
2023-06-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-06-No-2):
#技術主題 : #應力疊加技術改善齒形凸緣螺絲頭切邊製程品質
切邊技術常用於製造局部高精度要求的螺絲頭和類似零件,當切除尖銳幾何輪廓時,常因鍛件中的不均匀材料流動和應力分佈,而在這些尖銳邊緣處產生裂紋。
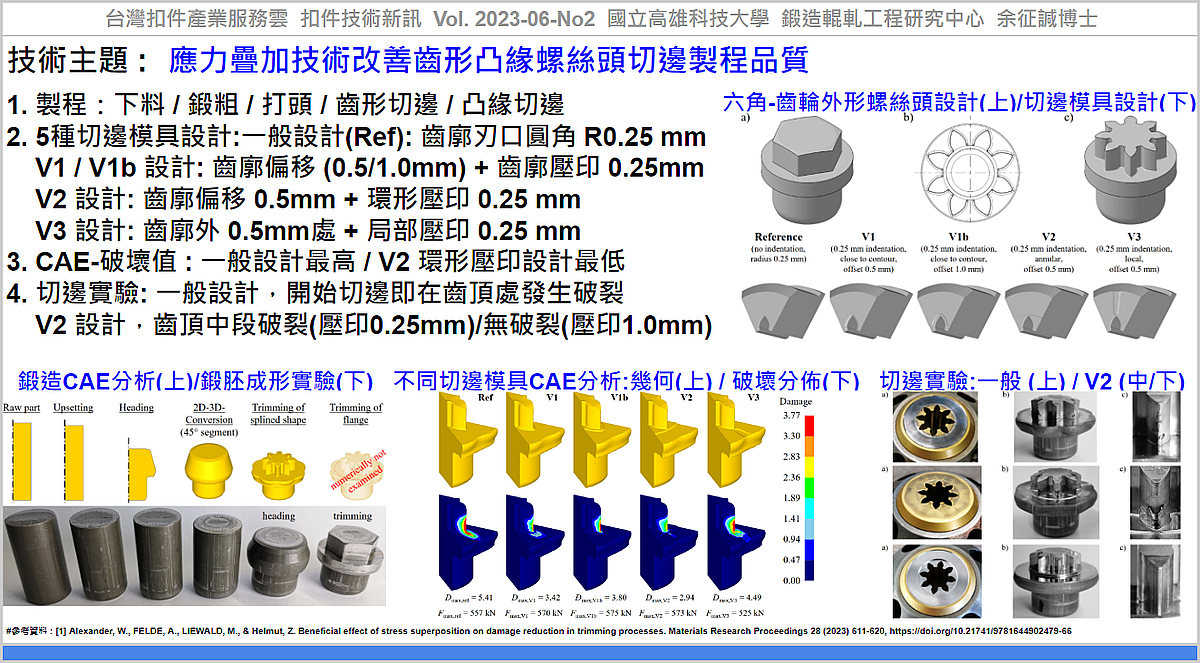
Alexander 等人[1] 提出應用局部應力疊加技術之5種切邊模具設計,以改善齒形凸緣螺絲頭零件在切邊修整過程中的破裂問題,材質為扣件常用碳鋼材料 EN 1.0214。除了一般切邊模具(僅沿切邊輪廓倒圓角),另提出4種壓印輪廓(齒形、環形、局部形狀)與壓印深度(0.25mm、1.0mm)之模具設計,產生壓縮應力以形成局部應力疊加效果。透過 DEFORM 3D進行 CAE 分析模擬,其中軸對稱製程(鍛粗、打頭)以2D模型模擬,具循環對稱的齒形切邊製程,則將2D分析結果轉換成3D模型後,再進行3D齒形切邊模擬,以Normalized Cockcroft & Latham破壞模型評估不同壓印設計所產生的壓縮應力疊加效果對齒形切邊的破壞影響,從分析結果看,一般切邊模具,齒頂至齒根之材料流動不均勻,破壞值最大(Dmax,Ref = 5.41),V2之環形壓印設計,其材料流動較均勻,破壞值最小(Dmax,V2 = 2.94);從切邊實驗結果看,一般切邊模具在開始切邊時,即在齒頂處發生破裂,環形壓印模具設計,壓印深度0.25mm時,在齒頂中段才開始出現破裂,將壓印深度加大至1.0mm,產生更高的壓縮應力,即可產出無裂痕之齒形輪廓。
以下為細節說明。
1. 5種切邊模具設計:
(1) 一般切邊模具設計(Ref):沿著齒形輪廓,切刃圓角R0.25mm。
(2) V1 切邊模具設計:齒形輪廓向外偏移 0.5mm、齒形輪廓壓印深度 0.25mm。
(3) V1b 切邊模具設計:齒形輪廓向外偏移 1.0mm、齒形輪廓壓印深度 0.25mm。
(4) V2 切邊模具設計:齒形輪廓向外偏移 0.5mm後、環形壓印深度 0.25 mm / 1.0 mm。
(5) V3 切邊模具設計:齒形輪廓外 0.5mm處、局部壓印深度 0.25 mm (產生局部壓縮應力)。
2. 在CAE分析部分:
(1) 以Normalized Cockcroft & Latham破壞模型,評估5種模具設計。一般切邊模具設計之破壞值最大(Dmax,ref = 5.41),出現在齒頂處;其他模具設計皆因凹陷設計降低了齒頂與齒根間的不均勻流動,產生的徑向壓縮應力疊加效果而降低破壞值。
(2) V2環形凹陷設計,其材料流動較均勻,具有最低之破壞值(Dmax,V2=2.94)。
(3) 不同模具設計,其成形負荷介於525 kN至575kN之間,材料僅局部變形,負荷影響小。
3. 在切邊實驗部分:
(1) 傳統切邊模具實驗,在開始切邊時,即在齒頂處發生明顯破裂。
(2) 以破壞值最低之V2環形凹陷設計(壓印深度0.25mm)進行實驗(將六角凸緣切邊模具換成齒形輪廓切邊模具),在切邊至齒頂一半高度處開始發生破裂。
(3) 將V2環形壓印深度從0.25mm增加至1.0mm,產生更高的壓縮應力,即可產出無裂痕之齒形輪廓。
應用該技術,可協助產業透過『應力疊加技術改善齒形凸緣螺絲頭切邊製程品質』,建立『扣件模具設計技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Alexander, W., FELDE, A., LIEWALD, M., & Helmut, Z. Beneficial effect of stress superposition on damage reduction in trimming processes. Materials Research Proceedings 28 (2023) 611-620, https://doi.org/10.21741/9781644902479-66.
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-06-No2, https://bit.ly/FastenerNewTech202306No2
----
Tag: #Fasteners, #Screw, #Gear, #Trimming, #DieDesign.
----