
2026-03-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2026-03-No-2):
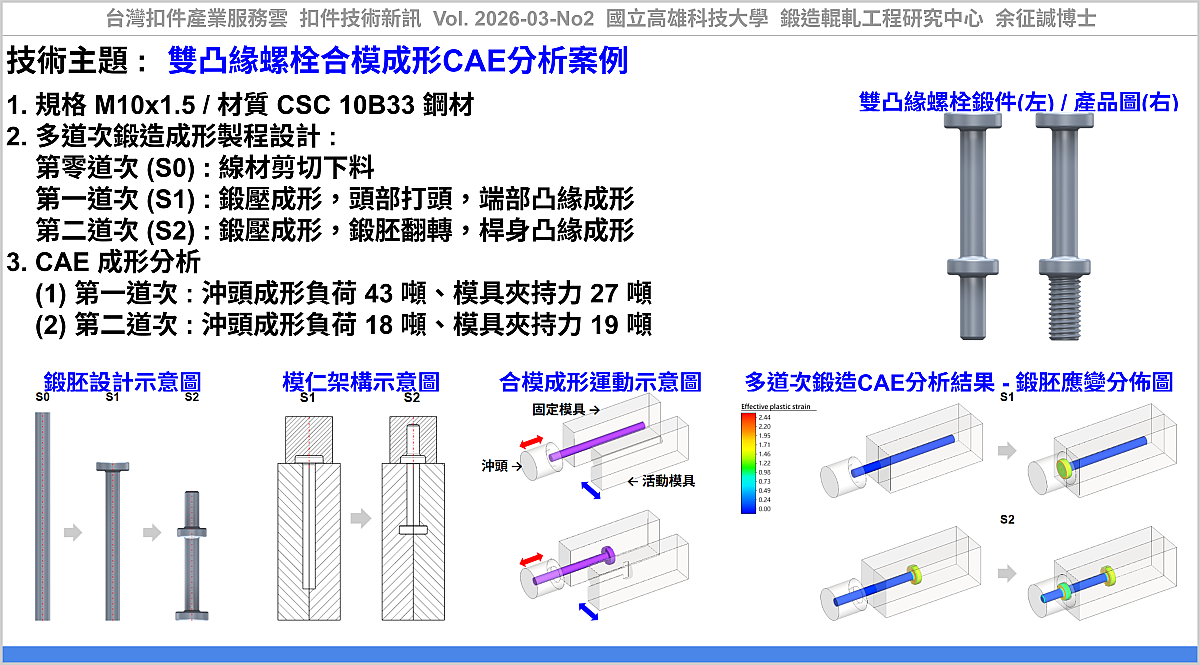
#技術主題 : #雙凸緣螺栓合模成形CAE分析案例
雙凸緣螺栓(double flange bolt)為一體式功能型扣件,於單一螺栓上整合兩個凸緣,可同時具備鎖固、定位、止擋及擴大承壓面等功能,廣泛應用於汽車、機械設備、板金件及各類特殊連接結構。傳統製程中,通常先以鍛造方式成形端部凸緣,再透過切削加工製作桿身凸緣,最後以搓牙方式成形螺紋,此製程存在材料浪費高與加工時間長等問題,影響整體生產效率。另一種方式為採用『合模成形機』進行複動成形。其作法是利用一對水平(徑向)對開模具夾持鍛胚,並透過軸向運動的沖頭施加壓力,使鍛胚產生塑性變形,進而成形桿身凸緣(類似打頭製程)。
本期CAE案例為『雙凸緣螺栓合模成形』CAE分析案例,在螺栓頭部及桿身段,分別具有凸緣特徵(外徑18x厚度5mm、外徑16x厚度5mm),桿身凸緣側有M10x1.5之外螺紋,螺栓全長70mm、螺栓材質為中碳硼鋼 10B33 球化材。
製程設計為:
第零道次 (S0) : 線材剪切下料。
第一道次 (S1) : 頭部凸緣鍛壓成形。
第二道次 (S2) : 鍛胚翻轉,桿身凸緣鍛壓成形。
從有限元素分析CAE結果知,
(1) 第一道次:沖頭成形負荷 43 噸、模具夾持力 27 噸。
(2) 第二道次:沖頭成形負荷 18 噸、模具夾持力 19 噸。
利用CAE分析軟體進行雙凸緣螺栓的合模成形模擬,可在無需實際試模的情況下,預先掌握材料流動、塑性應變分布及成形負荷等關鍵資訊。分析結果顯示,鍛胚端部凸緣為主要變形區,屬於大應變區域。此區域對沖頭磨損影響顯著,亦較容易導致鍛胚凸緣產生破裂。未來可針對鍛胚預成形、模具設計及設備結構進行優化。透過系統性改善,可有效減少開模試錯次數,降低材料浪費,同時延長模具使用壽命,並提升成品品質的穩定性。
#CAE分析動畫:
1. 雙凸緣螺栓合模成形 - 模具及鍛胚等效應變分佈影片 [ https://youtu.be/9WMS9mFZr78 ]
2. 雙凸緣螺栓合模成形- 鍛胚等效應變分佈影片 [ https://youtu.be/M0qA3WHaYmg ]
應用該技術,可協助產業透過『雙凸緣螺栓合模成形CAE分析案例』,建立『CAE成形分析』之技術能量及相關研究開發之參考資料。
根據公開的網頁及專利資訊,可提供相關類似技術與產品之公司,如:智富機械有限公司、智品精密機械有限公司、毅鋼企業股份有限公司、侑城股份有限公司 ... 等公司
----
#參考資料:
[1] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2026-03-No2, 雙凸緣螺栓合模成形CAE分析案例, https://www.tw-fastener.com/tfsc/knowledge/BLP_256e577c-a1b2-4bf4-b03f-df07e1e6804d
----
Tag: #Fastener, #Bolt, #Forging, #CAE, #Screw.
----
#Further Information :
#Article Type : Technical Paper Review, Patent, Summary.
#Title : CAE Case Study of Double-Flange Bolt Upset Forging Using Split Dies
#Product : Bolt, Self-clinching Bolt.
#Technology : Multi-Stage Forging, Process design, Die design,
#Process Design : Coil cutting, Heading, Upsetting, Forward extrusion, Backward extrusion.
#Benefit : High production efficiency, Low material waste, High material usage.
----