
2025-04-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2025-04-No-2):
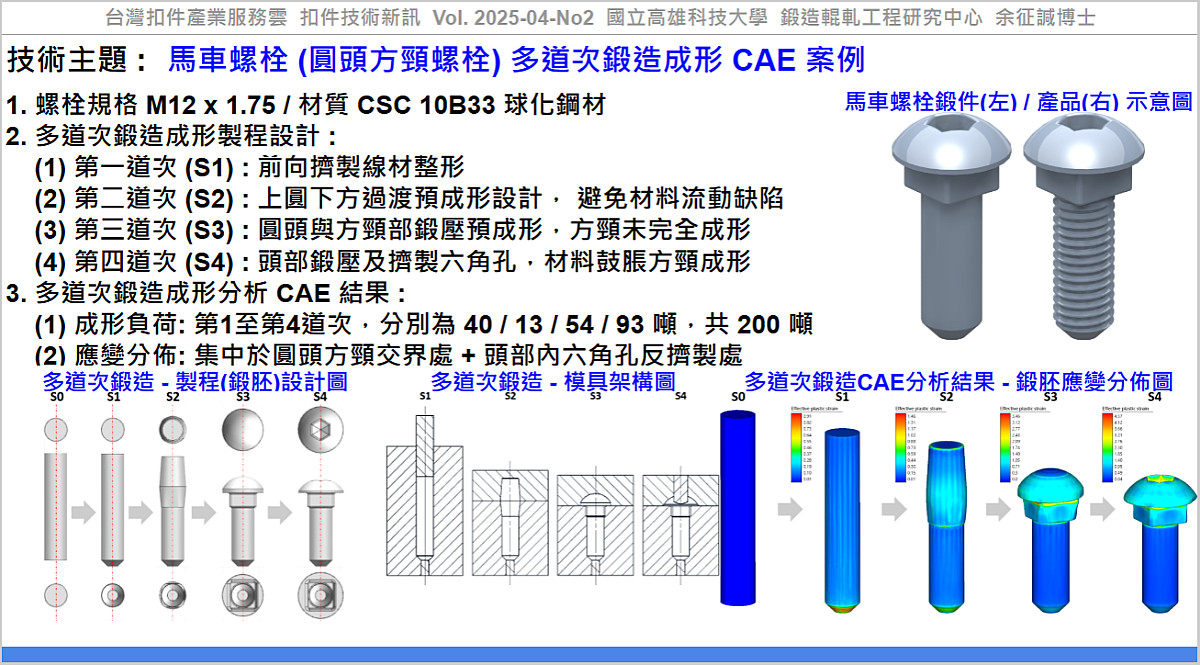
#技術主題 : #馬車螺栓 (圓頭方頸螺栓) 多道次鍛造成形 CAE 案例
馬車螺栓(圓頭方頸螺栓,Carriage Bolt)具有圓頂頭部、方形頸部與螺紋部(桿身部)的螺栓。使用時,方頸部能嵌入木材或金屬中的方形孔洞,防止螺栓在鎖緊過程中發生旋轉。馬車螺栓在鍛造過程中,由於其圓頭方頸的特殊幾何特徵,容易在成形時出現材料流動不均的情況,導致頭部與頸部的過渡區,容易產生裂紋或疊料等缺陷,進而影響產品的機械性能。
在此馬車螺栓多道次鍛造成形CAE案例中,螺栓規格為 M12x1.75、材質為中鋼 10B33球化鋼材,採用多道次冷鍛成形,其成形製程包括:
第零道次 (S0):線材剪切下料。
第一道次 (S1):前向擠製成形,進行線材整形。
第二道次 (S2):鍛壓成形,分配頭部、方頸部、桿身部體積。將頭部與方頸部間,預成形設計為上圓下方的自然過渡形狀,避免材料流動發生疊料缺陷。
第三道次 (S3):鍛壓成形,圓頭與方頸部預成形,方頸未完全成形。
第四道次 (S4):頭部擠製六角孔成形,材料向下及向外鼓脹成形方頸,將頭部圓頭鍛壓至目標尺寸。
從有限元素分析CAE結果知:
1. 成形負荷,第一至第四道次,分別為 40 / 13 / 54 / 93 噸,合計 200 噸。
2. 各道次應變分佈:
(1) 第一道次:下料後擠製整形,主要變形(應變)集中在鍛胚下方縮徑處。
(2) 第二道次:胚料上半部,由圓柱形壓縮鼓脹為上圓下方的過渡形狀,主要應變區為與模具接觸的方形過渡面。
(3) 第三道次:胚料由上圓下方過渡形狀,鍛壓為圓頭方頸形狀,方頸未完全成形,應變集中在圓頭方頸交界處。
(4) 第四道次:上沖頭反擠製頭部六角孔,材料向下及向外鼓脹成形方頸,並將頭部圓頭鍛壓至目標高度,應變集中在反擠製沖頭承面區與圓頭方頸交界處。
利用CAE分析軟體,進行馬車螺栓多道次鍛造成形分析,可在不實際試模的情況下,預測材料流動、塑性應變分佈、成形負荷等資訊,如在鍛胚高應變區,即材料激烈變形區,此處對於模具磨損及破壞之影響甚大,未來可針對鍛胚預成形及模具設計進行改善優化設計,以減少開模試錯次數、降低材料浪費、提升模具壽命與成品品質穩定性。
應用該技術,可協助產業透過『馬車螺栓 (圓頭方頸螺栓) 多道次鍛造成形 CAE 案例』,建立『製程監控技術』之技術能量及相關研究開發之參考資料。
----
#馬車螺栓多道次鍛造成形 CAE 分析動畫 [ https://youtu.be/oGxpfAEH2ts ]
----
#參考資料:
[1] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2025-04-No2, 馬車螺栓 (圓頭方頸螺栓) 多道次鍛造成形 CAE 案例, https://www.tw-fastener.com/tfsc/knowledge/BLP_6c06e035-3bc4-4537-942b-1fa8eff7b17c
----
Tag: #Fastener, #Bolt, #CAE, #CaseStudy, #Screw.
----