併之接合面間自然形成一油氣排出孔道,各該油氣排出孔道復分別與上述外売之各油氣導出孔道相連通者。
05. 螺帽成型模具之複合式模仁構造 [ TW00022676 ] :
一種螺帽成型模具之複合式模仁構造,其特徵在:將上模仁分割製成複數片模仁單體,該等單體之底部係具有圓弧面,其下模仁上則相對開設復數條圓弧槽,兩者組合使用時,不致因應力集中而易於龜裂損壞者。
06. 鍛壓用模具構造 [ TWM249741 ] :
一種鍛壓用模具構造,其包含一外模、一模仁、數個外排氣通道及數個內排氣通道。該外模凹設一模穴,以供容置該模仁。該模仁縱向依序穿設形成一進料口、一成型凸緣及一柱孔。該外排氣通道連通該外模之模穴及其外周面。該內排氣通道連通該模仁之柱孔及其外周面,並能對應至該外排氣通道。如此,在利用該進料孔及成型凸緣進行鍛壓時,該內、外排氣通道順暢的排除該模仁之進料孔及柱孔內瞬間形成的高壓油氣,因而提升鍛壓流暢性。
----
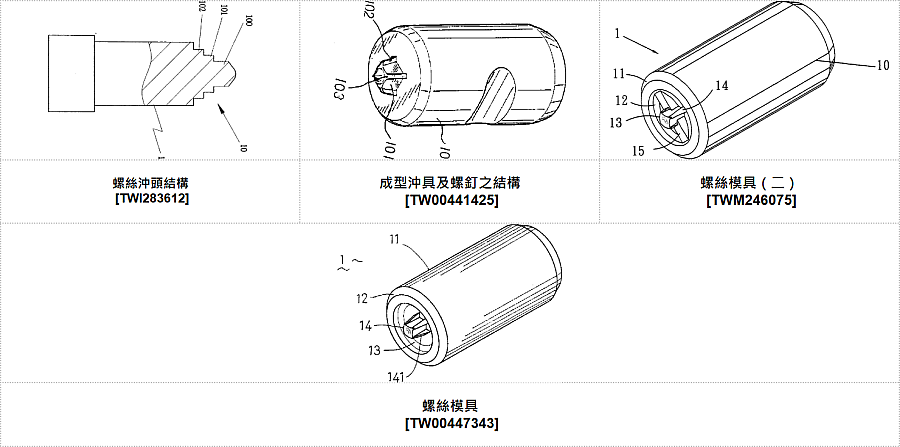
四、以『精整或修剪形成釘頭,如用模具加工』(B21K001/50)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/50)之專利包括『螺絲沖頭結構、成型沖具及螺釘之結構、螺絲模具(二)、螺絲模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 螺絲沖頭結構 [ TWI283612 ] :
本發明之螺絲沖頭結構,包含:桿部,桿部可呈任意形狀,及設有沖模部,該沖模部係由複數層之方形沖模組成,各層之方形沖模規格皆不相同,如此,當利用本沖頭之沖模部對各種螺絲進行鍛造沖壓成形時,可依需要,以使螺絲頭部之工具結合槽產生單層狀或多層狀,方便工具鎖合螺絲。
02. 成型沖具及螺釘之結構 [ TW00441425 ] :
本創作係一種成型沖具及螺釘之結構,成型沖具為沖 具本體下方凸具沖頭,主要為沖頭係前端圓弧面之四角錐體,且沖頭與沖具本體連繫處之基端由四角邊處之適高處各斜向延具一凸角,使沖頭之四角邊與前端圓弧面鄰接處呈具為尖角端;另其對應沖壓製成之螺釘,螺釘頭被沖壓而成一四邊型之角錐狀凹槽,且凹槽頂端之四角端處延伸 向旁形成一淺斜向之窪槽;藉之,使成型沖具沖壓螺釘頭 時,因沖壓時之阻力減低而俾增成型沖具之使用壽命,且 因螺釘頭之凹槽內四角端之底段為平直狀,且底點為尖角 端,使搭配之工具槍上四角插具(Bit)使用時可達緊密貼合之程度,而增轉動實施之緊密度及防脫特性。
03. 螺絲模具(二) [ TWM246075 ] :
一種螺絲模具(二),其主要是在任二翼塊間且位於沖 頭的周緣面上分別斜向延伸形成有一凸角,使得本新型之 沖頭再配合翼塊及肋塊等構造,而沖壓成形出螺絲頭部之 螺絲穴孔,鑒於該凸角係呈斜向延伸,故沖壓成型該螺絲 穴孔產生之空氣,就能即時地從凸角側緣向上向外釋出, 所以積存於螺絲穴孔底部之空氣量降低,因此能有效降低 沖壓成型過程之阻力,以維持該螺絲模具之使用壽命外, 並且使該螺絲穴孔成型尺寸符合規定,便於螺絲起子的伸置轉動,以進行成型之螺絲的後續鎖合作業進行。
04. 螺絲模具 [ TW00447343 ] :
本創作係有關於一種螺絲模具,其在於沖頭上形成有 兩兩相對之翼塊,且於任兩相對之翼塊分別延設有一肋 塊,且該肋塊與沖頭之高度比為1:4至2:3間;以便螺絲 模具沖壓螺絲頭部成型有孔槽外,同時更形成有一字型之 溝槽,俾使該螺絲可適用於多種手工具之使用者。
----
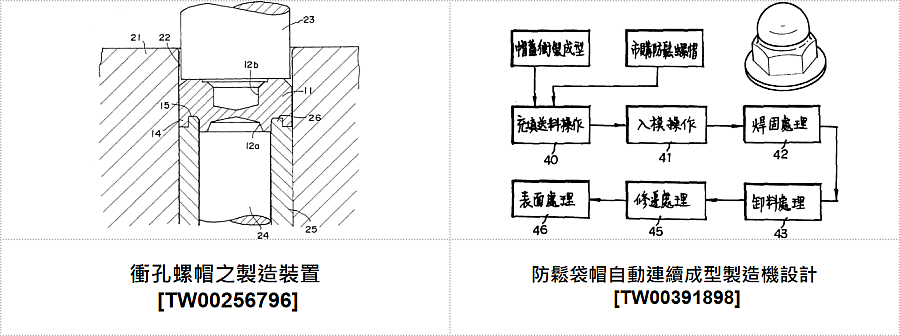
五、以『螺帽』(B21K001/64)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/64)之專利包括『衝孔螺帽之製造裝置、防鬆袋帽自動連續成型製造機設計』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 衝孔螺帽之製造裝置 [ TW00256796 ] :
本發明,係有關螺帽本身將衝穿金屬板,鉚合衝穿孔的周緣而固著之衝孔螺帽之製造裝置。 其目的,在提供能夠大量生產尺寸精確度高,根據領導部的衝穿良好,且能得到一定之大的緊箝力之高品質的衝孔螺帽之製造裝置。 主要係,在包含螺絲底孔12的螺帽本體之中央部份設置端面將做為衝穿金屬板的衝頭機能之筒狀領導部13,同時設置沿著前述螺帽本體的外周緣如包圍前述領導部地突出之側壁14,在前述領導部13和前述側壁14之間形成環狀溝15的螺帽胚料11之下一工程。 在前述螺帽胚料11的衝穿前述螺絲底孔12之衝孔衝頭33的基部將設置遞變壁34,一方面,在外嵌前述衝孔衝頭33之第1筒狀嵌入物35的端面設有插入到前述環狀溝15之環狀突起36,和根據前述遞變壁34把前述領導部13的端面部份向半徑方向推寬而畫定前述環狀溝15之前述領導部13的周側壁面傾斜而使前述環狀溝15形成底寬之楔形溝,同時在前述環狀突起36的內 側面具有構成使之擋接在前述領導部13的端面外周緣13a而規劃之衝模。
02. 防鬆袋帽自動連續成型製造機設計 [ TW00391898 ] :
本發明係一種防鬆袋帽自動連續成型製造機設計,尤指一種防鬆袋帽連續成型製作之機具設計,主要於工作平台中央組裝一旋轉盤,盤面上等分設有數支管狀模具組,盤面底部由減速機控制渦桿傳動機構,使能做寸放的轉動;盤具兩側分別設留一篩選機,供分別順序輸送帽蓋與尼龍防鬆螺帽等構件順序供料,在將帽蓋入模後再將螺帽置入到結合模具組內,使帽蓋口緣與螺帽頂緣做相對貼合定位,待盤具旋轉到電極焊合點,依電極棒向下壓持接觸通電,使兩構件可於貼合面部份做瞬間通電加熱熔接接合,達到安全袋帽的自動連續產製目的。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----