
2023-12-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2023-12-No-2):
#知識主題 : #防盜防鬆墊圈連續沖壓成形方法
防鬆墊圈可利用連續沖壓製造具有厚度變化之防鬆墊圈,習知沖壓成形工法(11站)如下所列,並存在以下缺點:
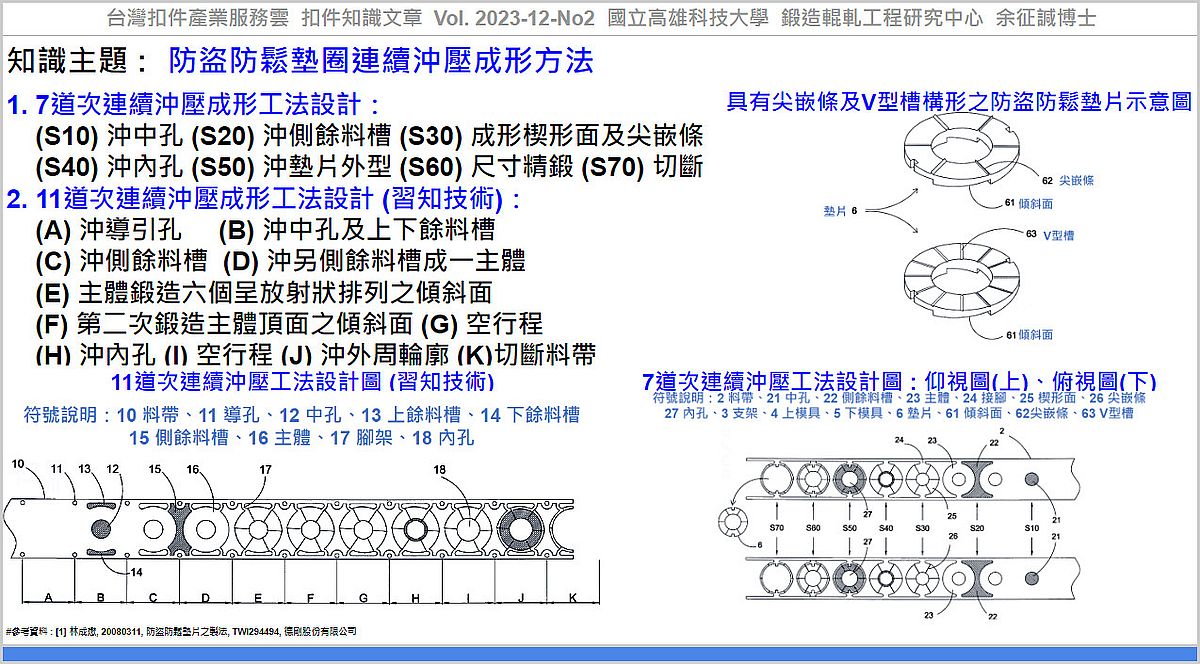
習知之連續沖壓成形工法設計:
(A)沖設導引孔、(B)沖設中孔、上下餘料槽、(C)沖設側餘料槽、(D)沖設另側餘料槽成一主體、(E)主體鍛造六個呈放射狀排列之傾斜面
(F)第二次鍛造主體頂面之傾斜面、(G)空行程、(H)沖設內孔、(I)空行程、(J)沖設外周輪廓、(K)切斷料帶。
習知技術之連續沖壓成形缺點:
1.加工步驟繁複,包括2個空行程,增加模具成本。
2.先在主體頂面沖壓出數個放射狀排列之傾斜面,再以精鍛成形要求的尺寸,當主體定位不佳時,容易在精鍛過程壓毀斜角特徵。
3.四腳架支撐主體處位於傾斜面最小厚度處,當四腳架受擠壓,時餘料無處擴張,容易推擠腳架造成主體扭曲變形。
林[1]提出一7道次連續沖壓成形工法,可製造表面具有高低連續楔形面及V型槽、尖嵌條之防盜防鬆墊片。連續沖壓成形工法設計:
(S10) 沖設中孔、(S20) 沖設側餘料槽、(S30)成形楔形面及尖嵌條 、(S40)沖設內孔
(S50) 沖設墊片外型、(S60)尺寸精鍛 、(S70) 切斷下料。
該製造方法具有以下優點:
1.步驟簡要,直接以中孔做為導引孔用,在沖設側餘料槽後即形成主體外型,可減少模具數量降低模具成本。
2.楔形面成型於主體下方,有助於壓鍛過程本體與模具之靠合定位,避免模具壓損工件斜角或邊緣,提高墊片成品之稼動率。
3.本體僅有兩個位於楔形面中段位置之接腳,可避免本體扭曲,提升產品良率。
應用該技術,可協助產業透過『防盜防鬆墊圈連續沖壓成形方法』,建立『墊圈製造方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 林成懋, 20080311, 防盜防鬆墊片之製法, TWI294494, 德剛股份有限公司.
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2023-12-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_6dadd90d-3125-417d-9085-a86af9539f8e
----
Tag: #Fastener, #Washer, #Stamping.
----