
2023-11-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2023-11-No-1):
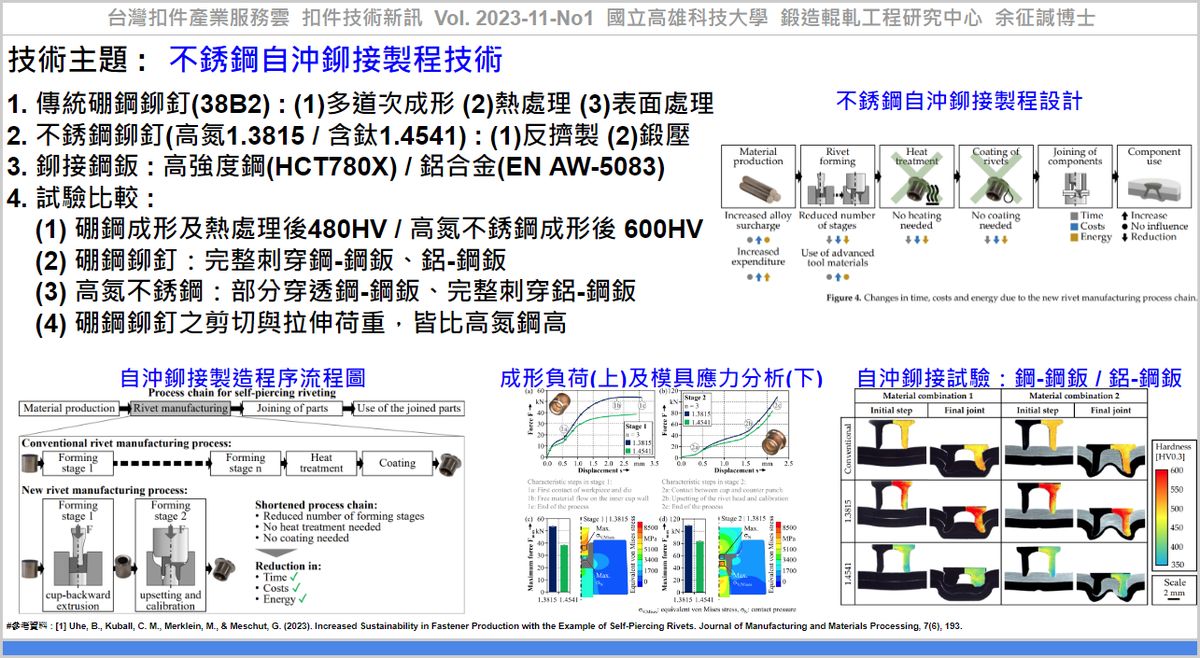
#技術主題 : #不銹鋼自沖鉚接製程技術
製造業的永續發展對於增加對環境的保護至關重要。然而,像自沖鉚釘這樣的扣件產品,其生產成本高、耗時長且耗能。在傳統自沖鉚釘製程中,需透過熱處理和表面處理,以達到足夠的強度、延展性和抗腐蝕性。
Uhe 等人[1],針對自沖鉚接產品,提出以高應變硬化不銹鋼材料(高氮不銹鋼 1.3815、含鈦不銹鋼 1.4541)取代傳統硼鋼(38B2),材料經過2道次成形後(反擠製、鍛壓),不需進行熱處理與表面處理,即具備足夠強度。並利用 SIMUIFACT 進行成形與模具應力分析,從CAE分析結果知,目前模具設計承受高負荷及高模具應力,未來仍待透過模具優化設計以降低模具負載。透過自沖鉚接試驗觀察不同鉚釘材料之鉚接行為,鉚接對象為高強度鋼(HCT780X)與鋁合金(EN AW-5083)鈑料。
從實驗結果知:
1.硼鋼經過熱處理後,硬度為 480HV,高氮不銹鋼 1.3815塑性成形後,硬度為 600 HV。
2.自沖鉚接試驗:
(1) 硼鋼鉚釘:能完整刺穿鋼-鋼鈑、鋁-鋼鈑。
(2) 高氮不銹鋼:部分穿透鋼-鋼鈑、完整刺穿鋁-鋼鈑。
(3) 含鈦不銹鋼:無法刺穿鋼-鋼鈑、部分穿透鋁-鋼鈑。
3.鉚接強度試驗:硼鋼鉚釘之剪切與拉伸荷重,皆比高氮鋼高。
(1) 硼鋼結合鋼-鋼鈑:剪切荷重10.24kN、拉伸荷重 4.94kN。
(2) 硼鋼結合鋁-鋼鈑,剪切荷重6.21kN、拉伸荷重3.81kN。
(3) 高氮鋼結合鋼-鋼鈑:剪切荷重9.80kN、拉伸荷重 4.65kN。
(4) 高氮鋼結合鋁-鋼鈑,剪切荷重4.54kN、拉伸荷重2.81kN。
應用該技術,可協助產業透過『不銹鋼自沖鉚接製程技術』,建立『自沖鉚接產品設計』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Uhe, B., Kuball, C. M., Merklein, M., & Meschut, G. (2023). Increased Sustainability in Fastener Production with the Example of Self-Piercing Rivets. Journal of Manufacturing and Materials Processing, 7(6), 193..
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2023-11-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_4a407ba8-d698-495f-abba-13cd45a237cd
----
Tag: #Fastener, #Self-PiercingRivet, #Forging.
----