
2025-05-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2025-05-No-1):
#技術主題 : #積層製造技術在螺紋結合技術之應用
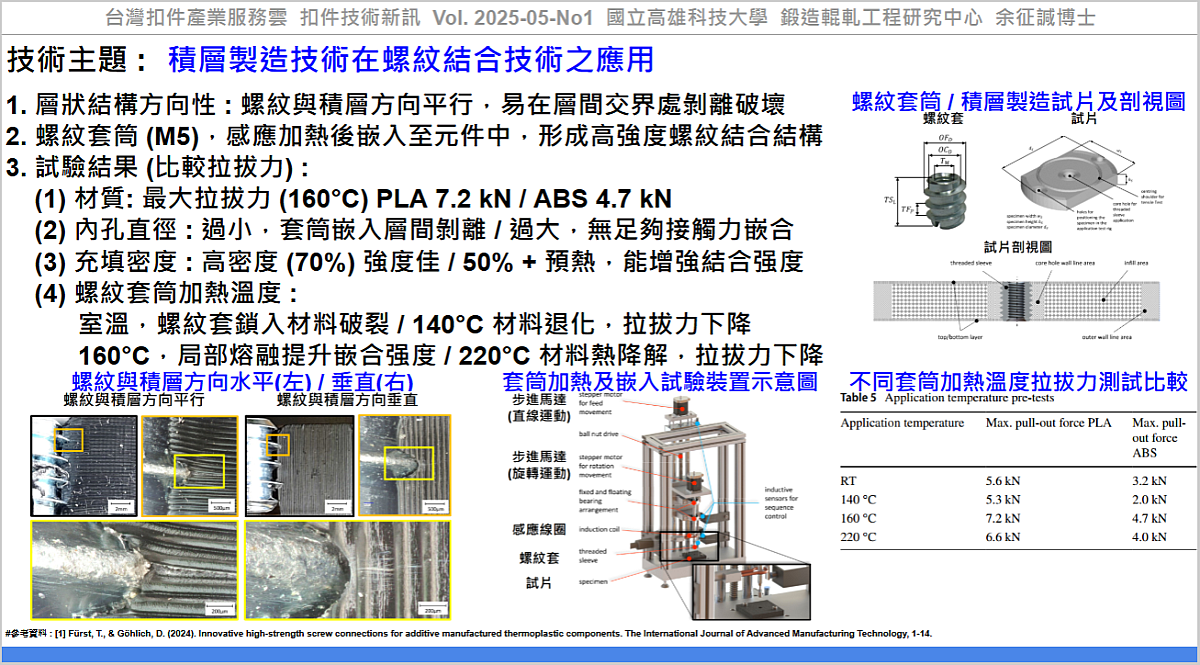
積層製造技術(Additive Manufacturing)具備高設計自由度,適合客製化、少量多樣或高複雜度的產品製造,有助於研發及原型驗證,使用材料擠出(material extrusion,MEX)積層製造技術製造連接元件,在承受高負載時,要考慮其層狀結構的方向性,當螺紋方向與積層方向平行時,容易在層間交界處造成剝離破壞,此類高負載元件常以螺紋連接與其他元件結合,此螺紋連接處常發生破壞而成為其可用性的限制因素。
Furst 等人[1]提出將一預熱之金屬內外螺紋套筒(內螺紋M5),透過一感應加熱裝置,加熱後嵌入至積層製造元件中,以形成高強度的螺紋鎖固結構;積層製造設備為 Ultimaker S5。試驗參數有:
1. 常見積層製造材料:PLA(聚乳酸)、ABS樹脂(丙烯腈-丁二烯-苯乙烯共聚物)。
2. 鎖固孔直徑:7.8、8.0 mm。
3. 充填密度:50、70 %
4. 螺紋套筒加熱溫度:室溫、140、160、220°C。
從拉拔力試驗結果知:
1. 材質比較:
(1)PLA:拉拔力從5.6kN(室溫)提升至 7.2 kN(160°C),適用於高剛性應用。
(2)ABS:拉拔力從3.2 kN(室溫)提升至4.7 kN(160°C),提升幅度47%,適用於需兼顧柔韌與黏結能力之應用。
2. 鎖固內孔直徑:
(1)孔徑過小(如7.4、7.6mm,小於螺紋套筒的外徑 7.7mm),套筒嵌入時會造成層間剝離與結構破壞,降低鎖固強度。
(2)孔徑過大,無法產生足夠的接觸壓力進行嵌合,導致結合鬆脫。
(3)實驗中以7.8 mm 與 8.0 mm 內孔直徑作為適當範圍,能平衡插入力與鎖固力,提升拉拔強度並避免發生破壞。
3. 充填密度
(1)較高填充(70%)整體強度表現較佳。
(2)使用螺紋套筒預熱技術,能有效增強壁材與內部結構之連結,50%填充密度能達到相近甚至更高之拉拔力。
4. 螺紋套筒加熱溫度:
(1)室溫:螺紋套筒鎖入過程中容易造成材料裂縫與預損,PLA拉拔力僅5.6 kN、ABS為3.2 kN。
(2)加熱:140°C時,未達材料最佳熔融區間,導致PLA輕微退化、ABS結合不穩,拉拔力未見提升甚至下降。160°C為最佳條件,能使材料局部熔融,螺紋套筒與熱塑性材料之間產生熔接與機械嵌合效果,PLA提升至7.2 kN,ABS至4.7 kN。在220°C時,溫度過高導致材料熱降解、氣孔產生或碳化,結構穩定性下降,PLA與ABS拉拔力皆呈下降趨勢,顯示應用溫度須嚴格控制以達最佳結合強度。
此技術論文將預熱的金屬螺紋套筒嵌入MEX積層製造構件中,使其產生高結合強度的內部螺紋結構,能避免在安裝過程中因積層間脆弱處造成的損傷。藉由系統化的參數測試與拉拔實驗,證實這種加熱應用技術在提升拉拔力與整體結構強度方面具有顯著效果,具有節省材料、重量減輕及列印時間縮短等多重效益。
應用該技術,可協助產業透過『積層製造技術在螺紋結合技術之應用』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Fürst, T., & Göhlich, D. (2024). Innovative high-strength screw connections for additive manufactured thermoplastic components. The International Journal of Advanced Manufacturing Technology, 1-14., https://link.springer.com/article/10.1007/s00170-024-14746-7
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2025-05-No1, 積層製造技術在螺紋結合技術之應用, https://www.tw-fastener.com/tfsc/knowledge/BLP_87c809f9-5a73-46b8-abf2-feca39a39008
----
Tag: #Fastener, #ThreadedInsert, #AdditiveManufacturing, #ProcessDesign, #Screw.
----