
2024-11-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2024-11-No-2):
#技術主題 : #內螺紋成形攻牙技術
輕量化材料(如鋁合金)在現代工業的應用日益增長,輕量化有助於降低能耗和碳排放,特別是在汽車、航空等領域。使用螺紋作爲主要的結合技術,其中內螺紋的製造品質,更是直接影響扣件結合的可靠性。
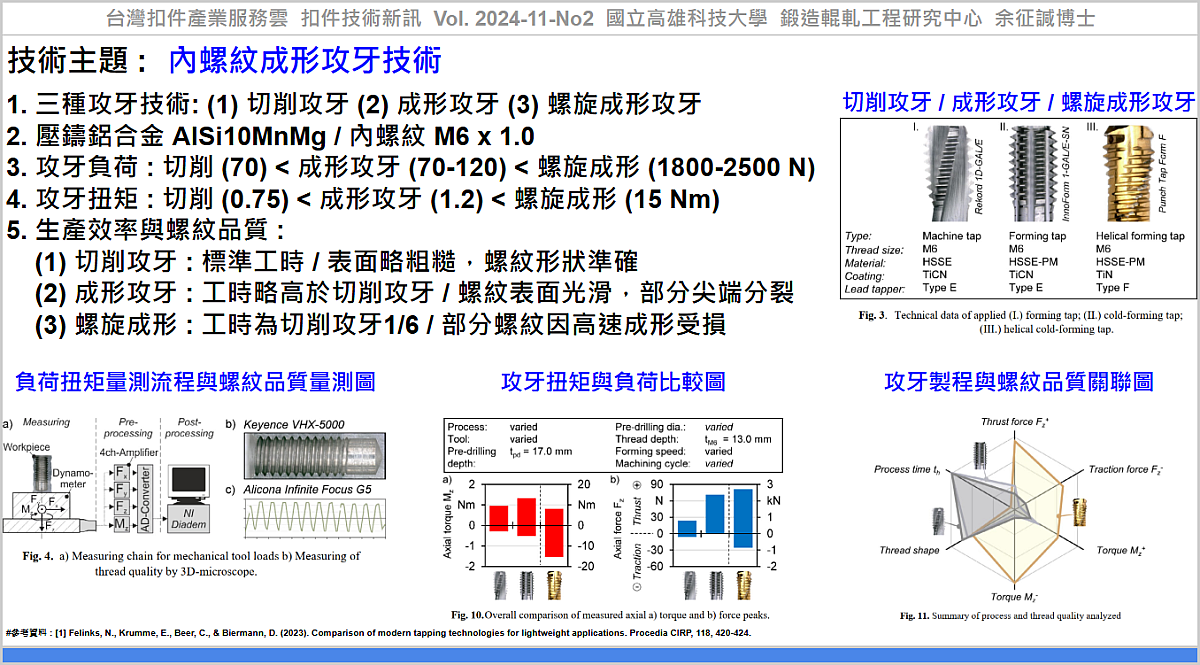
Felinks 等人[1],以壓鑄鋁合金(AlSi10MnMg)為試驗材料,進行内螺紋(M6x1.0)攻牙試驗,比較傳統切削攻牙 (tapping)、成形攻牙(thread forming)以及螺旋成形攻牙技術(helical thread forming)對攻牙負荷、扭矩、螺紋品質和生產效率的影響。
三種攻牙方法特性:
(1) 切削攻牙:利用螺絲攻切削預鑽孔內的材料形成螺紋,工具旋轉並軸向進給,切除材料生成溝槽。該技術精度高但需排除切屑。
(2) 成形攻牙:以螺絲攻壓縮材料產生塑性變形形成螺紋,無切屑生成,螺紋表面光滑且強度提升,但需更高摩擦負載與潤滑。
(3) 螺旋成形攻牙:結合壓入與螺旋運動快速成形螺紋,使材料產生塑性變形並剪除毛刺,高效率但需承受更高機械負載。
利用動力計記錄攻牙試驗的三軸向負荷與扭矩,以數位顯微鏡量測及觀察螺紋,從試驗結果知:
1.攻牙負荷比較:
傳統切削攻牙(70N) < 成形攻牙 (70-120N) < 螺旋成形攻牙 (1800-2500N)。
2. 攻牙扭矩比較:
傳統切削攻牙(0.75Nm) < 成形攻牙 (1.2Nm) < 螺旋成形攻牙 (15Nm)。
3. 生產效率與螺紋品質比較:
(1) 傳統切削攻牙:標準加工時間。表面略粗糙,但螺紋形狀準確。
(2) 冷成形攻牙:加工時間略高於切削攻牙。螺紋表面光滑,具高表面品質,部分尖端出現分裂。
(3) 螺旋成形攻牙:加工時間為切削攻牙1/6。部分螺紋因高速成形受損。
該技術論文比較傳統切削攻牙、成形攻牙與螺旋成形攻牙技術,在壓鑄鋁合金內螺紋製造中的效能與影響。傳統切削攻牙具有最低攻牙負荷、最低扭矩和高幾何準確度為優勢,適合對螺紋精度要求高的應用;成形攻牙能產生光滑表面並提升螺紋強度,承受中等機械負載,適用於高承載需求的連接部件;螺旋成形攻牙技術其加工時間僅為傳統切削攻牙的1/6,能大幅提高生產效率,適合大批量生產,但需克服更高的攻牙負載和部分螺紋缺陷問題。這三種技術為製造業提供了靈活的選擇,可根據需求在加工效率、螺紋品質和攻牙負載之間取得平衡,以推動輕量化材料在汽車與航空領域的廣泛應用。
應用該技術,可協助產業透過『內螺紋成形攻牙技術』,建立『螺紋加工技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Felinks, N., Krumme, E., Beer, C., & Biermann, D. (2023). Comparison of modern tapping technologies for lightweight applications. Procedia CIRP, 118, 420-424., https://www.sciencedirect.com/science/article/pii/S2212827123002962
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2024-11-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_62ea27ce-d82b-4093-a18a-6941c3f9f013
----
Tag: #Fastener, #Thread, #Form Tapping, #Monitoring, #Screw.
----