
2025-07-主題式專利分析

各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2025-07-Q2):
#主題:#螺栓鍛造成形技術專利分析
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)、鉚釘(rivet)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。
螺栓之幾何特徵包括頭部、桿身部與螺紋部,主要與螺帽搭配使用,將結構或零件牢固緊密地連結在一起。螺栓製造方法以多道次鍛造成形為主,主要道次有線材剪切下料、頭部預成形、頭部精整成形、頭部切邊加工,以及利用搓牙成形螺紋,使用鍛造成形可以有效地控制尺寸並提升抗疲勞性能,適合量產與需要高精度零件的應用,需透過合理鍛造製程設計與模具設計以避免裂紋、疊料等成形缺陷及模具壽命使用問題。
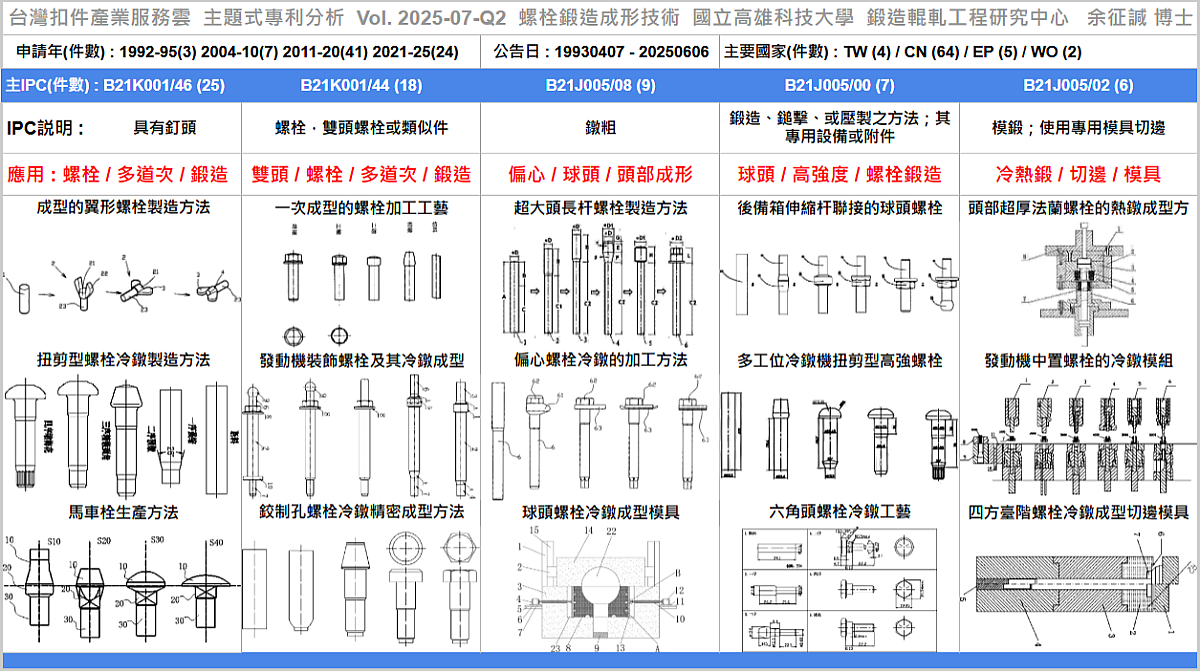
本期以『螺栓鍛造成形技術』為題進行專利檢索與分析,包括六角螺栓鍛造成形、螺栓多道次鍛造成形、異型 (特殊) 螺栓鍛造成形、方頸 (馬車) 螺栓、球頭螺栓鍛造成形、頭部 (打頭) 成形、特殊合金材料螺栓成形技術、沖切 (沖孔 / 切邊) 模具設計、熱成形、內孔螺栓鍛造成形等技術。以下為本期主題式專利分析,詳細專利資訊請參閱專利清單。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, https://www.tw-fastener.com/tfsc/knowledge/BLP_5c75f47c-9cf9-4abb-aa4b-23b1785c0f1c
[2] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1kWMd0jNoBYGcObNih1_zolMOxontxl3Q/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, 專利説明書 PDF, https://drive.google.com/drive/folders/1BBGAP3DrTBTNVp2eHP1mL8DPZNx4xwu9?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_5c75f47c-9cf9-4abb-aa4b-23b1785c0f1c )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
一、專利檢索
本次專利檢索利用台灣之專利智慧財產局資料庫,於標題及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為 75 件。
1. 專利資料庫:台灣(TW)、美國(US)、中國(CN)、歐洲(EP)、世界(WO)。
2. 專利檢索條件:
TTL:(Bolt 螺栓) AND TTL:(鍛 鐓 Forging 成形 成型 Forming 生產 製造 Producing Manufacturing) AND TTL:(模具 方法 工藝 Die Tool Method) AND MIPC:(B21J005 B21K001)
----
二、專利權人分析
根據專利權人國家別分析統計資料(詳細專利資訊請參閱專利清單),各申請國之專利件數,分別為:台灣(TW)4件、中國(CN)64件、歐洲(EP)5件、世界(WO)2件。利用專利權人及專利主IPC,進行技術分類與各專利權人之專利佈局,其中以『具有釘頭』(B21K001/46) 為主要技術,著重在:汽車緊固件、深內六方孔螺栓、翼形螺栓、扭剪型螺栓、T型螺栓、連接螺栓、內六角螺栓、法蘭螺栓、瞄準螺栓、T型高溫合金螺栓、馬車栓、方頸螺栓、六角法蘭螺栓、異型頭螺栓、短粗杆螺栓、蝸杆軸螺栓、有槽螺栓等產品之製造技術。
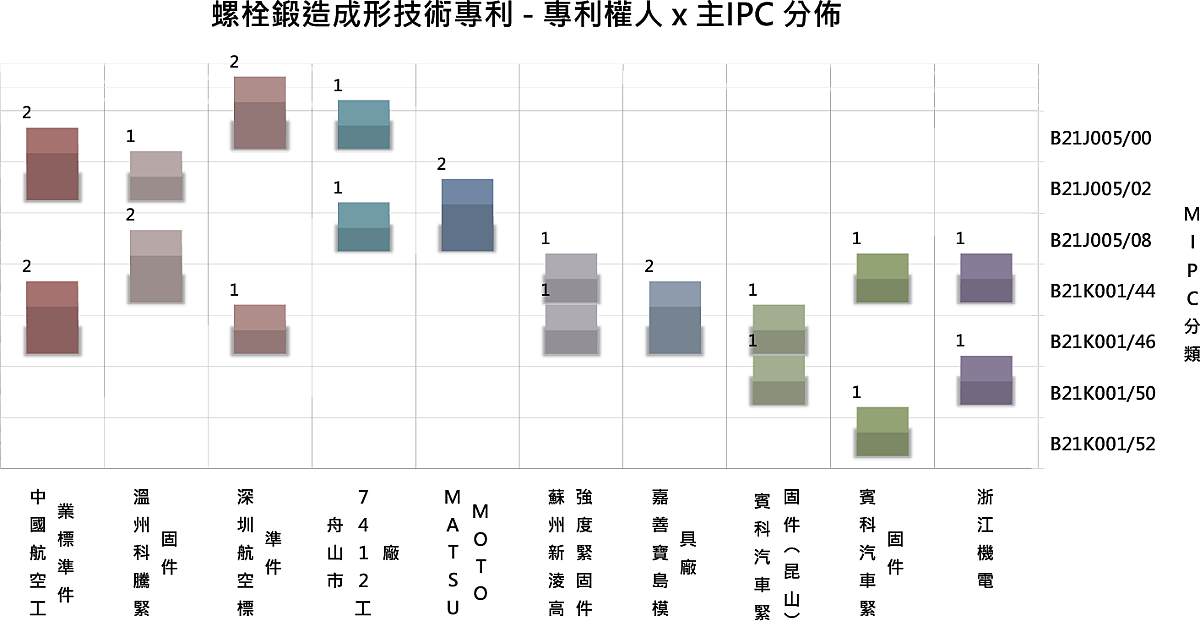
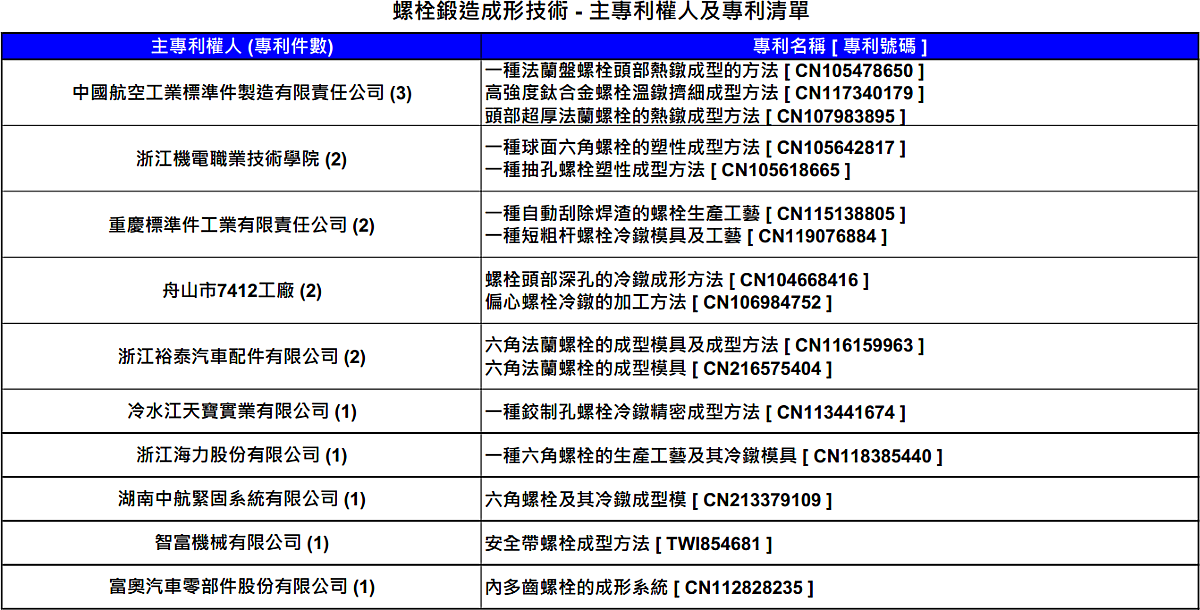
專利權人以:中國航空工業標準件製造有限責任公司 (3件)、浙江機電職業技術學院 (2件)、重慶標準件工業有限責任公司 (2件)、舟山市7412工廠 (2件)、浙江裕泰汽車配件有限公司 (2件)、等專利權人擁有較多專利(參考下表)。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)
----
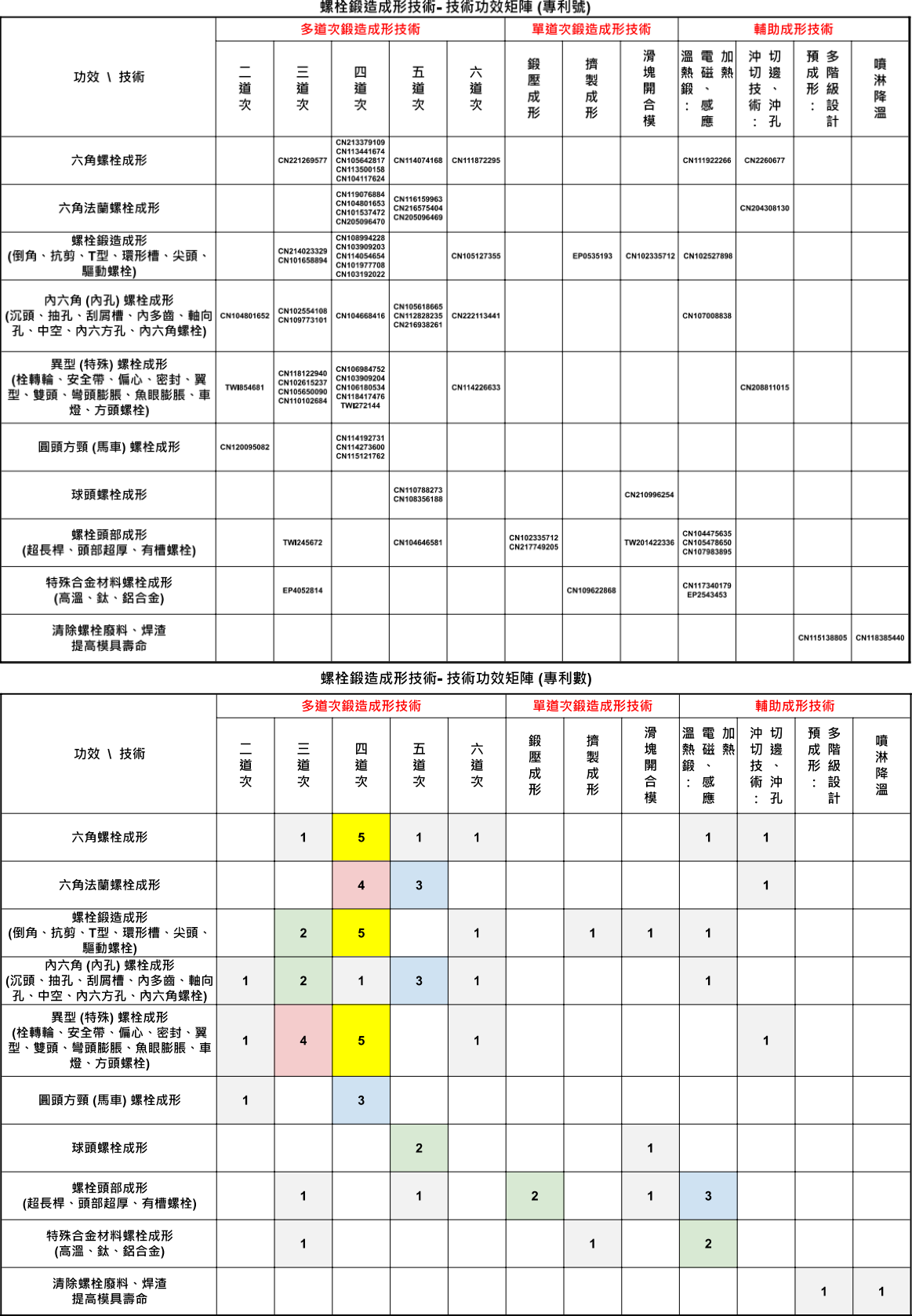
三、技術功效分析
透過解析專利説明文件,建立專利之技術與功效矩陣(如下圖),包括『六角螺栓鍛造成形、螺栓多道次鍛造成形、異型 (特殊) 螺栓鍛造成形、方頸 (馬車) 螺栓、球頭螺栓鍛造成形、頭部 (打頭) 成形、特殊合金材料螺栓成形技術、沖切 (沖孔 / 切邊) 模具設計、熱成形、內孔螺栓鍛造成形』等技術領域,可達成主要功效有:製造六角螺栓、六角法蘭螺栓、螺栓(倒角、抗剪、T型、環形槽、尖頭、驅動螺栓)、內六角 (內孔) 螺栓 (沉頭、抽孔、刮屑槽、內多齒、軸向孔、中空、內六方孔、內六角螺栓)、異型 (特殊) 螺栓(栓轉輪、安全帶、偏心、密封、翼型、雙頭、彎頭膨脹、魚眼膨脹、車燈、方頭螺栓)、圓頭方頸 (馬車) 螺栓、球頭螺栓、螺栓頭部成形 (超長桿、頭部超厚、有槽螺栓)、特殊合金材料螺栓成形(高溫、鈦、鋁合金) 及清除螺栓廢料、焊渣、提高模具壽命等功效。
以下為各專利之技術功效摘要説明,詳細專利資訊請參閱專利清單。
----
3.1 六角螺栓鍛造成形
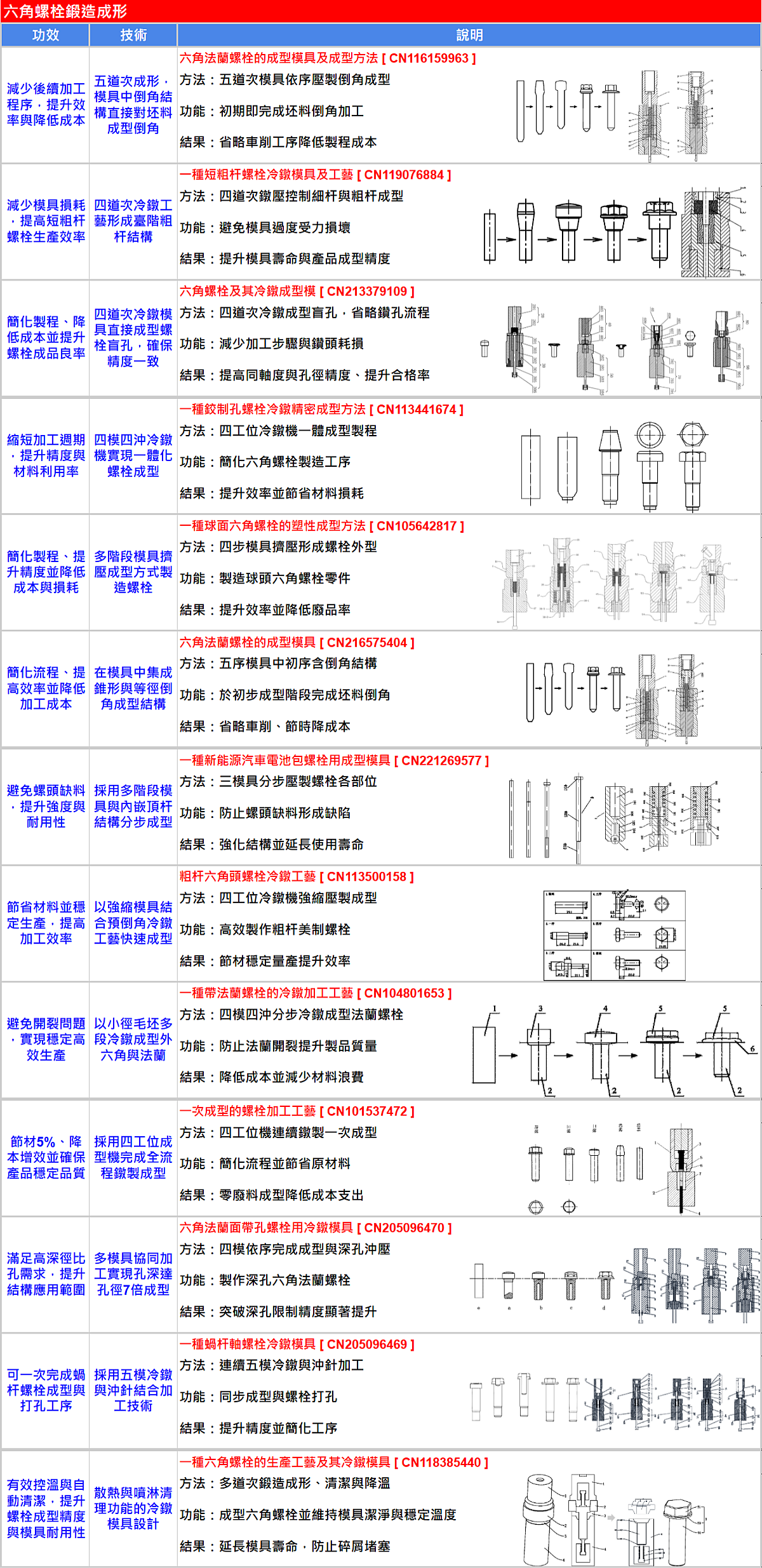
*利用五道次成形,模具中倒角結構直接對坯料成型倒角,減少後續加工程序,提升效率與降低成本 [ CN116159963 ]
*利用四道次冷鐓工藝形成臺階粗杆結構,減少模具損耗,提高短粗杆螺栓生產效率 [ CN119076884 ]
*利用四道次冷鐓模具直接成型螺栓盲孔,確保精度一致,簡化製程、降低成本並提升螺栓成品良率 [ CN213379109 ]
*利用四模四沖冷鐓機實現一體化螺栓成型,縮短加工週期,提升精度與材料利用率 [ CN113441674 ]
*利用多階段模具擠壓成型方式製造螺栓,簡化製程、提升精度並降低成本與損耗 [ CN105642817 ]
*利用在模具中集成錐形與等徑倒角成型結構,簡化流程、提高效率並降低加工成本 [ CN216575404 ]
*利用採用多階段模具與內嵌頂杆結構分步成型,避免螺頭缺料,提升強度與耐用性 [ CN221269577 ]
*利用以強縮模具結合預倒角冷鐓工藝快速成型,節省材料並穩定生產,提高加工效率 [ CN113500158 ]
*利用以小徑毛坯多段冷鐓成型外六角與法蘭,避免開裂問題,實現穩定高效生產 [ CN104801653 ]
*利用採用四工位成型機完成全流程鐓製成型,節材5%、降本增效並確保產品穩定品質 [ CN101537472 ]
*利用多模具協同加工實現孔深達孔徑7倍成型,滿足高深徑比孔需求,提升結構應用範圍 [ CN205096470 ]
*利用採用五模冷鐓與沖針結合加工技術,可一次完成蝸杆螺栓成型與打孔工序 [ CN205096469 ]
*利用散熱與噴淋清理功能的冷鐓模具設計,有效控溫與自動清潔,提升螺栓成型精度與模具耐用性 [ CN118385440 ]
----
3.2 螺栓多道次鍛造成形
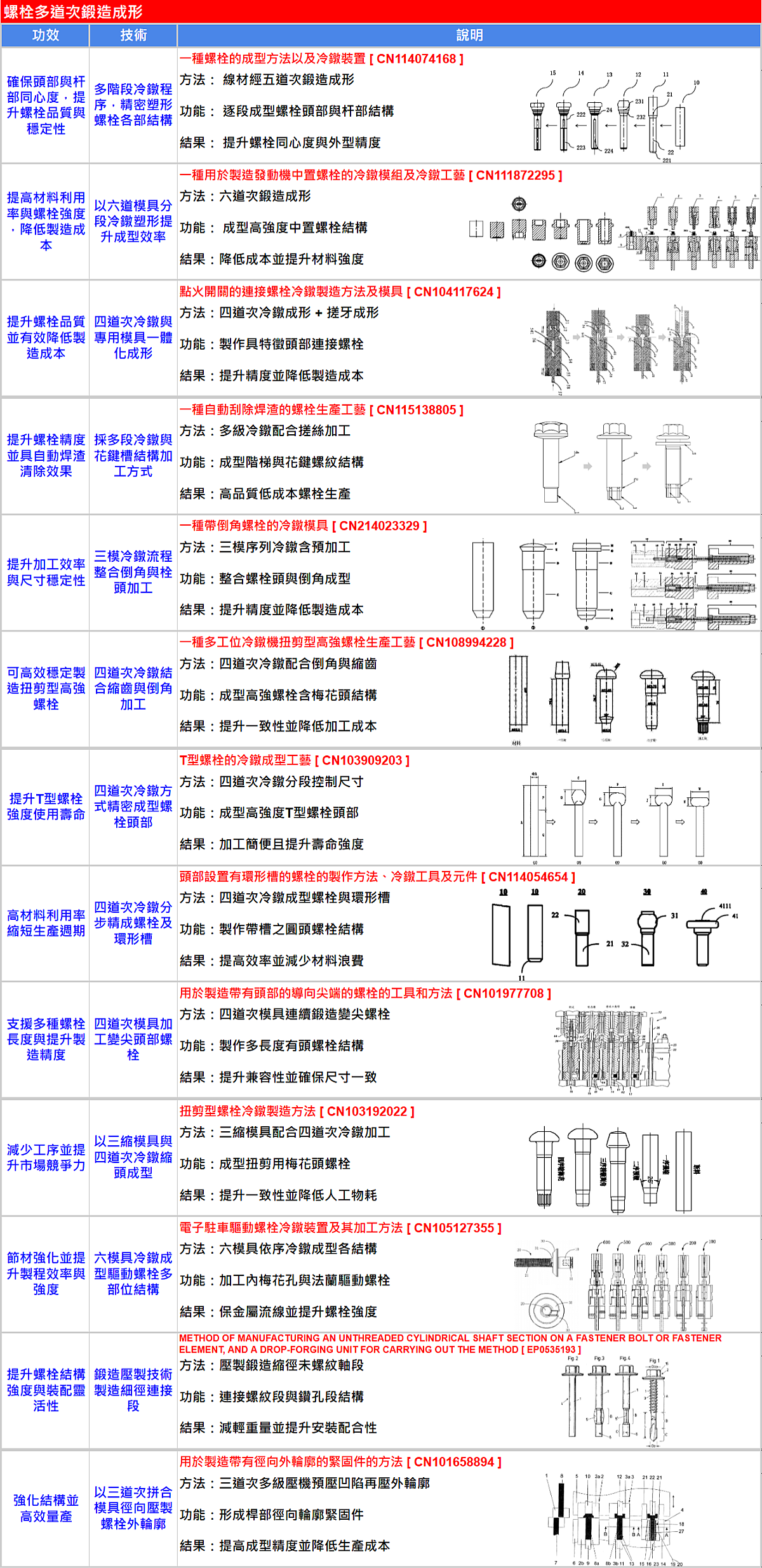
*利用多階段冷鐓程序,精密塑形螺栓各部結構,確保頭部與杆部同心度,提升螺栓品質與穩定性 [ CN114074168 ]
*利用以六道模具分段冷鐓塑形提升成型效率,提高材料利用率與螺栓強度,降低製造成本 [ CN111872295 ]
*利用四道次冷鐓與專用模具一體化成形,提升螺栓品質並有效降低製造成本 [ CN104117624 ]
*利用採多段冷鐓與花鍵槽結構加工方式,提升螺栓精度並具自動焊渣清除效果 [ CN115138805 ]
*利用三模冷鐓流程整合倒角與栓頭加工,提升加工效率與尺寸穩定性 [ CN214023329 ]
*利用四道次冷鐓結合縮齒與倒角加工,可高效穩定製造扭剪型高強螺栓 [ CN108994228 ]
*利用四道次冷鐓方式精密成型螺栓頭部,提升T型螺栓強度使用壽命 [ CN103909203 ]
*利用四道次冷鐓分步精成螺栓及環形槽,高材料利用率縮短生產週期 [ CN114054654 ]"
*利用四道次模具加工變尖頭部螺栓,支援多種螺栓長度與提升製造精度 [ CN101977708 ]
*利用以三縮模具與四道次冷鐓縮頭成型,減少工序並提升市場競爭力 [ CN103192022 ]
*利用六模具冷鐓成型驅動螺栓多部位結構,節材強化並提升製程效率與強度 [ CN105127355 ]
*利用鍛造壓製技術製造細徑連接段,提升螺栓結構強度與裝配靈活性 [ EP0535193 ]
*利用以三道次拼合模具徑向壓製螺栓外輪廓,強化結構並高效量產 [ CN101658894 ]
----
3.3 異型 (特殊) 螺栓鍛造成形
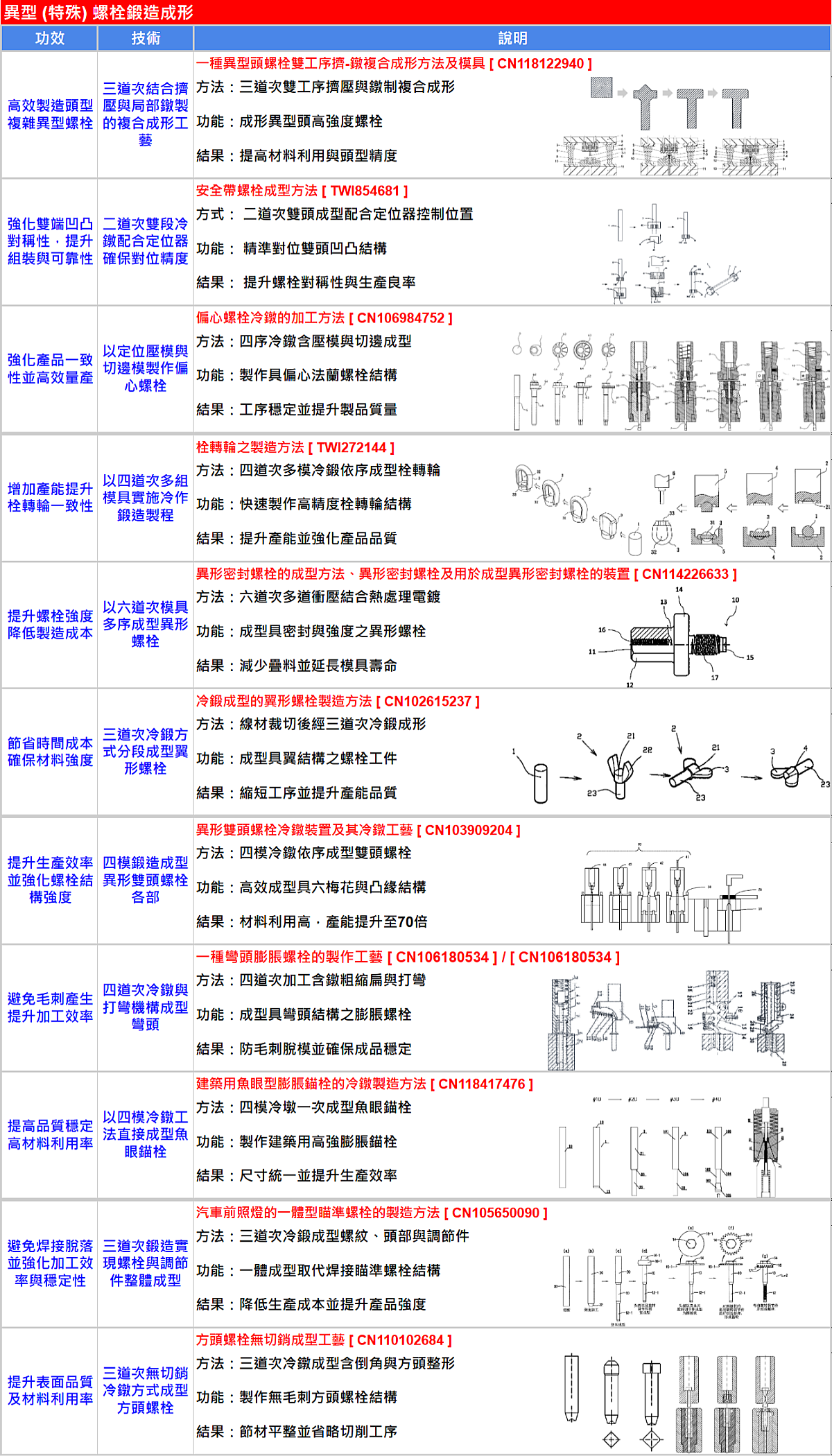
*利用三道次結合擠壓與局部鐓製的複合成形工藝,高效製造頭型複雜異型螺栓 [ CN118122940 ]
*利用二道次雙段冷鐓配合定位器確保對位精度,強化雙端凹凸對稱性,提升組裝與可靠性 [ TWI854681 ]
*利用以定位壓模與切邊模製作偏心螺栓,強化產品一致性並高效量產 [ CN106984752 ]
*利用以四道次多組模具實施冷作鍛造製程,增加產能提升栓轉輪一致性 [ TWI272144 ]
*利用以六道次模具多序成型異形螺栓,提升螺栓強度降低製造成本 [ CN114226633 ]
*利用三道次冷鍛方式分段成型翼形螺栓,節省時間成本確保材料強度 [ CN102615237 ]
*利用四模鍛造成型異形雙頭螺栓各部,提升生產效率並強化螺栓結構強度 [ CN103909204 ]
*利用四道次冷鐓與打彎機構成型彎頭,避免毛刺產生提升加工效率 [ CN106180534 ]
*利用以四模冷鐓工法直接成型魚眼錨栓,提高品質穩定高材料利用率 [ CN118417476 ]
*利用三道次鍛造實現螺栓與調節件整體成型,避免焊接脫落並強化加工效率與穩定性 [ CN105650090 ]
*利用三道次無切銷冷鐓方式成型方頭螺栓,提升表面品質及材料利用率 [ CN110102684 ]
----
3.4 方頸 (馬車) 螺栓
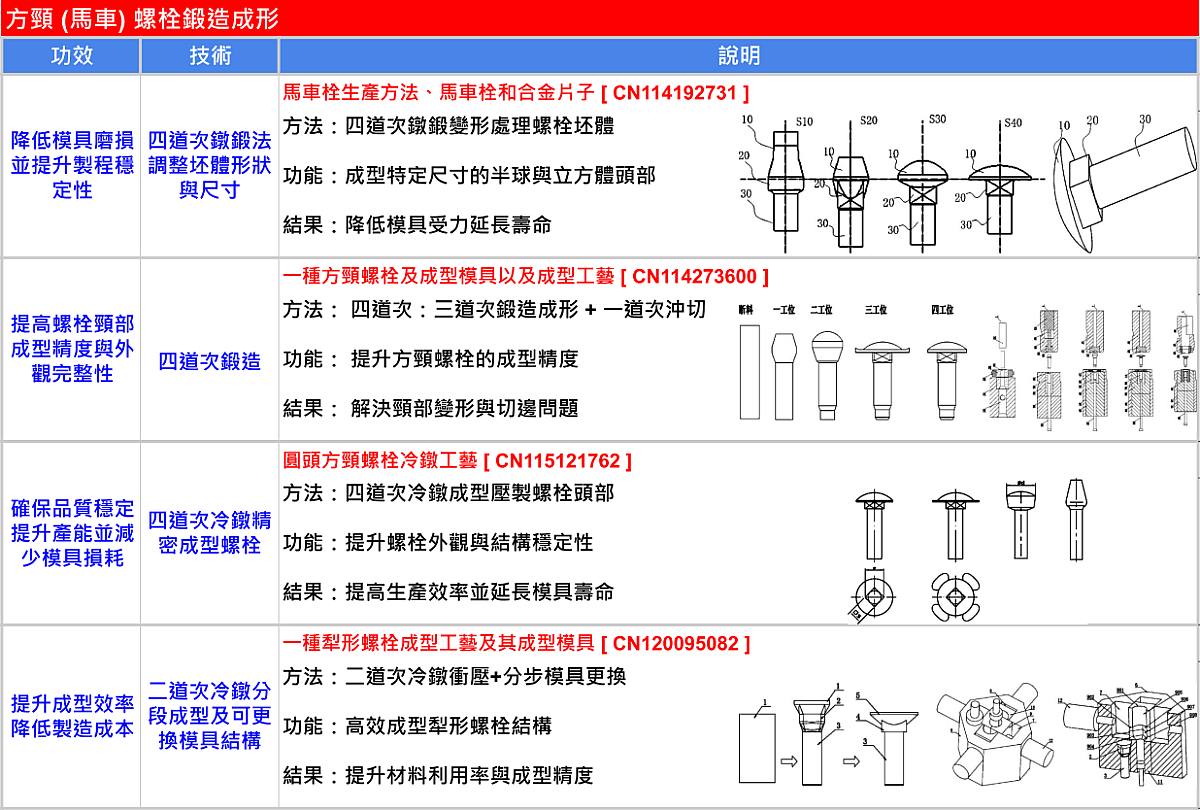
*利用四道次鐓鍛法調整坯體形狀與尺寸,降低模具磨損並提升製程穩定性 [ CN114192731 ]
*利用四道次鍛造,提高螺栓頸部成型精度與外觀完整性 [ CN114273600 ]
*利用四道次冷鐓精密成型螺栓,確保品質穩定提升產能並減少模具損耗 [ CN115121762 ]
*利用二道次冷鐓分段成型及可更換模具結構,提升成型效率降低製造成本 [ CN120095082 ]
----
3.5 球頭螺栓鍛造成形
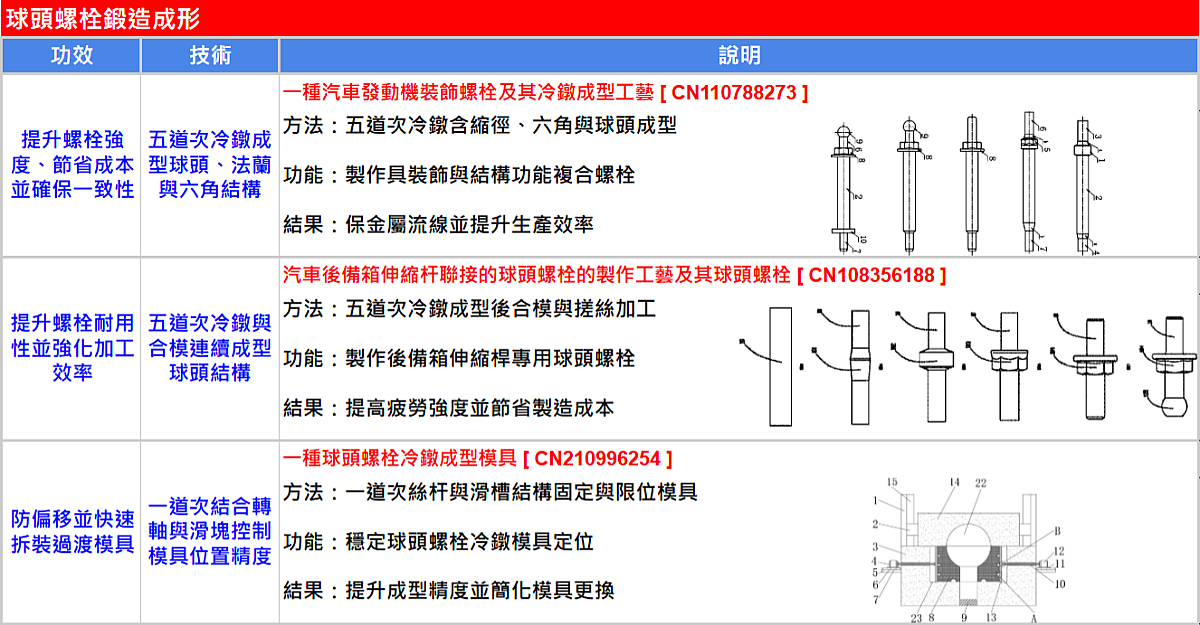
*利用五道次冷鐓成型球頭、法蘭與六角結構,提升螺栓強度、節省成本並確保一致性 [ CN110788273 ]
*利用五道次冷鐓與合模連續成型球頭結構,提升螺栓耐用性並強化加工效率 [ CN108356188 ]
*利用一道次結合轉軸與滑塊控制模具位置精度,防偏移並快速拆裝過渡模具 [ CN210996254 ]
 ----
----
3.6 頭部 (打頭) 成形
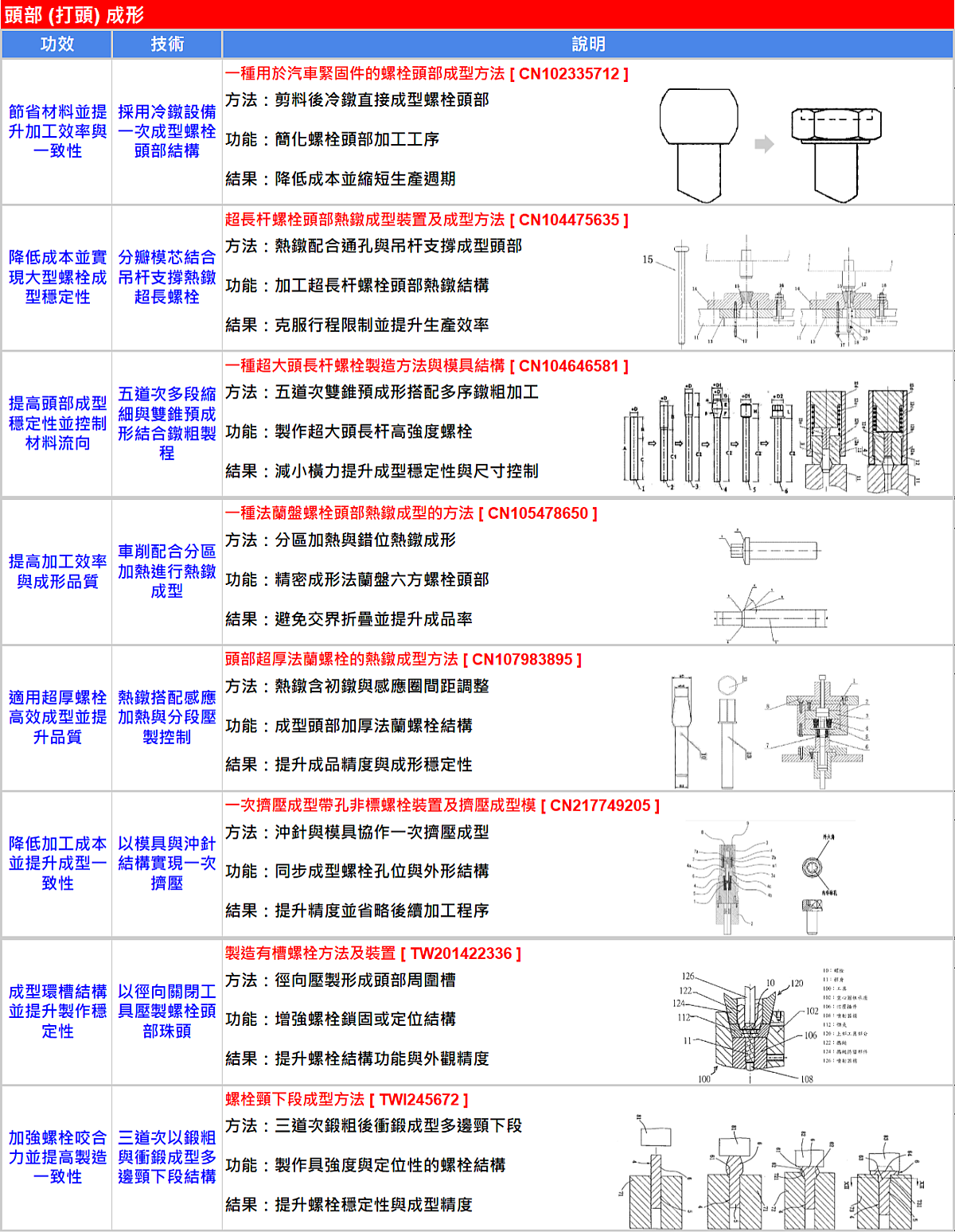
*利用採用冷鐓設備一次成型螺栓頭部結構,節省材料並提升加工效率與一致性 [ CN102335712 ]
*利用分瓣模芯結合吊杆支撐熱鐓超長螺栓,降低成本並實現大型螺栓成型穩定性 [ CN104475635 ]
*利用五道次多段縮細與雙錐預成形結合鐓粗製程,提高頭部成型穩定性並控制材料流向 [ CN104646581 ]
*利用車削配合分區加熱進行熱鐓成型,提高加工效率與成形品質 [ CN105478650 ]
*利用熱鐓搭配感應加熱與分段壓製控制,適用超厚螺栓高效成型並提升品質 [ CN107983895 ]
*利用以模具與沖針結構實現一次擠壓,降低加工成本並提升成型一致性 [ CN217749205 ]
*利用以徑向關閉工具壓製螺栓頭部珠頭,成型環槽結構並提升製作穩定性 [ TW201422336 ]
*利用三道次以鍛粗與衝鍛成型多邊頸下段結構,加強螺栓咬合力並提高製造一致性 [ TWI245672 ]
----
3.7 特殊合金材料螺栓成形技術
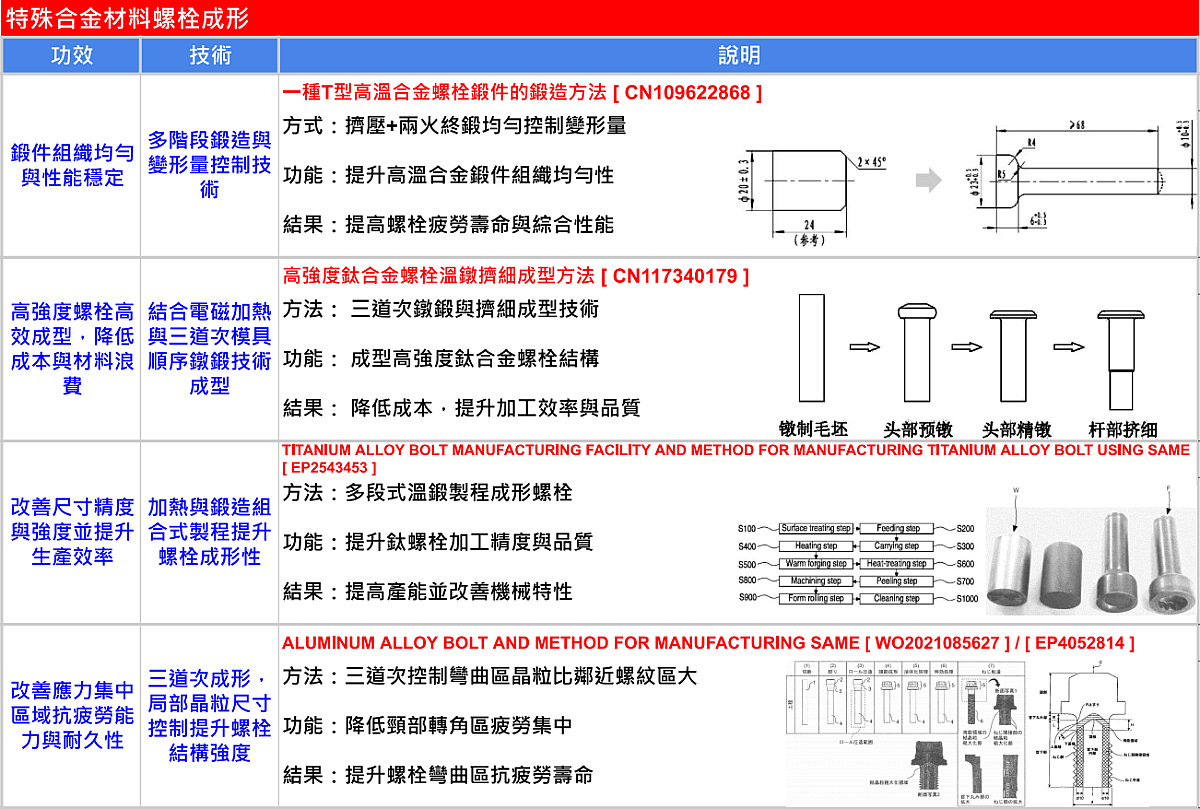
*利用多階段鍛造與變形量控制技術,鍛件組織均勻與性能穩定 [ CN109622868 ]
*利用結合電磁加熱與三道次模具順序鐓鍛技術成型,高強度螺栓高效成型,降低成本與材料浪費 [ CN117340179 ]
*利用加熱與鍛造組合式製程提升螺栓成形性,改善尺寸精度與強度並提升生產效率 [ EP2543453 ]
*利用三道次成形,局部晶粒尺寸控制提升螺栓結構強度,改善應力集中區域抗疲勞能力與耐久性 [ WO2021085627 ]
----
3.8 沖切 (沖孔 / 切邊) 模具設計
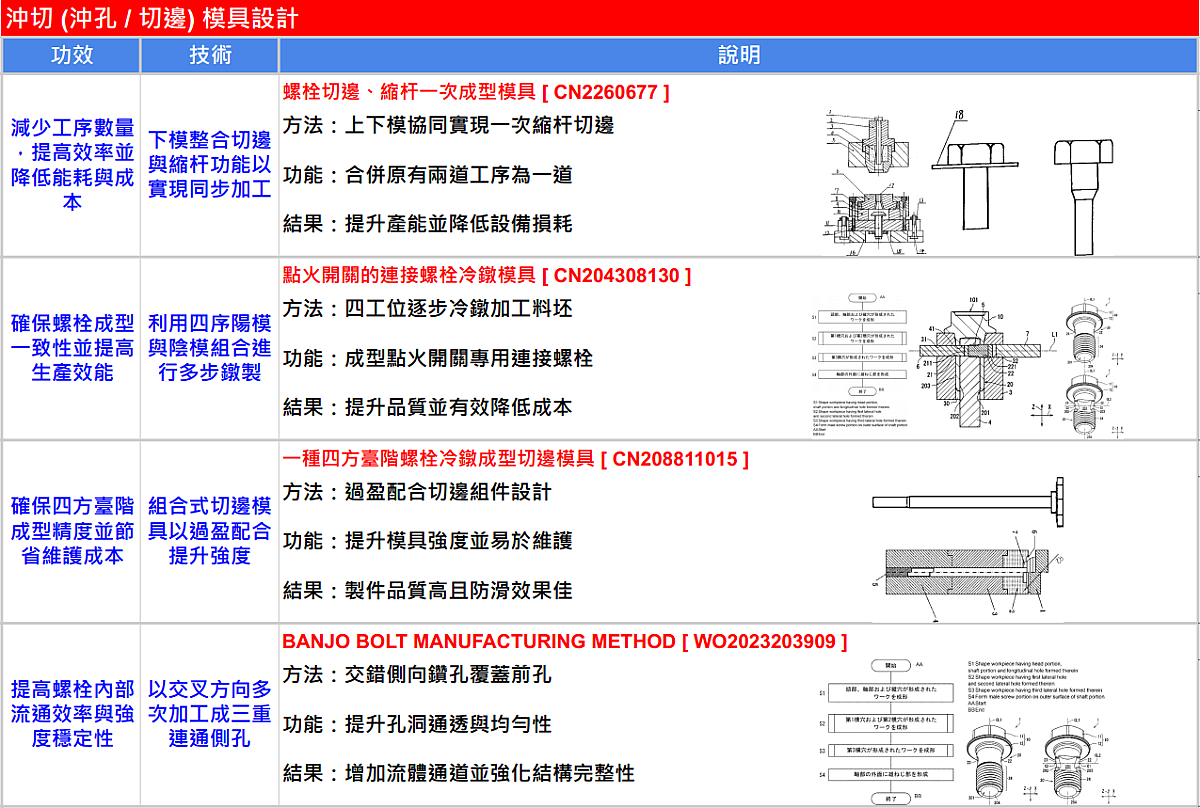
*利用下模整合切邊與縮杆功能以實現同步加工,減少工序數量,提高效率並降低能耗與成本 [ CN2260677 ]
*利用利用四序陽模與陰模組合進行多步鐓製,確保螺栓成型一致性並提高生產效能 [ CN204308130 ]
*利用組合式切邊模具以過盈配合提升強度,確保四方臺階成型精度並節省維護成本 [ CN208811015 ]
*利用以交叉方向多次加工成三重連通側孔,提高螺栓內部流通效率與強度穩定性 [ WO2023203909 ]
----
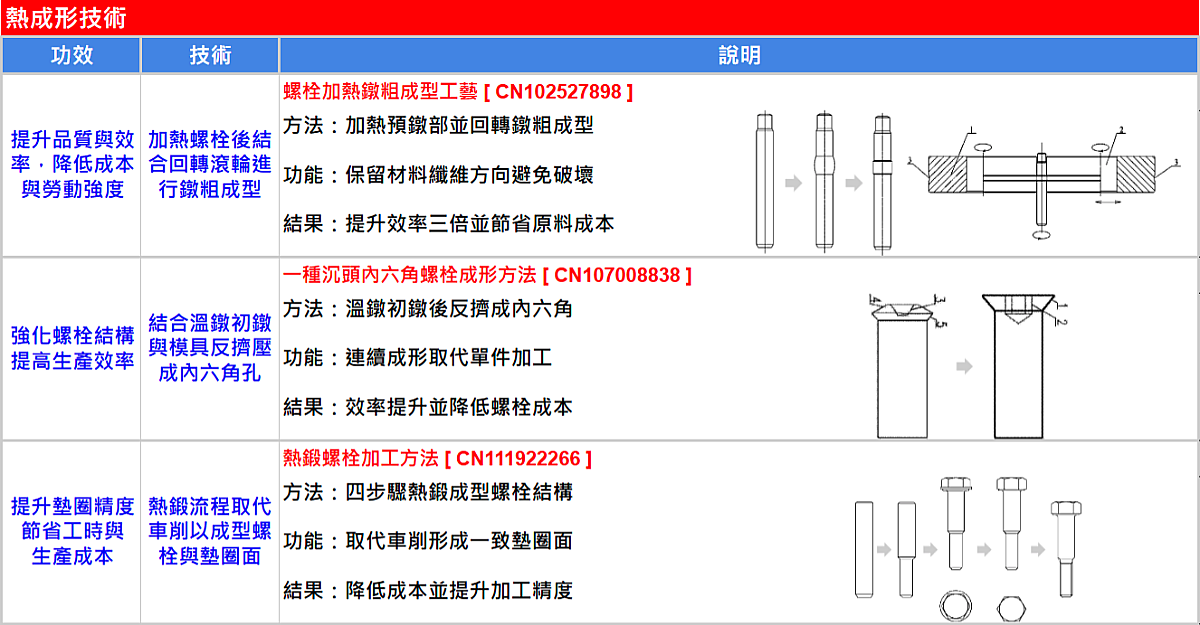
3.9 熱成形
*利用加熱螺栓後結合回轉滾輪進行鐓粗成型,提升品質與效率,降低成本與勞動強度 [ CN102527898 ]
*利用結合溫鐓初鐓與模具反擠壓成內六角孔,強化螺栓結構提高生產效率 [ CN107008838 ]
*利用熱鍛流程取代車削以成型螺栓與墊圈面,提升墊圈精度節省工時與生產成本 [ CN111922266 ]
----
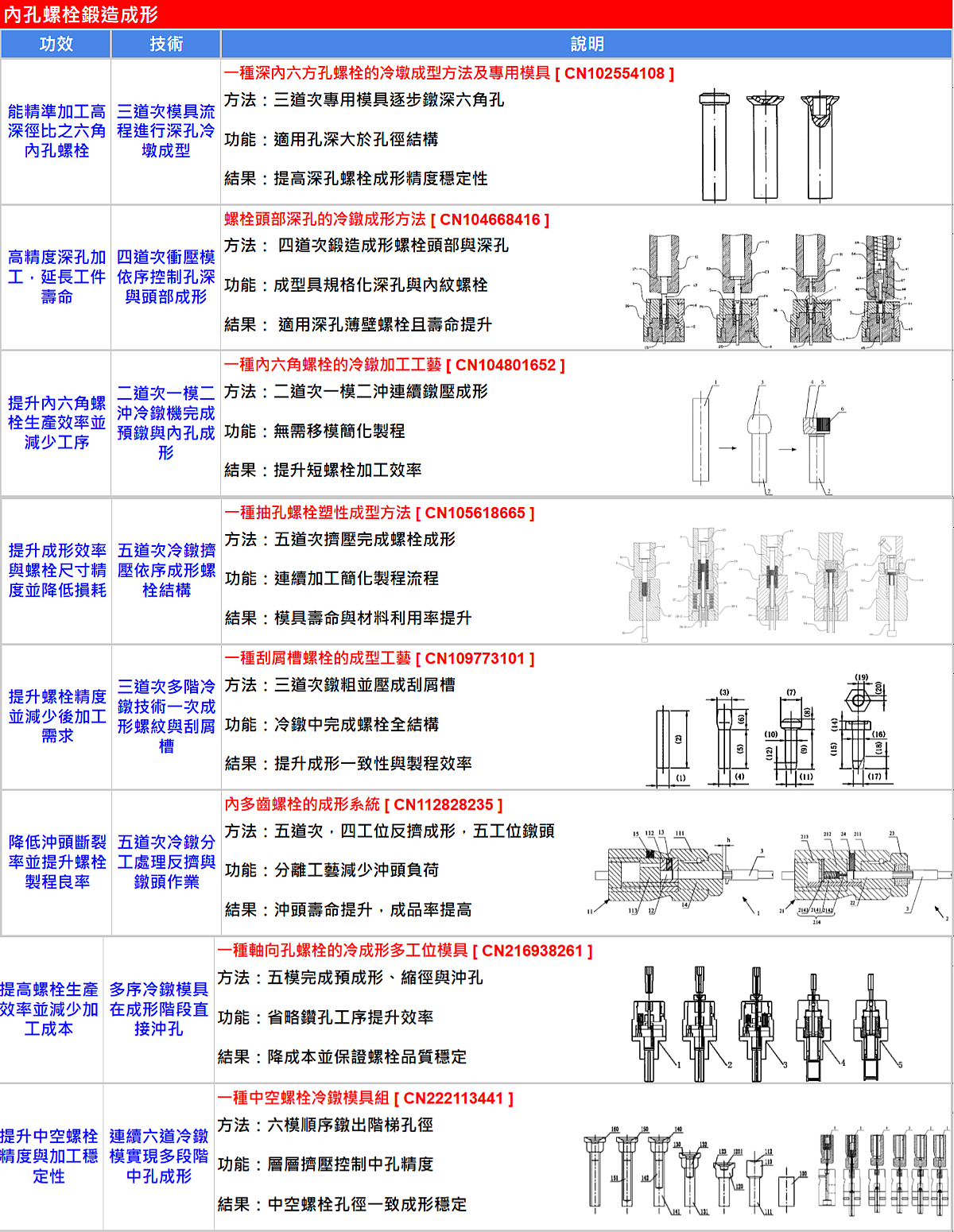
3.10內孔螺栓鍛造成形
*利用三道次模具流程進行深孔冷墩成型,能精準加工高深徑比之六角內孔螺栓 [ CN102554108 ]
*利用四道次衝壓模依序控制孔深與頭部成形,高精度深孔加工,延長工件壽命 [ CN104668416 ]
*利用二道次一模二沖冷鐓機完成預鐓與內孔成形,提升內六角螺栓生產效率並減少工序 [ CN104801652 ]
*利用五道次冷鐓擠壓依序成形螺栓結構,提升成形效率與螺栓尺寸精度並降低損耗 [ CN105618665 ]
*利用三道次多階冷鐓技術一次成形螺紋與刮屑槽,提升螺栓精度並減少後加工需求 [ CN109773101 ]
*利用五道次冷鐓分工處理反擠與鐓頭作業,降低沖頭斷裂率並提升螺栓製程良率 [ CN112828235 ]
*利用多序冷鐓模具在成形階段直接沖孔,提高螺栓生產效率並減少加工成本 [ CN216938261 ]
*利用連續六道冷鐓模實現多段階中孔成形,提升中空螺栓精度與加工穩定性 [ CN222113441 ]
----
四、主要專利分類號(MIPC)分析
全球專利資料庫近期公告75筆扣件新專利,公告日介於19930407至20250606間,申請國件數分別為台灣(TW)4件、中國(CN)64件、歐洲(EP)5件與世界(WO)2件,專利權人包括台灣的『魯艾亞全球扣具股份公司、智富機械有限公司、勇銘企業有限公司、蔡玲芳』;中國的『鵬馳五金製品(崑山)有限公司、陝西建科方圓汽車零件有限公司、陝西宏遠航空鍛造有限責任公司、蘇州新凌高強度緊固件有限公司、蘇州孚萊博精密金屬科技有限公司』;歐洲的『SFS Stadler Holding AG、SFS Industrie Holding AG、MATSUMOTO HEAVY INDUSTRY CO., LTD.、KOREA INSTITUTE OF MACHINERY & MATERIALS、HIROSHIMA PREFECTURE』;與世界的『MATSUMOTO HEAVY INDUSTRY CO., LTD.、HIROSHIMA PREFECTURE』 … 等專利權人(完整專利權人請詳參專利清單)。
前五大主要專利分類號(MIPC),共有65件專利,佔總專利數87%,包括:
(1) 具有釘頭 (B21K001/46,25件專利,佔總專利數33%):
一種用於汽車緊固件的螺栓頭部成型方法、一種深內六方孔螺栓的冷墩成型方法及專用模具、冷鍛成型的翼形螺栓製造方法、扭剪型螺栓冷鐓製造方法、T型螺栓的冷鐓成型工藝、點火開關的連接螺栓冷鐓製造方法及模具、一種內六角螺栓的冷鐓加工工藝、一種帶法蘭螺栓的冷鐓加工工藝、一種法蘭盤螺栓頭部熱鐓成型的方法、汽車前照燈的一體型瞄準螺栓的製造方法。
(2) 螺栓,雙頭螺栓或類似件 (B21K001/44,18件專利,佔總專利數24%):
一次成型的螺栓加工工藝、電子駐車驅動螺栓冷鐓裝置及其加工方法、一種抽孔螺栓塑性成型方法、一種彎頭膨脹螺栓的製作工藝、一種彎頭膨脹螺栓的製作工藝、一種汽車發動機裝飾螺栓及其冷鐓成型工藝、內多齒螺栓的成形系統、一種鉸制孔螺栓冷鐓精密成型方法、一種六角螺栓的生產工藝及其冷鐓模具、六角螺栓及其冷鐓成型模。
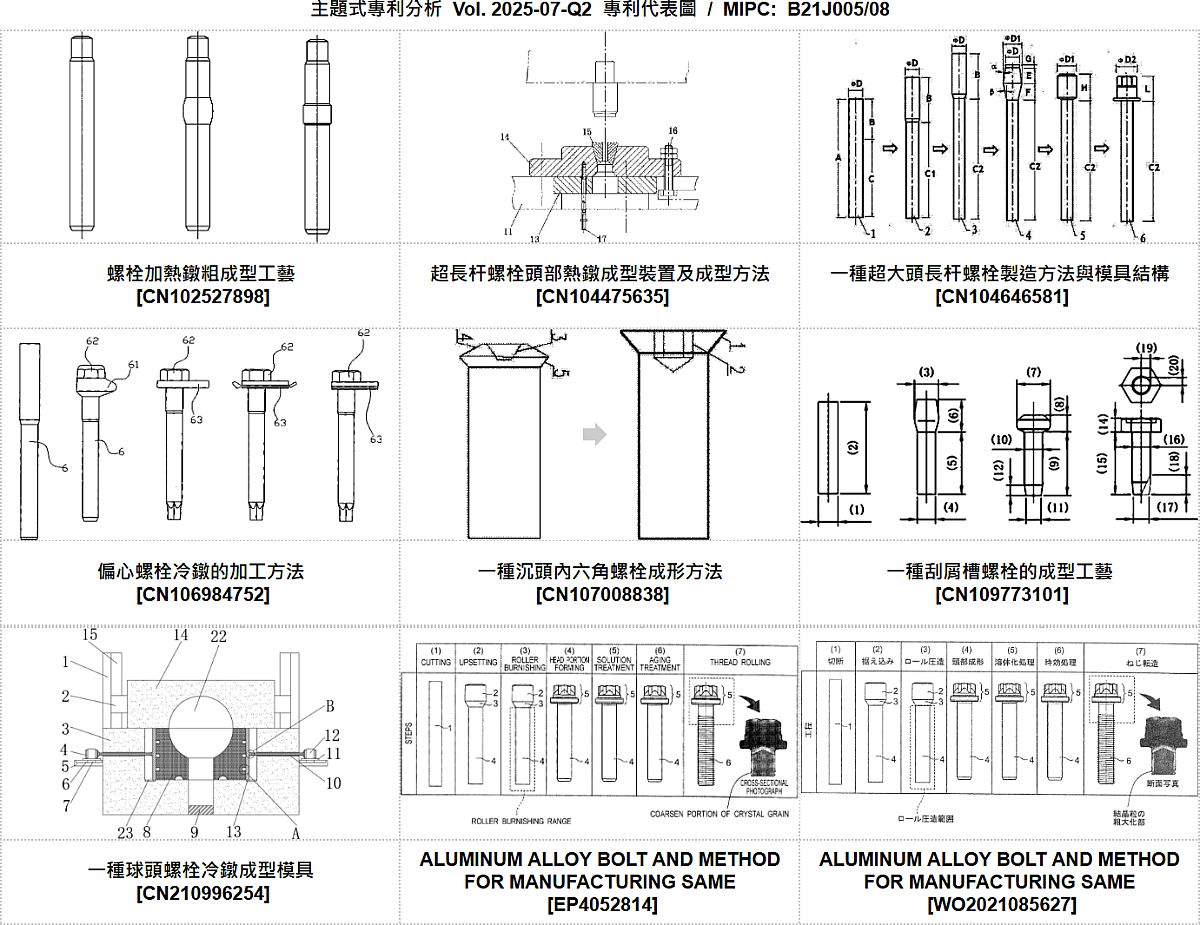
(3) 鐓粗 (B21J005/08,9件專利,佔總專利數12%):
螺栓加熱鐓粗成型工藝、超長杆螺栓頭部熱鐓成型裝置及成型方法、一種超大頭長杆螺栓製造方法與模具結構、偏心螺栓冷鐓的加工方法、一種沉頭內六角螺栓成形方法、一種刮屑槽螺栓的成型工藝、一種球頭螺栓冷鐓成型模具、ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME、ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME、。
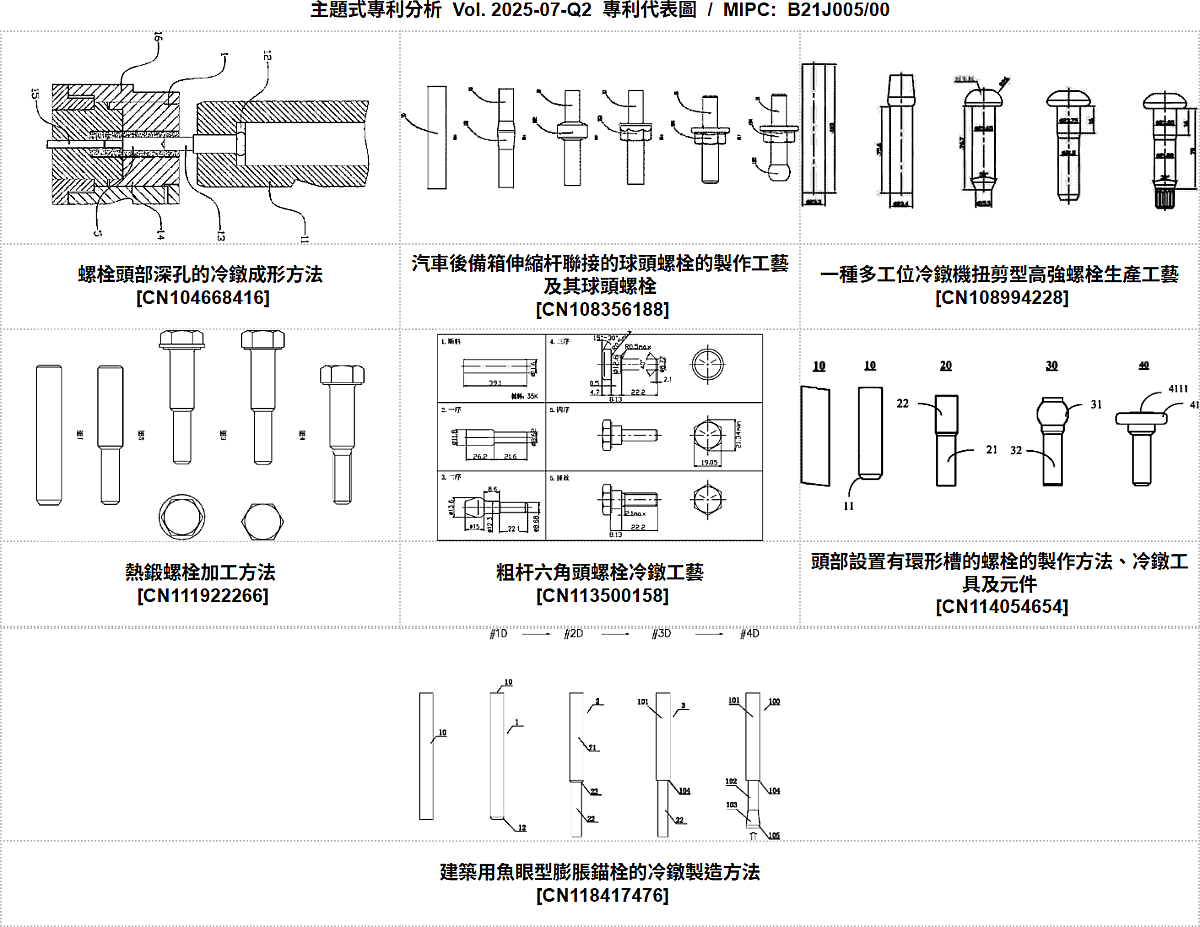
(4) 鍛造、鎚擊、或壓製之方法;其專用設備或附件 (B21J005/00,7件專利,佔總專利數9%):
螺栓頭部深孔的冷鐓成形方法、汽車後備箱伸縮杆聯接的球頭螺栓的製作工藝及其球頭螺栓、一種多工位冷鐓機扭剪型高強螺栓生產工藝、熱鍛螺栓加工方法、粗杆六角頭螺栓冷鐓工藝、頭部設置有環形槽的螺栓的製作方法、冷鐓工具及元件、建築用魚眼型膨脹錨栓的冷鐓製造方法、、、。
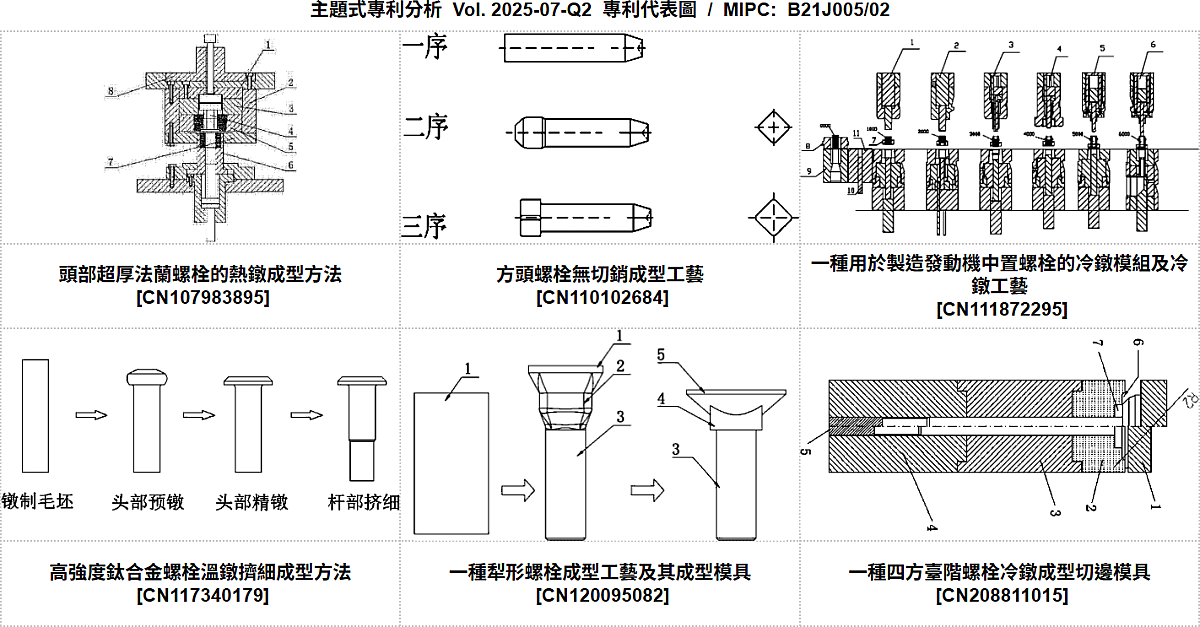
(5) 模鍛;使用專用模具切邊 (B21J005/02,6件專利,佔總專利數8%):
頭部超厚法蘭螺栓的熱鐓成型方法、方頭螺栓無切銷成型工藝、一種用於製造發動機中置螺栓的冷鐓模組及冷鐓工藝、高強度鈦合金螺栓溫鐓擠細成型方法、一種犁形螺栓成型工藝及其成型模具、一種四方臺階螺栓冷鐓成型切邊模具、、、、等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, https://www.tw-fastener.com/tfsc/knowledge/BLP_5c75f47c-9cf9-4abb-aa4b-23b1785c0f1c
[2] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1kWMd0jNoBYGcObNih1_zolMOxontxl3Q/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, 螺栓鍛造成形技術, Vol. 2025-07-Q2, 專利説明書 PDF, https://drive.google.com/drive/folders/1BBGAP3DrTBTNVp2eHP1mL8DPZNx4xwu9?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_5c75f47c-9cf9-4abb-aa4b-23b1785c0f1c )
----
Tag : #Fasteners, #Patent, #Review, #Bolt, #Nut, #Screw.
----
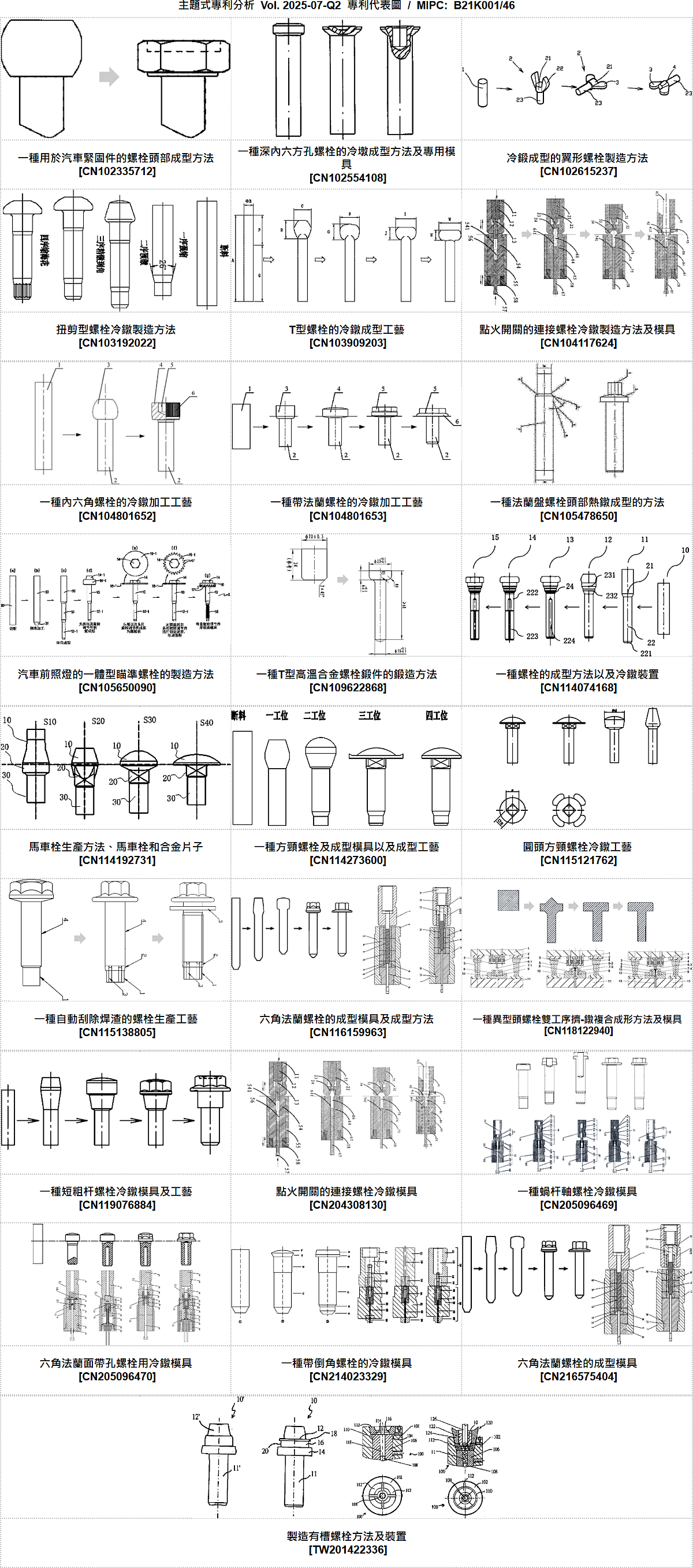
4.1 以『具有釘頭』(B21K001/46)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/46)之專利包括『一種用於汽車緊固件的螺栓頭部成型方法、一種深內六方孔螺栓的冷墩成型方法及專用模具、冷鍛成型的翼形螺栓製造方法、扭剪型螺栓冷鐓製造方法、T型螺栓的冷鐓成型工藝、點火開關的連接螺栓冷鐓製造方法及模具、一種內六角螺栓的冷鐓加工工藝、一種帶法蘭螺栓的冷鐓加工工藝、一種法蘭盤螺栓頭部熱鐓成型的方法、汽車前照燈的一體型瞄準螺栓的製造方法、一種T型高溫合金螺栓鍛件的鍛造方法、一種螺栓的成型方法以及冷鐓裝置、馬車栓生產方法、馬車栓和合金片子、一種方頸螺栓及成型模具以及成型工藝、圓頭方頸螺栓冷鐓工藝、一種自動刮除焊渣的螺栓生產工藝、六角法蘭螺栓的成型模具及成型方法、一種異型頭螺栓雙工序擠-鐓複合成形方法及模具、一種短粗杆螺栓冷鐓模具及工藝、點火開關的連接螺栓冷鐓模具、一種蝸杆軸螺栓冷鐓模具、六角法蘭面帶孔螺栓用冷鐓模具、一種帶倒角螺栓的冷鐓模具、六角法蘭螺栓的成型模具、製造有槽螺栓方法及裝置』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種用於汽車緊固件的螺栓頭部成型方法 [ CN102335712 ] :
本發明涉及一種用於汽車緊固件的螺栓頭部成型方法,包括以下步驟:(1)對材料進行剪料;(2)將剪下的料利用冷鐓設備進行冷鐓成型,通過頭沖成型形成螺栓頭部,再對螺栓頭部進行頭部成型,從而形成螺栓頭部的結構。本發明利用冷鐓成型直接形成螺栓頭部,無需再對螺栓頭部進行切邊成型,從而節約了材料,使得成本降低,並且採用一次成型的方式進行加工,減少了生產工序,縮短了生產週期。
02. 一種深內六方孔螺栓的冷墩成型方法及專用模具 [ CN102554108 ] :
本發明提供深內六方孔螺栓的冷墩成型方法,適於加工孔深與孔徑比大於1倍以上的內六方孔螺栓,深內六方孔螺栓的冷墩成型方法是通過使用專用成型模具,經過初鐓、鐓制內六方預成形凹坑和最終內六方成型步驟完成較深內六方孔螺栓的冷鐓成型的。專用成型模具包括陽模、內六方沖頭和陰模三部分,所述陽模由陽模模芯(1)和陽模模套(2)組成,陽模模芯(1)壓入陽模模套(2)內,陽模模套(2)的中心位置有一與陽模模芯(1)同軸的通孔;所述內六方沖頭的頭部端面為圓錐體,後部為六方體,從圓錐體過渡到六方體處,有一個韌帶區L1;所述陰模的中心位置有一同軸的臺階狀通孔,前部孔徑小,後部孔徑大,前後兩孔之間設有韌帶區L2。
03. 冷鍛成型的翼形螺栓製造方法 [ CN102615237 ] :
本發明涉及一種冷鍛成型的翼形螺栓製造方法,是以金屬線材裁切成段的基材,在不破壞金屬材質組織架構的結合性而保有密合強度的狀態下,經雛形、整形及整修等制程進行冷鍛擠壓成型,供搓牙處理即製成一翼形螺栓,有效縮短了翼形螺栓制程、迅速成型且降低成本,提高品質與產能,大幅提升經濟效益。
04. 扭剪型螺栓冷鐓製造方法 [ CN103192022 ] :
本發明涉及一種扭剪型螺栓冷鐓製造方法,是通過以下步驟實現的:斷料;採用寧波和鑫標準件模具廠的三縮模具,一序通過三縮模具強縮至梅花頭成型坯徑尺寸;入角應控制在25°-27°;二序預鐓頭部、縮杆、端面預倒角;三序精鐓螺栓頭部及倒角;四序縮十二角梅花頭;本發明的有益效果是:產品一至性好,生產效率高,且不會增加任何因此而產生的輔助費用,相反少了磷化、縮十二角梅花頭幾道加工工序,人力、物力也隨之減少了,節約了加工成本,增強了市場競爭能力。
05. T型螺栓的冷鐓成型工藝 [ CN103909203 ] :
本發明屬於緊固件成型的技術領域,特指一種T型螺栓的冷鐓成型工藝,包括以下步驟:步驟1截取合適長度的金屬圓棒料;步驟2將金屬圓棒料初次冷墩,使金屬圓棒料的一端初步形成螺栓的頭部,螺栓頭部的橫截面呈六邊形,螺栓頭部的寬度33.6—33.8mm,螺栓頭部的高度28—30mm;步驟3第二次冷墩,螺栓頭部的寬度為37.5—37.7mm,螺栓頭部的高度為22.4—22.6mm;步驟4將得到的中介軟體進行第三次冷鐓,使螺栓頭部基本成型,螺栓頭部的寬度為40.5—40.7mm,螺栓頭部的高度為20.4—20.6mm;步驟5將得到的中介軟體進行第四次冷鐓,使螺栓的頭部和杆部徹底成型,螺栓頭部的寬度為43.5—43.7mm,螺栓頭部的高度為18.4—18.6mm。本發明的工藝簡單,操作簡便,生產效率高,且制得的T型螺栓的強度好,使用壽命長。
06. 點火開關的連接螺栓冷鐓製造方法及模具 [ CN104117624 ] :
本發明適用於機械加工技術領域,提供了一種點火開關的連接螺栓冷鐓製造方法,包括:根據加工連接螺栓實際所需線徑和所用牌號,切出預定長度的材料;冷鐓所述連接螺栓的半成品以形成頭部、杆部,完成所述頭部的圓弧面、凹口、所述頭部的底端面的成型;擠壓所述連接螺栓的半成品的所述杆部並搓絲以形成螺紋,獲得所述連接螺栓成品。本發明還提供一種基於所述冷鐓製造方法的連接螺栓的冷鐓模具。借此,本發明解決了產品品質問題且降低生產成本。
07. 一種內六角螺栓的冷鐓加工工藝 [ CN104801652 ] :
本發明公開了一種內六角螺栓的冷鐓加工工藝,涉及冷鐓技術領域,解決了現有短規格內六角螺栓加工效率低下的問題。本發明的內六角螺栓的冷鐓加工工藝,採用的設備為一模二沖冷鐓機,所述冷鐓加工工藝包括,首先是準備毛坯料;其次是預鐓,將毛坯料鐓出相連的杆部和頭部;最後成型螺栓頭部,沖出所述螺栓頭部內的內六角;在步驟二和步驟三之間成型不需移模。本發明提出的內六角螺栓的冷鐓加工工藝克服了以往加工過程中需要移模的問題,本發明的生產工藝不需移模簡化生產過程,提高了生產效率。
08. 一種帶法蘭螺栓的冷鐓加工工藝 [ CN104801653 ] :
本發明公開了一種帶法蘭螺栓的冷鐓加工工藝,涉及冷鐓技術領域,以解決冷鐓過程中法蘭易開裂的問題。本發明帶法蘭螺栓的冷鐓工藝,採用的設備為四模四沖冷鐓機,首先準備毛坯料:選擇毛坯料的直徑小於成品外六角對邊的尺寸;然後預墩,所述毛坯料形成杆部和頭部,所述杆部直徑較毛坯料直徑小;其次,將所述頭部進一步鐓粗,形成頭部本體;再其次,在所述頭部本體鐓出外六角;最後,在冷鐓機內鐓出法蘭,所述法蘭位於所述外六角的下部,形成所述帶法蘭螺栓成品。本發明提出的帶法蘭螺栓的冷鐓加工工藝,能夠克服以往工藝中產品容易開裂的問題,從而降低生產成本,減少資源浪費。
09. 一種法蘭盤螺栓頭部熱鐓成型的方法 [ CN105478650 ] :
本發明公開了一種法蘭盤螺栓頭部熱鐓成型的方法,該方法首先將原材料車削成臺階形狀;再將成型頭部六方的材料直徑車小至直徑φ=S‑δ‑α,其中,S為六方對邊尺寸、δ為材料熱膨脹收縮量、α為熱鐓過程中所使用的上、下模座錯位值,車小後形成六方的小直徑部分、連接的過渡斜面及原材料上未車小的大直徑部分;最後調節熱鐓過程中六方小直徑部分的加熱溫度高於原材料上需熱鐓形成法蘭盤部分的加熱溫度,即可。具有銑削速度快、表面品質好、週期短、效益高、成本低且不會在六方與法蘭盤的交界處產生折疊、產品又能鐓飽滿的特點。
10. 汽車前照燈的一體型瞄準螺栓的製造方法 [ CN105650090 ] :
本發明提供汽車前照燈的一體型瞄準螺栓及其製造方法,構成為:在長度方向上延伸的主體部(10)的一側形成有螺線(12),在另一側形成有六角形的頭部(14),在頭部(14)的內側,沿著曲折的邊緣形成了齒輪(17)的旋轉調節件(16)通過多段成型與上述主體部(10)以及頭部(14)形成為一體,以此替代了現有的焊接結合方式,由此不會有焊接部位會掉落的弊端,也不會有要形成現有的焊接突起、突出片和凹槽等繁瑣的作業,因此生產單價會降低,生產性也會提高。
11. 一種T型高溫合金螺栓鍛件的鍛造方法 [ CN109622868 ] :
本發明涉及一種T型高溫合金鍛件的鍛造方法,其特徵在於,包括擠壓、終鍛模具的製備,確定下料尺寸、擠壓件尺寸,終鍛1火模鍛欠壓量的控制,為終鍛2火預留均勻的變形量,終鍛2火的過程。本發明的有益效果是:通過擠壓制坯,可提升荒形尺寸的穩定性,並提高材料利用率;終鍛1火為終鍛2火均勻分配變形量,避免了T型高溫合金螺栓鍛件的最終鍛件因變形量不均勻而造成的高低倍組織不均勻,提高了螺栓鍛件綜合性能和疲勞壽命,能夠生產出組織均勻、綜合性能優異的螺栓鍛件。
12. 一種螺栓的成型方法以及冷鐓裝置 [ CN114074168 ] :
本發明公開了一種螺栓的成型方法,包括:將線材冷鐓成第一模料,在該過程中所述線材形成頭部和杆部,所述杆部的尾部形成倒角;將所述第一模料冷鐓成第二模料,在該過程中,對所述頭部進行預成型,並且對所述頭部與所述杆部之間進行預成型,形成兩個臺階部;將所述第二模料冷鐓成第三模料,在該過程中,將所述第二模料的頭部鐓粗成型,並且將兩個所述臺階部鐓粗成型;將所述第三模料冷鐓成第四模料,在該過程中,只縮小所述杆部,將所述杆部冷鐓成型;將所述第四模料冷鐓成第五模料,在該過程中,將所述頭部切邊成六邊形。還包括冷鐓裝置,包括用於冷鐓成型第一模料至第五模料的第一模具至第五模具。通過冷鐓成型能夠保證頭部和杆部的同心度。
13. 馬車栓生產方法、馬車栓和合金片子 [ CN114192731 ] :
本申請涉及一種馬車栓生產方法、馬車栓和合金片子,首先提供螺栓坯體,馬車螺栓坯體包括依次連接的第一段、第二段和第三段,第一段為錐體,馬車螺栓的第二段和第三段為圓柱體,第二段的圓柱體的直徑大於第三段的圓柱體的直徑,對馬車螺栓坯體進行鐓鍛,使第二段縮成立方體,再對馬車螺栓坯體進行鐓鍛,使馬車螺栓坯體的第一段的錐體變為半球形,第二段的立方體的高度變小,橫截面積變大,最後對馬車螺栓坯體進行鐓鍛,使第一段的半球形尺寸達到預設尺寸,並使得第二段的立方體的尺寸達到預設尺寸。這一步的設計,大大分散了合金下模的受力,大大提高了模具壽命。
14. 一種方頸螺栓及成型模具以及成型工藝 [ CN114273600 ] :
本發明公開了一種方頸螺栓及其成型模具以及成型工藝,屬於螺栓加工技術領域,包括四方頸部,四方頸部一端與頭部中心固定連接,另一端與第一杆部頂端固定連接,第一杆部末端與第二杆部頂端固定連接,四方頸部呈方柱狀延伸,其外徑大於第一杆部外徑,第一杆部外徑大於第二杆部外徑,方頸螺栓成型模具,包括順序設置的剪料工位、一工位、二工位、三工位以及四工位,解決了現有技術中四方螺栓冷鐓過程無四方頸部切邊、頸部有凹陷、精度低的技術問題。
15. 圓頭方頸螺栓冷鐓工藝 [ CN115121762 ] :
本發明涉及螺栓成型技術領域,尤其是圓頭方頸螺栓冷鐓工藝,包括如下步驟:一序:將胚料置於初墩下模具內,移動的初墩上模具將胚料關進初墩下模具內進行圓頭方頸螺栓頭部體預成型,得到初墩件;二序:將初墩件移動至終墩下模模片和終墩下模內,終墩上模與終墩下模模片和終墩下模配合進行終墩,得到終墩件;通過上述方式,本發明在四工位冷鐓機上連續生產中,螺栓外觀漂亮,品質穩定,效率提高,模具耐用。
16. 一種自動刮除焊渣的螺栓生產工藝 [ CN115138805 ] :
本發明涉及螺栓加工領域,公開了一種自動刮除焊渣的螺栓生產工藝,包括冷鐓加工和搓絲加工,冷鐓加工過程包括將螺栓坯料的尾端鐓壓成型光杆段和直徑小於光杆段的一級台階段,並在一級台階段的階梯處形成斜角過渡;將工序A加工後的螺栓坯料進一步鐓壓,在一級台階段的階梯處形成直徑大於一級台階段且小於光杆段的二級台階段,並同時在一級台階段和二級台階段上形成多個周向的連通的花鍵槽。搓絲加工過程用搓絲板同時對冷鐓成型的螺栓坯料的尾端光杆段、二級台階段和一級台階段進行搓絲成型螺紋。本發明能夠低成本、高品質的生產具有臺階花鍵螺紋結構的螺栓。
17. 六角法蘭螺栓的成型模具及成型方法 [ CN116159963 ] :
一種六角法蘭螺栓的成型模具及成型方法,包括一序模具、二序模具、三序模具、四序模具和五序模具,三序模具、四序模具和五序模具結構相同,一序模具包括一序主模和一序沖模,一序沖模設置在一序主模一側,一序主模內設置一序坯料成型孔和一序沖棒孔,一序坯料成型孔和一序沖棒孔連通,一序坯料成型孔靠近一序沖棒孔一側具有倒角部,倒角部包括錐形倒角部和倒角加工部,倒角加工部設置在錐形倒角部靠近一序沖棒孔一側,倒角加工部的直徑與一序沖棒孔的直徑相同,錐形倒角部的公稱直徑大於倒角加工部的公稱直徑,通過一序模具上直接增加對坯料進行倒角的倒角部,使坯料從初始步驟開始倒角,後續加工生產過程中,無需進行車削工序,節省時間和成本。
18. 一種異型頭螺栓雙工序擠-鐓複合成形方法及模具 [ CN118122940 ] :
本發明公開了一種異型頭螺栓雙工序擠‑鐓複合成形方法及模具,該模具包括上範本、聚氨酯橡膠墊塊、反向壓板、導柱、導套、凸模、芯模、預應力圈、下範本,凸模包括擠壓沖頭和鐓制凸模組,芯模包括擠壓芯模和鐓制芯模組;該成形方法包括:一工序採用帶錐形凹槽的擠壓沖頭和擠壓芯模相配合擠壓成形螺栓杆部,以及二工序局部鐓製成形異型螺栓頭部;本發明採用擠‑鐓工藝相結合,在一工序擠壓杆部成形過程中,帶錐形凹槽擠壓沖頭對坯料的反擠壓作用為二工序鐓制非中心對稱頭部增加可變形的材料,可實現頭型複雜且頭部所需材料較多的異型頭螺栓高性能成形。
19. 一種短粗杆螺栓冷鐓模具及工藝 [ CN119076884 ] :
本發明涉及新能源汽車配件生產領域,公開了一種短粗杆螺栓冷鐓模具及工藝,通過對工藝及模具的改進,一序先對杆料一端進行縮杆另一端鐓粗為錐面結構,二序進行保持細杆不受力,對錐面結構進一步鐓壓,三序再對細杆保持不受力,進一步鐓粗錐面結構並形成六角頭初坯,四序再將錐面結構鐓粗為臺階粗杆,將細杆和六角頭鐓壓成型。本發明能夠通過冷鐓工藝直接中段有臺階粗杆的短粗杆螺栓產品,可解決現有技術中短粗杆螺栓冷鐓模具受力大容易損壞,模具使用壽命短的問題。
20. 點火開關的連接螺栓冷鐓模具 [ CN204308130 ] :
本實用新型適用於機械加工技術領域,提供了一種點火開關的連接螺栓冷鐓模具,包括:四組陽模,包括第一、第二、第三、第四工位陽模;四組陰模,包括第一、第二、第三、第四工位陰模;所述四組陽模和四組陰模固定於冷鐓機上,並且通過所述冷鐓機的機械手將所述料坯移動於所述四組陽模和四組陰模之間,對所述料坯依次進行所述連接螺栓頭部和杆部的初鐓、第一次預成型、第二次預成型以及終鐓加工。借此,本實用新型解決了產品品質問題且降低生產成本。
21. 一種蝸杆軸螺栓冷鐓模具 [ CN205096469 ] :
本實用新型公開了一種蝸杆軸螺栓冷鐓模具,包括用於鑄件依次成型的一模、二模、三模、四模和五模。解決了蝸杆軸螺栓沖孔的問題,其技術方案要點是通過用於鑄件依次成型的一模、二模、三模、四模和五模進行冷鐓,使得坯件逐漸成型,並且通過設置沖針元件在使得螺栓外表成型的同時,對螺栓的頭部位置進行加工,最後形成螺栓孔,從而最終達到了將蝸杆軸螺栓直接同時打孔成型的目的。
22. 六角法蘭面帶孔螺栓用冷鐓模具 [ CN205096470 ] :
本實用新型公開了一種六角法蘭面帶孔螺栓用冷鐓模具,旨在提供一種專門加工帶孔的六角法蘭面螺栓的冷鐓模具,其技術方案要點是,包括用於鑄件依次成型的一模、二模、三模和四模,通過用於加工成型零件的一模、二模、三模和四模,在一模加工完畢後製成初步成型的螺栓,再經過二模進行對零件初步打沖孔,再經過三模進行對零件初步沖六角頭,最後通過四膜將六角頭和孔精加工到位,最後形成具有帶孔的六角法蘭面螺栓,特別說明,一般工藝抽孔深度極限是孔徑的3-3.5倍,抽孔深度不能太深,通過該模具制出的螺栓為孔徑為3mm,孔深為21.5mm,達到孔徑的7倍之多。
23. 一種帶倒角螺栓的冷鐓模具 [ CN214023329 ] :
本實用新型屬於冷鐓模具技術領域,具體涉及一種特殊的帶倒角螺栓成型的冷鐓模具,該模具包含:用於對螺栓工件進行預倒角的第一模具,用於對螺栓頭進行預成型、同時對工件進行鐓粗的第二模具,用於對螺栓頭進行最後成型、同時對倒角進行再次加工的第三模具。本模具將栓頭、倒角整合在一個模具上冷鐓成型,提高了加工效率;同時,栓頭、倒角都進行了預加工和再次加工,不僅提高了力學性能,還能保證加工尺寸的精確度和穩定性,且有效的降低生產成本。
24. 六角法蘭螺栓的成型模具 [ CN216575404 ] :
一種六角法蘭螺栓的成型模具,包括一序模具、二序模具、三序模具、四序模具和五序模具,三序模具、四序模具和五序模具結構相同,一序模具包括一序主模和一序沖模,一序沖模設置在一序主模一側,一序主模內設置一序坯料成型孔和一序沖棒孔,一序坯料成型孔和一序沖棒孔連通,一序坯料成型孔靠近一序沖棒孔一側具有倒角部,倒角部包括錐形倒角部和倒角加工部,倒角加工部設置在錐形倒角部靠近一序沖棒孔一側,倒角加工部的直徑與一序沖棒孔的直徑相同,錐形倒角部的公稱直徑大於倒角加工部的公稱直徑,通過一序模具上直接增加對坯料進行倒角的倒角部,使坯料從初始步驟開始倒角,後續加工生產過程中,無需進行車削工序,節省時間和成本。
25. 製造有槽螺栓方法及裝置 [ TW201422336 ] :
製造一螺栓(10)的方法,且該螺栓(10)具有提供有一周圍槽(20)或溝的一頭部(12),該槽(20)或溝是藉由利用一徑向活動關閉工具(112)在該頭部(12)上壓製出一珠頭(18)而製成。
----
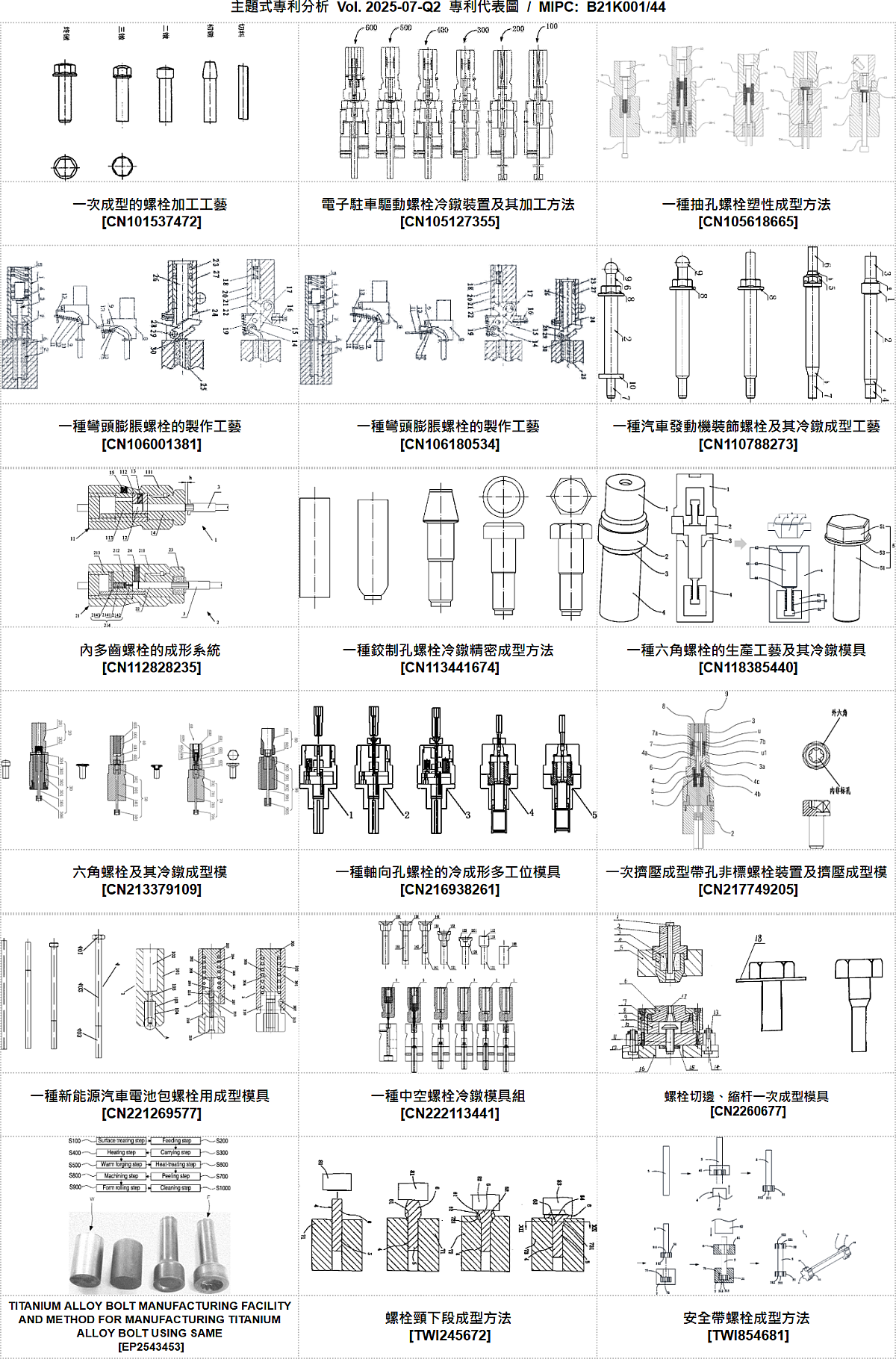
4.2 以『螺栓,雙頭螺栓或類似件』(B21K001/44)為主要IPC分類號之扣件相關專利:
本項分類號(B21K001/44)之專利包括『一次成型的螺栓加工工藝、電子駐車驅動螺栓冷鐓裝置及其加工方法、一種抽孔螺栓塑性成型方法、一種彎頭膨脹螺栓的製作工藝、一種彎頭膨脹螺栓的製作工藝、一種汽車發動機裝飾螺栓及其冷鐓成型工藝、內多齒螺栓的成形系統、一種鉸制孔螺栓冷鐓精密成型方法、一種六角螺栓的生產工藝及其冷鐓模具、六角螺栓及其冷鐓成型模、一種軸向孔螺栓的冷成形多工位模具、一次擠壓成型帶孔非標螺栓裝置及擠壓成型模、一種新能源汽車電池包螺栓用成型模具、一種中空螺栓冷鐓模具組、螺栓切邊、縮杆一次成型模具、TITANIUM ALLOY BOLT MANUFACTURING FACILITY AND METHOD FOR MANUFACTURING TITANIUM ALLOY BOLT USING SAME、螺栓頸下段成型方法、安全帶螺栓成型方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一次成型的螺栓加工工藝 [ CN101537472 ] :
本發明涉及一種螺栓加工工藝技術領域,尤其是涉及一種一次成型 的螺栓加工工藝,其特徵在於:包括以下加工工藝步驟:1.切料;2. 初鐓;3.二鐓;4.三鐓;5.終鐓成型;本發明有益效果:工藝通過一 次成型模具可以通過四功位螺栓成型機擠壓完成,不產生任何廢料,在四功位螺栓成型機上,用材方面比老工藝用料要節約5%,沒有其它額外 的多餘工序,這樣大大的減少費用,有效地控制了成本,降低了人員的勞動強度,保證產品的可靠品質。
02. 電子駐車驅動螺栓冷鐓裝置及其加工方法 [ CN105127355 ] :
本發明涉及一種電子駐車驅動螺栓冷鐓裝置及其加工方法,所述冷鐓裝置包括切料機構、頂出機構、傳送機構以及六個模具,其中,所述切料機構將線材切斷,所述頂出機構將切斷的線材頂起;所述傳送機構在所述頂出機構以及六個模具之間移動送料;所述六個模具包括:用於整形並預成型內梅花孔的第一模具、用於成型杆部的第二模具、用於預成型法蘭部的第三模具和第四模具、用於成型法蘭部的第五模具以及用於成型內梅花孔和凸台的第六模具,六個模具依次排列。本發明利用冷鐓技術完成除螺紋以外的所有尺寸,節省材料,保持金屬流線的完整,且增加了零件的強度,並提高了生產效率。
03. 一種抽孔螺栓塑性成型方法 [ CN105618665 ] :
本發明公開了一種零件冷鐓加工方法:步驟一,通過第一衝壓模(1)對零件毛坯的擠壓,獲得尾部錐度和杆部所需尺寸;步驟二,通過第二衝壓模(3)對步驟一的零件(2)進行擠壓,獲得底孔和杆部所需尺寸;步驟三,通過第三衝壓模(4)對步驟二的零件(2)進行擠壓,獲得頭部呈錐度和杆部鐓粗及抽空深度的所需尺寸;步驟四,通過第四衝壓模(5)對步驟三加工後的零件(2)進行擠壓,獲頭部壓扁及杆部縮徑和進一步抽孔達到所需尺寸;步驟五,通過第五衝壓模(6)對步驟四加工後的零件(2)進行擠壓,獲得頭部形狀。本發明抽孔螺栓塑性成型方法具有有效擠壓底孔、工序簡單、加工方便、材料利用率高、模具壽命高等優點。
04. 一種彎頭膨脹螺栓的製作工藝 [ CN106001381 ] :
本發明公開了一種彎頭膨脹螺栓的製作工藝,其特徵在於:包括有如下步驟,步驟一,將所需直徑大小的線材按照螺栓長度進行切料;步驟二,將切好的線材用按兩下冷鐓機完成一沖和二沖的鍛壓來鐓好螺栓中間的臺階;步驟三,將鐓好臺階的線材用縮扁模具進行三沖縮扁;步驟四,將縮扁好的線材用打彎機構四沖製備彎頭,該打彎機構同時能防止螺栓出現毛刺。本發明工序合理、加工高效安全、產品穩定可靠,有效避免了螺栓毛刺的產生與工件被沖模拔出的問題。
05. 一種彎頭膨脹螺栓的製作工藝 [ CN106180534 ] :
本發明公開了一種彎頭膨脹螺栓的製作工藝,其特徵在於:包括有如下步驟,步驟一,將所需直徑大小的線材按照螺栓長度進行切料;步驟二,將切好的線材用按兩下冷鐓機完成一沖和二沖的鍛壓來鐓好螺栓中間的臺階;步驟三,將鐓好臺階的線材用縮扁模具進行三沖縮扁;步驟四,將縮扁好的線材用打彎機構四沖製備彎頭,該打彎機構同時能防止螺栓出現毛刺。本發明工序合理、加工高效安全、產品穩定可靠,有效避免了螺栓毛刺的產生與工件被沖模拔出的問題。
06. 一種汽車發動機裝飾螺栓及其冷鐓成型工藝 [ CN110788273 ] :
本發明公開了一種汽車發動機裝飾螺栓及其冷鐓成型工藝,包括將預定形狀的坯料依次進行以下處理:預成型,對坯料進行冷擠壓,形成中間杆體、第一圓柱和兩邊縮徑成型不同直徑的左杆體和右杆體;成型六角,將第一圓柱進行縮六角成型六邊體加圓柱,並且將左杆體和右杆體縮徑成型不同直徑的球頭杆體和螺坯光杆;成型法蘭,將縮六角成型六邊體加圓柱擠壓成型六角法蘭面;將縮徑成型球頭杆體採用開合模形式成型球頭;將中間杆體對應底部採用開合模形式成型凸緣。本發明無需進行切削加工,節約生產成本,使得金屬的流線完整,機械性能較高;也無需其他設備加工,提高了產量並縮短了生產週期,產品一次成型保證了產品的一致性。
07. 內多齒螺栓的成形系統 [ CN112828235 ] :
本申請涉及冷鐓成形技術領域,尤其是涉及一種內多齒螺栓的成形系統,內多齒螺栓的成形系統包括多工位元冷鐓設備,多工位元冷鐓設備包括內多角螺栓的反擠壓模具以及內多角螺栓的鐓頭模具。本申請提供的內多齒螺栓的成形系統,能夠實現反擠壓成形工藝和鐓頭工藝相分離開,四工位沖頭反擠內多角,此時沖頭只受縱向擠壓力,沖頭壽命會大幅提高,五工位沖頭只進行鐓頭操作,五工位中沖頭只起支承作用,受力較小,不易斷裂,沖頭壽命會大幅提高,此外,上述兩種工藝相分離還避免了深拉孔部引起的預成形毛坯掉頭的風險,有助於提高成品率。
08. 一種鉸制孔螺栓冷鐓精密成型方法 [ CN113441674 ] :
本發明公開了一種鉸制孔螺栓冷鐓精密成型方法,涉及緊固件產品生產技術領域,包括以下步驟:S1、斷料;S2、強縮;S3、預成型;S4、成型;S5、切邊。本發明通過通過設計開發出一套冷鐓精密成型工藝,在四工位冷鐓機上一次性成型出符合精度要求的鉸制孔螺栓。節省了杆部車削或磨削工藝,提高了材料利用率。本鉸制孔螺栓冷鐓精密成型工藝包括成型工藝參數和模具兩部分,在以四模四沖冷鐓機為基礎,在此設備上研發的一種加工六角頭鉸制孔用螺栓的加工方法,該工藝方法對簡化了六角頭鉸制孔用螺栓複雜的工序,大大縮減加工週期,提高生產效率。
09. 一種六角螺栓的生產工藝及其冷鐓模具 [ CN118385440 ] :
本發明公開了一種六角螺栓的生產工藝及其冷鐓模具,涉及到冷鐓模具技術領域,包括法蘭成型上模、法蘭成型下模、螺柱成型上模、螺柱成型下模、頂料元件、壓料元件以及輔助元件。本發明還公開了一種六角螺栓的生產工藝,包括以下步驟:放料,螺柱成型,過渡圓盤成型,六角法蘭成型以及下料。本發明可以在冷鐓加工的過程中對模具內部進行散熱,避免因模具內部溫度過高,保證冷鐓加工效果,延長模具的使用壽命,同時,在完成冷鐓加工後,可以向模具內部噴灑流體,從而對模具內部進行噴淋清理,使模具內的碎屑跟隨流體被回收至活塞腔,最終通過放油口排出至外界,有效防止碎屑等雜質附著堆積在模具內部,保證六角螺栓的冷鐓成型效果。
10. 六角螺栓及其冷鐓成型模 [ CN213379109 ] :
本實用新型涉及一種六角螺栓,其包括六角頭部和螺紋杆部以及位於六角頭部與螺紋杆部之間的直台支撐部,所述六角頭部設有與螺紋杆部同軸的盲孔,所述盲孔由所述六角頭部冷鐓成型。本實用新型的所述盲孔採用冷鐓的方式與螺栓一體成型,減少了鑽孔工序,節約了鑽孔工時及工序周轉時間,因無鑽孔工序,鑽頭損耗成本也可以取消;採用的冷鐓成型模,保證了冷鐓盲孔的孔徑公差及同軸度公差,提高了產品的合格率。
11. 一種軸向孔螺栓的冷成形多工位模具 [ CN216938261 ] :
本實用新型公開了一種軸向孔螺栓的冷成形多工位模具,包括依次設置的一序模、二序模、三序模、四序模、五序模,一序模用於螺栓的頭部預成形,二序模用於螺栓的頭部成形及杆部縮徑,三序模用於沖螺栓杆部的軸向孔,四序模用於螺栓的頭部六方邊成形,五序模用於切邊成形;螺栓的軸向孔採用冷鐓模實現,不用增加鑽孔工序,減少了生產成本,提高了生產效率,保證了產品的品質。
12. 一次擠壓成型帶孔非標螺栓裝置及擠壓成型模 [ CN217749205 ] :
本實用新型涉及一次擠壓成型帶孔非標螺栓裝置及擠壓成型模。它解決了現有的擠壓成型其無法滿足一次型擠壓成型帶孔非標螺栓端部內外輪廓,需要借助機床的二次加工才能完成,重複裝夾精度得不到保障同時效率低且安裝成本高。本一次擠壓成型帶孔非標螺栓裝置,包括筒狀外套,裝置還包括:外六角成型模,固定在所述筒狀外套的軸向一端內壁;非標孔成型沖針,一端伸入所述外六角成型模;抵頂筒,套於所述非標孔成型沖針;所述非標孔成型沖針和抵頂筒相匹配。本申請的優點在於:在擠壓過程中達到一次成型,避免二次加工與裝夾,提升效率的同時降低在次加工所帶來的加工成本,且精度更高。
13. 一種新能源汽車電池包螺栓用成型模具 [ CN221269577 ] :
本實用新型涉及一種新能源汽車電池包螺栓用成型模具,它包括:第一成型模具,第二成型模具,所述第二成型模具包括二級模套、開設在所述二級模套內的二級模腔、可移動地設置在所述二級模腔內的二級成型塊、水準貫穿所述二級成型塊的頂杆槽、開設在所述二級成型塊一側且與頂杆槽相連通的預成型腔以及固定在所述二級模套內的頂杆,所述頂杆穿設在頂杆槽內;第三成型模具。本實用新型新能源汽車電池包螺栓用成型模具共有三套,第一成型模具用於成型螺杆部位,第二成型模具用於初步成型出螺頭的圓臺結構,第三成型模具用於將圓臺結構擠壓成螺頭形狀,分兩步成型螺頭,避免螺頭出現缺料的情況,提高了其結構強度以及使用壽命。
14. 一種中空螺栓冷鐓模具組 [ CN222113441 ] :
本實用新型一種中空螺栓冷鐓模具組,包括第一冷鐓模具、第二冷鐓模具、第三冷鐓模具、第四冷鐓模具、第五冷鐓模具、第六冷鐓模具。第一冷鐓模具將胚料鐓成第一預鐓件。第二冷鐓模具將第一定位孔鐓成第一預鐓孔,將第一預鐓件鐓粗形成臺階,形成第二預鐓件。第三冷鐓模具將第一預鐓孔正向擠壓,第一預鐓孔鐓成第二預鐓孔,第一預鐓杆鐓長形成第二預鐓杆,形成第三預鐓件。第四冷鐓模具將第二預鐓孔正向擠壓,第二預鐓孔鐓成第三預鐓孔,第二預鐓杆鐓長形成第三預鐓杆,形成第四預鐓件。第五冷鐓模具將第三預鐓孔正向擠壓,第三預鐓孔鐓成第四預鐓孔,形成第五預鐓件。第六冷鐓模具將第四預鐓孔鐓穿,形成成品。
15. 螺栓切邊、縮杆一次成型模具 [ CN2260677 ] :
本實用新型 涉及一種螺栓切邊、縮杆一 次成型模具,包括上模和下模。上模與普通縮杆模結構基本相同,下模則由切邊模(6)、壓蓋(8)、開口大墊圈 (9)、調節絲杆(11)、底座板 (12)及絲杆並帽(15)構成,切 邊模(6)夾在壓蓋(8)及底座板(12)之間,其上端伸出壓 蓋(8),底部墊有開口大墊圈(9);調節絲杆(11)位於切邊 模(6)正下方,通過絲杆並帽 (15)安裝在底座板(12)上。本實用新型可將現有螺栓生產工序從四道減為三道,從而大大提高勞動生產率,節省電力及設備投資, 減小設備磨損。
16. TITANIUM ALLOY BOLT MANUFACTURING FACILITY AND METHOD FOR MANUFACTURING TITANIUM ALLOY BOLT USING SAME [ EP2543453 ] :
本發明涉及一種透過溫鍛製程製造鈦合金螺栓的方法和裝置。裝置包括:供料裝置(100),用於供應從鈦合金棒材切割成固定長度的原料(W);裝載機(200),用於承載從供料裝置(100)供應的原料(W);加熱裝置(300),用於加熱原料(W); );引導裝置(500),用於將加熱後的原料(W)引導到鍛模(420)中;熱處理裝置,用於對鍛件(F)進行熱處理;剝離裝置,用於去除熱處理後的鍛件(F)上的氧化層;加工裝置,用於對鍛件(F)上剝離氧化外觀的所需部分進行; (F)為了得到所述鈦合金螺栓,本發明也提供了一個用於清潔所述鈦合金螺栓整個表面的清潔裝置。透過本發明,可以提高所述鈦合金螺栓的尺寸精度、機械性能以及生產效率。
This invention relates to a method and apparatus for manufacturing a titanium alloy bolt through a warm forging process.;The apparatus includes a feeding device (100) for supplying raw material (W) which is cut into a fixed length from a titanium alloy rod, a loader (200) for carrying the raw material (W) supplied from the feeding device (100), a heating device (300) for heating the raw material (W), a forging device (400) provided with a forging die (420) which fabricates a forging (F) from the heated raw material (W), a guiding device (500) for conducting the heated raw material (W) into the forging die (420),a heat-treating device for heat-treating the forging (F), a peeling device for removing the oxidized layer on the hear-treated forging (F), a machining device for machining the desired portions of the forging (F) from which the oxidized layer is peeled, a form rolling device for forming a thread on an outer surface of the machined forging (F) in order to obtain the titanium alloy bolt, and a cleaning device for cleaning the entire surface of the titanium alloy bolt. Dimensional accuracy and mechanical properties of the titanium bolt, and productivity are improved by the present invention.
17. 螺栓頸下段成型方法 [ TWI245672 ] :
一種螺栓頸下段成型方法,依序包含以下步驟:(A)裁切一胚桿,且該胚桿具有一桿身部,及一自該桿身部之一末端往外一體延伸之鍛造部。(B)將該胚桿之鍛造部鍛粗。及(C)衝鍛該已被鍛粗之鍛造部,而將該鍛造部由其內端周緣往其末端擠切成型一橫截面呈多邊形之頸下段,並藉衝鍛於該鍛造部末端成型一螺頭段。
18. 安全帶螺栓成型方法 [ TWI854681 ] :
本發明安全帶螺栓成型方法,其包含有一備料步驟,一第一成型步驟及一第二成型步驟,其利用該第一成型步驟將備料步驟準備之金屬棒材一端成形出第一頭部,而該第一頭部上形成有複數第一凹部與第一凸部交錯設置,而後再配合合模機及其上所設置之定位器設計,該第二成型步驟透過該定位器固定該第一頭部後,以使該金屬棒材另一段形成一第二頭部,且該第二頭部上形成有相對應於該第一頭部之第一凹部、第一凸部的第二凹部及第二凸部,以精準控制該第二凹部、第二凸部相對該第一凹部、第一凸部之對稱位置不會產生偏移,確保生產良率之提升。
----
4.3 以『鐓粗』(B21J005/08)為主要IPC分類號之扣件相關專利:
本項分類號(B21J005/08)之專利包括『螺栓加熱鐓粗成型工藝、超長杆螺栓頭部熱鐓成型裝置及成型方法、一種超大頭長杆螺栓製造方法與模具結構、偏心螺栓冷鐓的加工方法、一種沉頭內六角螺栓成形方法、一種刮屑槽螺栓的成型工藝、一種球頭螺栓冷鐓成型模具、ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME、ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 螺栓加熱鐓粗成型工藝 [ CN102527898 ] :
本發明公開了一種螺栓加熱鐓粗成型工藝,它包括如下步驟:固定原料螺栓、對原料螺栓的預鐓粗成型部位加熱、頂推變粗、取下半成品成型螺栓、通過固定回轉滾輪與平移回轉滾輪回轉成型與取下成品成型螺栓。本發明的工藝不破壞材料纖維流向,提高產品品質;本發明的工藝生產效率比原傳統的車床兩頂針車削提高3倍左右,減輕工人勞動強度。本發明的工藝與現有工藝相比中,本發明的工藝顯然可以選擇直徑更小的原料螺栓,這樣可以節約生產成本。
02. 超長杆螺栓頭部熱鐓成型裝置及成型方法 [ CN104475635 ] :
本發明涉及緊固件加工領域,特別是涉及到了一種超長杆螺栓頭部熱鐓成型裝置及成型方法。超長杆螺栓頭部熱鐓成型裝置包括壓力機的工作臺以及設於工作臺上的成型模具,所述工作臺上設有上下通透的、供被加工螺栓通過的通孔,成型模具包括模座和模芯,模芯為分瓣式的開合模芯,模座上還裝配有向下延伸的、通過工作臺上的所述通孔的承重吊杆,承重吊杆上設有用於承托被加工螺栓的託盤。本發明的超長杆螺栓頭部熱鐓成型裝置可以克服壓力機行程的限制,從而實現利用壓力機鐓制超長杆螺栓的螺栓頭,解決了超長杆螺栓的生產存成本高、效率低的問題。
03. 一種超大頭長杆螺栓製造方法與模具結構 [ CN104646581 ] :
本發明公開一種超大頭長杆螺栓製造方法:第一步:準備杆件毛坯;線材坯料的截面面積等於終成型杆徑截面面積的1.5?1.8倍。第二步:螺栓螺杆部分預縮細,直徑減小的面積比為20?25%。第三步:螺栓螺杆部分縮細成形,直徑減小的面積比為20?25%;第四步:頭部鐓粗雙錐體預成形,雙錐體包括上正錐體和下倒錐體;上正錐體預留圓柱形定位導向夾持高度3毫米;上正錐體脫模斜度為8°??15°;下倒錐體脫模斜度為12°??15°;上正錐體高度比下倒錐體高度小1~7.5mm。下倒錐體占雙錐體體積一半以上,在靜模中成形,減少了動模中錐形模所受的橫向力,增加頭部成型的穩定性。第五步:頭部鐓粗柱狀體預成形。第六步:頭部鐓粗終成形。
04. 偏心螺栓冷鐓的加工方法 [ CN106984752 ] :
一種偏心螺栓冷鐓的加工方法,包括以下步驟:步驟一,將零件胚體置入第一衝壓下模的第一定位槽中,啟動驅動裝置將第一衝壓上模向下壓至指定位置使零件胚體的頭部依次形成六角形結構與偏心凸起,使零件胚體的底部形成倒角;步驟二,將步驟一中成型的零件置入第二衝壓下模的第二定位槽中,啟動驅動裝置將第二衝壓上模向下移動,直至第二衝壓上模的下表面與第二衝壓下模的上表面之間的距離等於設定的偏心法蘭的厚度;步驟三,將零件置入切邊模定位槽中,啟動驅動裝置,切邊上模帶動環形切邊模體向下移動切除偏心法蘭側面上的毛邊;步驟四,將成型完成的零件移出模具,運送至存儲處。本發明的優點在於:工序簡單,生產穩定性高,能有效保證成品品質。
05. 一種沉頭內六角螺栓成形方法 [ CN107008838 ] :
本發明提供了一種沉頭內六角螺栓成形方法,包括如下步驟:初鐓:開啟多工位元溫鐓機的加熱系統,坯料加熱後,在多工位溫鐓機的第一工位上,將坯料進行初鐓,將沉頭鐓壓出一個錐形坑;精鐓:多工位溫鐓機的第二工位上,利用內六方組合模具沿錐形坑處衝壓,將錐形坑衝壓成內六方孔,經過反擠壓充滿上下模型腔,得到成品。本發明所述的沉頭內六角螺栓成形方法具有以下優勢:頭部內六方孔直接連續鐓壓成型,不同於斷料後單件鐓壓的方法,能夠極大提高螺栓的加工效率,延長使用壽命,降低成本。
06. 一種刮屑槽螺栓的成型工藝 [ CN109773101 ] :
本發明公開了一種刮屑槽螺栓的成型工藝,具體步驟為:根據螺栓重量和材料直徑來計算切料長度,預鐓出頭部所需直徑和高度,並一次擠壓得到螺紋第一坯徑和螺紋第一長度,將預鐓頭部按所需加工的直徑以及高度進行鐓球,並通過預鐓得到螺紋第二坯徑和螺紋第二長度,同時擠壓出倒角初始直徑以及倒角初始長度;並對螺紋第二坯徑以及螺栓第二長度進行再擠壓,達到螺紋第三坯徑以及螺紋第三長度,隨後再將倒角初始直徑以及倒角初始長度擠壓成倒角最終直徑和倒角最終長度,同時在螺栓未端部分擠壓出刮屑槽;把成形後的坯料再進行整形,去除末端毛刺,通過上述方式,本發明能夠在冷鐓工序中直接將刮屑槽擠壓完成,有效地保證產品的一致性。
07. 一種球頭螺栓冷鐓成型模具 [ CN210996254 ] :
本實用新型屬於冷鐓成型模具技術領域,尤其為一種球頭螺栓冷鐓成型模具,包括定模具,所述定模具內設置有過渡模具,所述定模具的兩側均設置有螺紋孔,所述定模具內設置有固定板,所述固定板的數量有兩個,兩個所述固定板相互遠離的一側均設置有軸承,兩個所述軸承內均活動穿設有轉軸,兩個所述轉軸的一端均固定連接有絲杆;本實用新型,通過第二支撐板、第二滑槽和第二滑塊的設置,可以對動模具的位置進行限位,防止動模具發生偏移,保證了冷鐓的精准度,在軸承、轉軸、絲杆、螺紋孔、電機和第一支撐板等的共同作用下,可以對過渡模具進行固定,當固定板不對過渡模具進行固定時,可以將過渡模具拆卸下來,拆卸和替換簡單便捷。
08. ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME [ EP4052814 ] :
一種具有中心軸線C的鋁合金螺栓,該鋁合金螺栓包括頭部;從頭部向下延伸的下頭部;形成在頭部和下頭部之間的下頭部圓角;以及形成在下頭部中的螺紋部,其中限定了彎曲區域,該彎曲區域被下表面、上表面以及鋁合金螺栓表面所包圍,該下表面從位於下頭部和下頭部圓角之間的邊界處的R- stop下方的下頭部表面向頭部方向彎曲一定距離L,該上表面設置在下表面的頭部側,距離下表面一定距離T,並且該上表面設置在鋁合金螺栓的表面,並且構成彎曲區域的鋁合金第一晶粒的平均晶粒尺寸大於在與螺紋部相鄰的螺紋部相鄰區域中構成下頭部內部的鋁合金第二晶粒的平均晶粒尺寸。
An aluminum alloy bolt having a central axis C, the aluminum alloy bolt includes a head portion; an underhead portion extending downward from the head portion; an underhead fillet formed between the head portion and the underhead portion; and a screw portion formed in the underhead portion, wherein a curved region is defined, the curved region being surrounded by a lower surface that extends inward and is curved in a head portion direction from a surface of the underhead portion below an R-stop on a surface of the aluminum alloy bolt that is a boundary between the underhead portion and the underhead fillet by a certain distance L, an upper surface provided on a head portion side of the lower surface at a certain distance T from the lower surface, and the surface of the aluminum alloy bolt, and an average crystal grain size of first crystal grains of an aluminum alloy constituting the curved region is larger than an average crystal grain size of second crystal grains of an aluminum alloy constituting an inner part of the underhead portion in a screw portion adjacent region adjacent to the screw portion.
09. ALUMINUM ALLOY BOLT AND METHOD FOR MANUFACTURING SAME [ WO2021085627 ] :
一種鋁合金螺栓,其中心軸線為C,包括:頭部;從頭部向下延伸的頸下部;以及形成於頭部和頸下部之間的頸下圓角部,頸下部具有螺紋部。此鋁合金螺栓限定了一個曲率區域,該曲率區域由以下各項圍成:一個下表面,該下表面從頸下部的表面向內擴展並朝頭部方向彎曲,該下表面位於鋁合金螺栓表面R端下方一定距離L處,該R端是頸下部和頸下圓角部的邊界;一個上表面,該上表面設置在下表面的頭部和下表面的頭部構成曲率區域的鋁合金第一晶粒的平均晶粒尺寸大於構成頸部下部內部(位於與螺紋部相鄰的區域內側)的鋁合金第二晶粒的平均晶粒尺寸。
An aluminum alloy bolt having a central axis C and comprising: a head portion; an underneck portion extending downward from the head portion; an underneck radiused portion formed between the head portion and the underneck portion, the underneck portion having a threaded portion. In the aluminum alloy bolt, a curvature region is defined which is enclosed by: a lower surface expanding inward and curving in the direction of the head portion from a surface of the underneck portion a certain distance L underneath an R-end on the surface of the aluminum alloy bolt which is the boundary between the underneck portion and the underneck radiused portion; an upper surface provided on the head portion side of the lower surface at a certain distance T from the lower surface; and the surface of the aluminum alloy bolt. An average crystal grain size of first crystal grains of the aluminum alloy of which the curvature region is composed is greater than an average crystal grain size of second crystal grains of the aluminum alloy of which the interior of the underneck portion inward of a threaded portion adjacent region adjacent to the threaded portion is composed.
----
4.4 以『鍛造、鎚擊、或壓製之方法;其專用設備或附件』(B21J005/00)為主要IPC分類號之扣件相關專利:
本項分類號(B21J005/00)之專利包括『螺栓頭部深孔的冷鐓成形方法、汽車後備箱伸縮杆聯接的球頭螺栓的製作工藝及其球頭螺栓、一種多工位冷鐓機扭剪型高強螺栓生產工藝、熱鍛螺栓加工方法、粗杆六角頭螺栓冷鐓工藝、頭部設置有環形槽的螺栓的製作方法、冷鐓工具及元件、建築用魚眼型膨脹錨栓的冷鐓製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 螺栓頭部深孔的冷鐓成形方法 [ CN104668416 ] :
一種螺栓頭部深孔的冷鐓成形方法:依次由以下步驟:步驟一,通過第一衝壓模對螺栓頭部擠壓獲得螺栓端面中部錐形的凹孔及凹孔的尺寸和深度;步驟二,通過第二衝壓模對步驟一螺栓的凹孔進一步衝壓使凹孔繼續加深形成設定要求的深度與形狀,同時將螺栓頭部擠壓成模具設定要求的輪廓和尺寸;步驟三,通過第三衝壓模對步驟二中螺栓的凹孔通過沖頭繼續向下衝壓,使螺栓頭部的凹孔周邊按第三衝壓模的要求向上延伸而形成設定的規格與要求;步驟四,通過第四衝壓模對步驟三加工後的螺栓的凹孔內壁擠切出設定花紋,同時螺栓頭部被第四衝壓模擠壓形設定要求的輪廓、形狀和尺寸,即完成整個加工過程。其優點在於:工件使用壽命長,適用于深孔薄壁的螺栓加工。
02. 汽車後備箱伸縮杆聯接的球頭螺栓的製作工藝及其球頭螺栓 [ CN108356188 ] :
本發明適用於機械技術領域,提供了一種汽車後備箱伸縮杆聯接的球頭螺栓的製作工藝及其球頭螺栓,所述製作工藝包括步驟如下:A、將加工原料根據球頭螺栓的預定形狀規格製備成螺栓加工料;B、將所述螺栓加工料進行冷鐓加工,使所述球頭螺栓中部的角頭部冷鐓成型,所述角頭部兩端的球頭部和螺杆部鐓粗預成型;C、對完成冷鐓加工的所述螺栓加工料進行合模加工,使所述球頭螺栓的所述球頭部合模成型,並且所述球頭部與所述角頭部之間的連接處進一步鐓粗成型;D、對完成合模加工的所述螺栓加工料進行搓絲加工,使所述螺杆部的螺紋成型。借此,本發明能夠節約生產成本,提高加工效率且產品的疲勞程度高。
03. 一種多工位冷鐓機扭剪型高強螺栓生產工藝 [ CN108994228 ] :
本發明公開了一種多工位冷鐓機扭剪型高強螺栓生產工藝,具體步驟為:一工位時通過多工位冷鐓機對原胚頭部進行初鐓,二工位時對原胚尾部進行縮杆作業,並對原胚進行倒角,接著通過多工位冷鐓機對頭部進行二鐓,將頭部形狀加工至半圓形,並在頭部刻制頭標;三工位時對尾部端面進行二次倒角,並對原胚中部進行倒角,接著將頭部通過多工位冷鐓機進行終鐓,將頭部的尺寸進一步壓縮;四工位時通過縮齒模具將尾部進行縮齒,制得十二角梅花頭;通過多次進行冷鍛,可對頭部進行鍛造,並通過倒角,在冷鐓過程中放在頭部的下壓導致尾部發生較大型變,並且產品加工過程中未使用縮杆與三縮模具,產品一致性好,生產效率高,且降低了生產成本。
04. 熱鍛螺栓加工方法 [ CN111922266 ] :
本發明公開了一種熱鍛螺栓加工方法,屬於機械加工技術領域,該熱鍛螺栓加工方法包括以下步驟:步驟1,下料,得到毛坯,並其兩端均平端面和車倒角處理,得到毛坯一;步驟2,對毛坯一進行縮杆加工,得到毛坯二;步驟3,對毛坯二熱成型處理,形成螺栓頭部和墊圈面,得到毛坯三;步驟4,對半成品螺栓進行後續處理,得到成品螺栓。本發明解決了現有工藝中車削加工墊圈面容易呈橢圓狀,且車削加工耗時耗力的問題。本發明節約了生產成本,加工的墊圈面尺寸一致性更好。
05. 粗杆六角頭螺栓冷鐓工藝 [ CN113500158 ] :
本發明涉及六角頭螺栓成型技術領域,尤其是粗杆六角頭螺栓冷鐓工藝,包括如下步驟:斷料:將原材料送至斷料模具內進行斷料,斷料長度為固定的,得到胚料;一序:將胚料置於強縮模具內進行第一次冷鐓,氣缸的伸縮杆將胚料關進強縮模具內進行強縮處理,得到毛坯件;二序:將毛坯件進行第二次冷鐓,使得螺栓杆部進行預倒角整形;通過上述方式,本發明採用粗杆六角頭螺栓冷鐓工藝用四工位冷鐓機成型,將冷鐓機的強縮杆把所有材料關進強縮模具內進行強縮,強縮模具縮徑比,直接縮到產品尺寸,再通過切邊凹模直接成型,節省了材料,實現大批量、穩定生產3/8‑24UNFX22.2粗杆美制六角頭螺栓,提高了加工效率。
06. 頭部設置有環形槽的螺栓的製作方法、冷鐓工具及元件 [ CN114054654 ] :
本發明適用於螺栓技術領域,提供了一種頭部設置有環形槽的螺栓的製作方法、冷鐓工具及冷鐓元件,該方法包括:根據目標螺栓的體積獲取初始材料,對所述初始材料通過冷鐓的方式進行杆部預成型獲得第一材料,對所述第一材料通過冷鐓的方式進行頭部預成型以及杆部終成型獲得第二材料;對所述第二材料通過冷鐓的方式進行頭部環形槽預成型獲得第三材料;對所述第三材料通過冷鐓的方式進行頭部環形槽終成型獲得第四材料,若所述目標螺栓為圓頭螺栓,則所述第四材料為所述目標螺栓。借此,本發明實現了加工效率高,降低了產品的製造成本與生產週期,無切削產生,材料利用率高。
07. 建築用魚眼型膨脹錨栓的冷鐓製造方法 [ CN118417476 ] :
本發明提供了一種建築用魚眼型膨脹錨栓的冷鐓製造方法,通過冷墩四模製造,直接制得建築用魚眼型膨脹錨栓,通過本發明方法,能夠提高原料利用率和品質並提高生產效率,並且,外形尺寸統一、產品強度高。
----
五、以『模鍛;使用專用模具切邊』(B21J005/02)為主要IPC分類號之扣件相關專利:
本項分類號(B21J005/02)之專利包括『頭部超厚法蘭螺栓的熱鐓成型方法、方頭螺栓無切銷成型工藝、一種用於製造發動機中置螺栓的冷鐓模組及冷鐓工藝、高強度鈦合金螺栓溫鐓擠細成型方法、一種犁形螺栓成型工藝及其成型模具、一種四方臺階螺栓冷鐓成型切邊模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 頭部超厚法蘭螺栓的熱鐓成型方法 [ CN107983895 ] :
本發明公開了一種頭部超厚法蘭螺栓的熱鐓成型方法,包括增加初鐓、調整加熱感應圈間距、再次鐓制等過程,具體步驟如下:第一、初鐓:將毛坯放入組合凹模(5)型腔內,利用壓力機錘頭滑動使下模(6)上端面與組合凹模(5)相接觸,進行產品的擠壓鐓制,再利用頂杆(4)將初鐓成品頂出;第二、調整加熱感應圈(12)的間距:將第一步中所得初鐓成品大端的加熱感應圈(12)間距調整為小端的加熱感應圈(12)間距的1.2倍左右;第三、再次鐓制:先在上模的上固定座(2)與上背帽(7)之間均勻地增設墊片(9),進行產品的擠壓鐓制,再利用頂杆(4)將成品頂出。總之,本發明優質可行、高效實用,適合頭部超厚法蘭螺栓的熱鐓成型的推廣使用。
02. 方頭螺栓無切銷成型工藝 [ CN110102684 ] :
本發明公開了一種方頭螺栓無切銷成型工藝,其特徵在於:包括以下成型步驟,(一)一序模具將柱形棒料預成型件a的尾部成型倒角形成預成型件b;(二)二序模具將預成型件b的頭部四方預整形形成預成型件c,且預成型件c的頭部頂面衝壓成倒角形式;(三)三序模具將預成型件c的頭部四方成型形成成型件d。本發明採用無切削的冷鐓成型,節省材料,平整光滑無毛刺。
03. 一種用於製造發動機中置螺栓的冷鐓模組及冷鐓工藝 [ CN111872295 ] :
本發明公開了一種用於製造發動機中置螺栓的冷鐓模組及冷鐓工藝,涉及冷鐓技術領域,該冷鐓模組包括第一冷鐓模具、第二冷鐓模具、第三冷鐓模具、第四冷鐓模具、第五冷鐓模具、第六冷鐓模具,通過六個冷鐓模具將線材坯料經過六次冷鐓成型,提高了材料利用率,降低了成本,提高了生產效率,並且對金屬材料進行冷鐓時,能夠使金屬材料產生適當的塑性變形,相對於油壓工藝一次鐓擠更能增加金屬材料的強度。
04. 高強度鈦合金螺栓溫鐓擠細成型方法 [ CN117340179 ] :
本發明公開了一種高強度鈦合金螺栓溫鐓擠細成型方法,包括以下操作步驟:第一,通過校直機構將鈦合金原材料進行校直;第二,採用電磁感應加熱裝置對校直後鈦合金原材料的前端進行加熱,加熱長度範圍為50‑100mm,加熱溫度為600‑800℃;第三,採用切料裝置對加熱後的鈦合金進行切斷,將坯料傳送至一位陰模口處等待加工;第四,採用一位陽模及一位陰模進行螺栓頭部預鐓成型,借助二位陽模及一位陰模進行螺栓頭部精鐓成型,傳送至二位陰模口處;第五,借助三位陽模及二位陰模進行螺栓杆部擠細成型,通過二位元陰模頂出結構將坯料推出二位元陰模。本發明利用率高、成本降低、加工高效、優質可靠,適合高強度鈦合金螺栓溫鐓擠細成型的推廣使用。
05. 一種犁形螺栓成型工藝及其成型模具 [ CN120095082 ] :
本發明涉及犁形螺栓衝壓鍛造技術領域,具體涉及一種犁形螺栓成型工藝及其成型模具,包括以下步驟:S1:對待加工線材進行冷鐓衝壓,沿軸向逐漸約束部分待加工線材的四方以形成圓角矩形柱,待圓角矩形柱得到預定長度,再沿軸向逐漸約束部分所述圓角矩形柱的四角以形成預設長度的圓柱杆,得到粗加工螺栓,所述圓柱杆的直徑小於待加工線材的的直徑;S2:模具中與圓柱杆接觸的部分不變,其餘部分更換,約束粗加工螺栓;S3:對粗加工螺栓進行冷鐓衝壓,所述圓角矩形柱與所述圓柱杆接觸的部分,以及圓角矩形柱受擠壓形變成四方部,所述圓角矩形柱與待加工線材接觸的部分,以及待加工線材的剩餘部分受擠壓形變成頭部,得到犁形螺栓。
06. 一種四方臺階螺栓冷鐓成型切邊模具 [ CN208811015 ] :
本實用新型涉及冷鐓成型技術領域,公開了一種四方臺階螺栓冷鐓成型切邊模具,包括了上沖模、切邊模、第一墊塊、第二墊塊和下沖棒,適用於冷鐓成型工藝製作,製件強度高、成本低、效率高。其中,切邊模、第一墊塊、第二墊塊採用組合過盈配合,有效的提高了模具的強度,且可對易損件切邊模單獨更換,節約了模具成本;本實用新型切邊模具製作出的四方臺階飽滿,四方臺階表面光滑、平整、品質穩定,臺階使用面達到100%,完全杜絕了製件使用打滑現象,適用於批量生產四方臺階類的製件。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----