
2023-09-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-09-No-2):
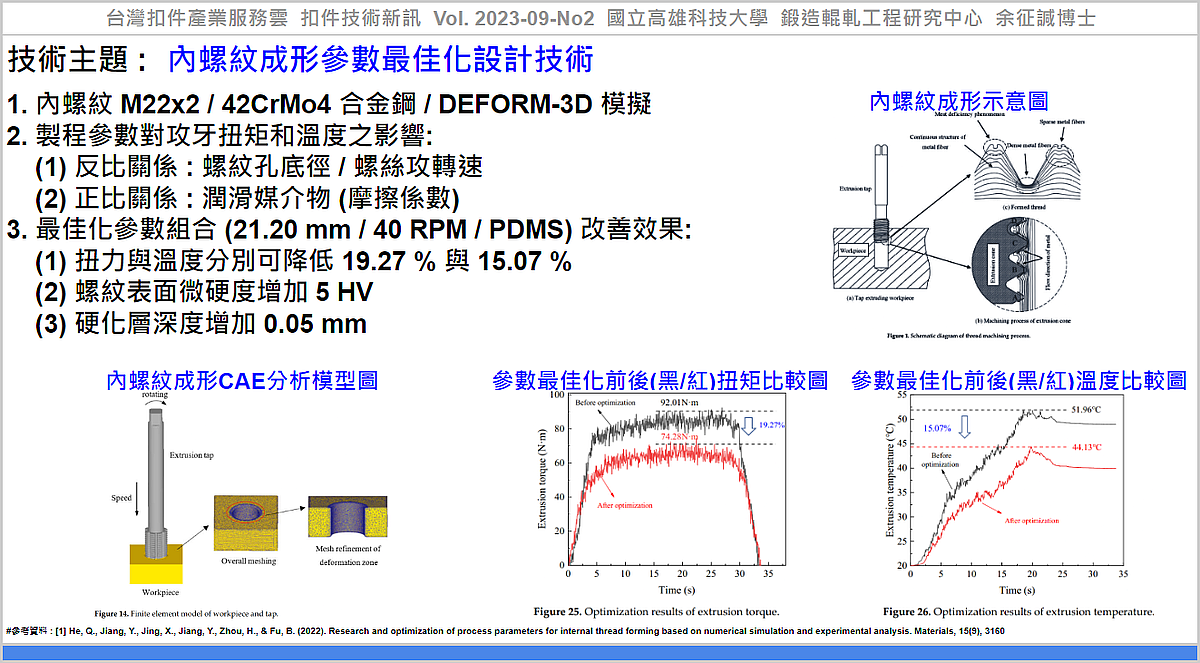
#技術主題 : #內螺紋成形參數最佳化設計技術
為提高內螺紋成形品質,並降低螺紋成形時的攻牙扭矩與溫度。
He 等人[1],利用 DEFORM-3D 模擬內螺紋攻牙製程,內螺紋尺寸為 M22x2,材質是 42CrMo4 鉻鉬合金鋼,透過16組直交實驗參數組合(L16 (4^3),探討製程參數對攻牙扭矩和溫度之影響,製程參數包括螺紋孔底徑、螺絲攻轉速、潤滑媒介物(摩擦係數不同);從分析結果知,攻牙扭矩及溫度與螺紋孔底徑成反比、與螺絲攻轉速成正比、與潤滑媒介物成正比。最佳化參數組合為螺紋孔底徑 21.20 mm、螺絲攻轉速 40 RPM、潤滑媒介物為聚二甲基矽氧烷(PDMS),與原始參數條件(底徑21.15mm、轉速50RPM、10號機油潤滑液)透過實驗比較,最佳化參數組合之扭力與溫度分別可降低19.27%與15.07%、螺紋表面微硬度增加 5HV、硬化層深度增加 0.05mm,結果顯示最佳化製程參數所得之內螺紋具有較佳品質。
以下為細節説明:
1. 製程參數及其水準值:
(1) 螺紋孔底徑:21.05 / 21.10 / 21.15 / 21.20 mm
(2) 螺絲攻轉速:30 / 40 / 50 / 60 RPM
(3) 潤滑媒介物:聚二甲基矽氧烷(PDMS polydimethylsiloxane coolant) / 10#/20#/30# 號數機油
2. 製程參數對攻牙扭矩及溫度之影響 (分析結果):
(1) 螺紋孔底徑,與扭力及溫度成反比(孔越大,扭力及溫度越低)
(2) 螺絲攻轉速,與扭力及溫度成正比(轉越快,扭力及溫度越高)
(2) 潤滑媒介物,與扭力及溫度成正比(摩擦係數高,扭力及溫度越高)
3. 製程參數對攻牙扭矩及溫度之影響程度 (分析結果):
(1)對扭力之影響程度:螺紋孔底徑>螺絲攻轉速>潤滑媒介物
(2)對溫度之影響程度:螺紋孔底徑>潤滑媒介物>螺絲攻轉速
應用該技術,可協助產業透過『內螺紋成形參數最佳化設計技術』,建立『內螺紋成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] He, Q., Jiang, Y., Jing, X., Jiang, Y., Zhou, H., & Fu, B. (2022). Research and optimization of process parameters for internal thread forming based on numerical simulation and experimental analysis. Materials, 15(9), 3160.
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-09-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_96115410-5c26-4250-8327-22b1f372ef6a
----
Tag: #Fastener, #Thread.
----