
2023-10-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-10-No-2):
#技術主題 : #偏心鍛件冷鍛成形分析
冷間鍛造常用於製造螺帽、螺栓、螺絲和特殊扣件,鍛件具有高尺寸公差、高機械性能和良好表面外觀等優點,但在鍛造過程中,模具承受較大的成形負荷與模具應力,尤其鍛造偏心鍛件時,受力不均更容易造成模具磨耗與破裂。
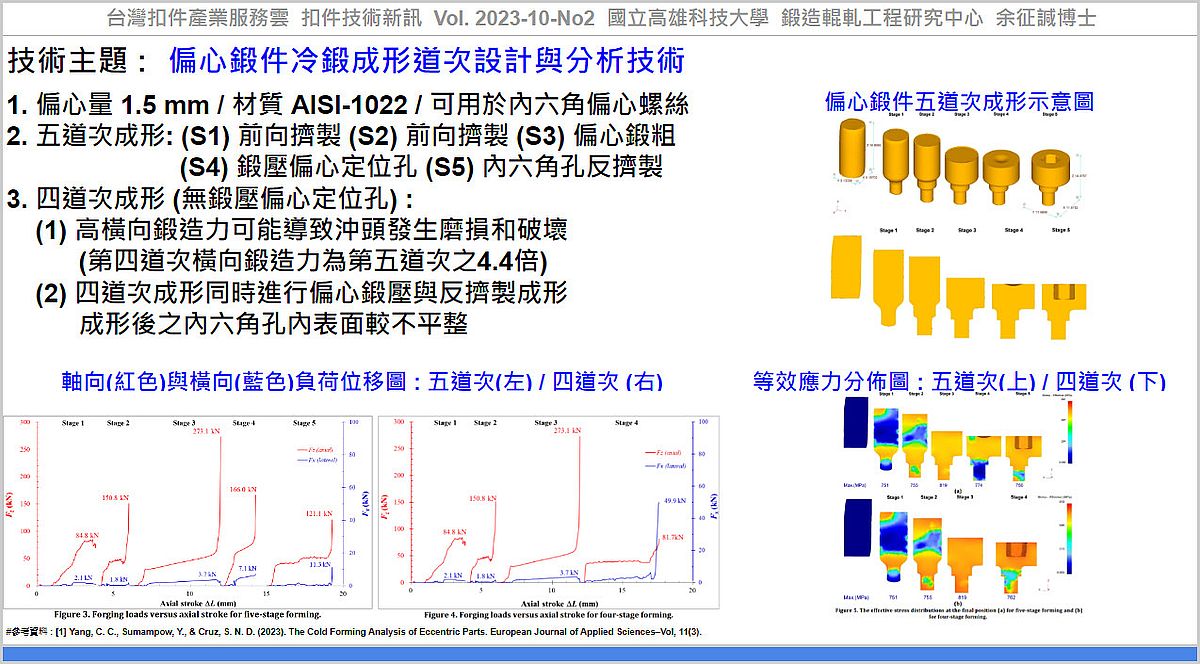
Yang 等人[1]針對一偏心鍛件(可應用於內六角偏心螺絲),提出5道次與4道次冷鍛成形設計,材質為低碳鋼 AISI-1022,並利用DEFORM-3D進行成形分析。五道次成形包括(S1)前向擠製(S2)前向擠製(S3)偏心鍛粗(S4)鍛壓偏心定位孔(S5)內六角孔反擠製;四道次成形無鍛壓偏心定位孔,第三道次偏心鍛粗後立即進行內六角孔反擠製成形。
從CAE分析結果知:
(1) 五道次與四道次成形之最大等效應力、等效應變與鍛流線分佈皆相當相似,但四道次成形由於無預先成形定位孔,且同時進行偏心鍛壓與反擠製成形,材料流動較爲激烈,成形後之內六角孔內表面較不平整。
(2) 五道次成形:因線材下料後為非對稱幾何,在第一及第二道次前向擠製時,同時進行鍛胚整形與形成三個階級特徵,可看到其成形應力呈現不均匀分佈。第三道次成形時,鍛件上端偏心鍛壓1mm,最大等效應力為819MPa。在五道次成形中,第四道次偏心鍛壓 ,其偏心量為1.5mm,成形第五道次內六角孔反擠製之定位孔,最大等效應力為 774MPa;第五道次於定位孔處進行內六角孔反擠製,材料流動主要位於反擠製處,最大等效應力為760MPa。
(3) 最大軸向鍛造力總和,五道次成形為795.8 kN、四道次成形為590.4kN。雖然四道次成形的最大軸向鍛造負荷總和小於五道次成形,但四道次成形最後階段的最大橫向鍛造力為五道次成形最後道次之4.4倍,高橫向鍛造力可能導致沖頭發生磨損和破壞。
應用該技術,可協助產業透過『偏心鍛件冷鍛成形分析』,建立『偏心扣件成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Yang, C. C., Sumampow, Y., & Cruz, S. N. D. (2023). The Cold Forming Analysis of Eccentric Parts. European Journal of Applied Sciences–Vol, 11(3)..
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-10-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_0819b7a8-8eae-40c4-a38a-cd259bff2c3e
----
Tag: #Fastener, #Forging.
----