
2024-10-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2024-10-No-2):
#技術主題 : #線材抽線製程AE音射監控技術
線材抽線製程是製造扣件(如螺栓、螺帽、螺絲等)的材料準備步驟,能調整線材的直徑、提升材料強度與韌性,以確保扣件在負荷或應力作用下的可靠性和使用壽命。
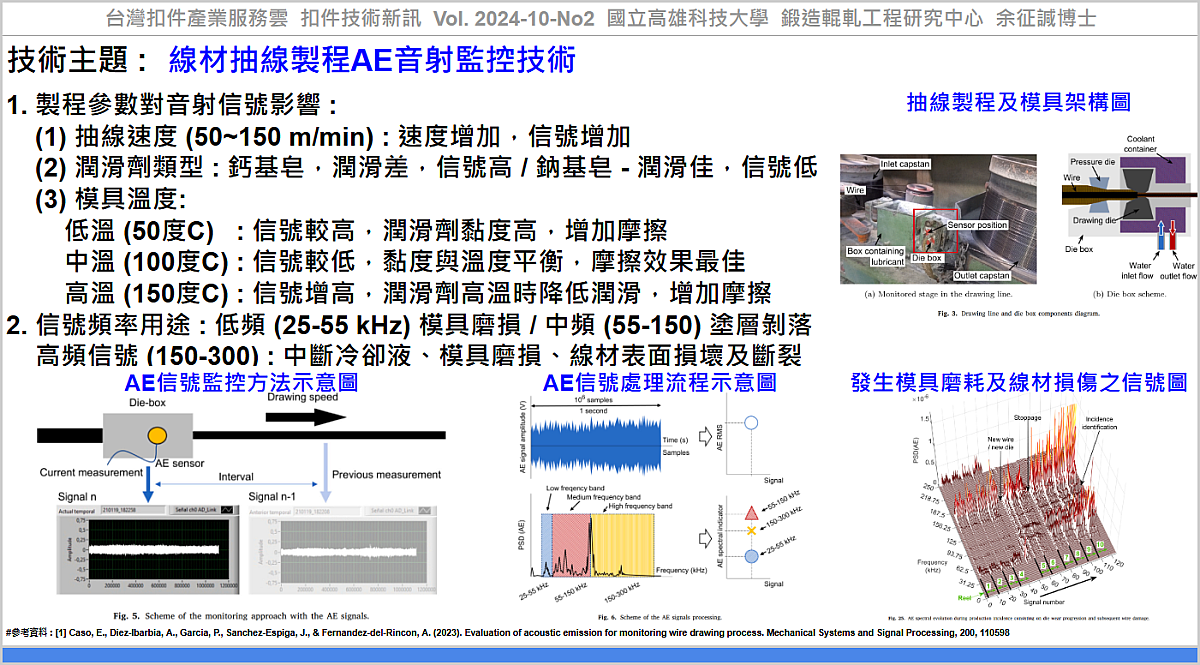
Caso 等人[1]提出利用音射技術 (acoustic emission, AE) 監控線材抽線製程,使用 LabVIEW 開發程式,以音射感測器感測音射信號(型號 VS150-RIC),評估抽線製程參數(抽線速度、模具溫度、潤滑劑類型)對音射信號的影響,並建立抽線製程監控技術。
1. 透過實驗建立製程參數對音射信號的影響:
(1) 抽線速度 (50~150 m/min):抽線速度與音射信號幅值成正比。隨著速度增加,摩擦和變形速率也增加,而釋放更多的音射能量。
(2) 潤滑劑類型 (鈣基皂 / 鈉基皂):鈣基皂潤滑效果較差,會產生較高的音射信號;鈉基皂產生較低的音射信號,能有效地降低摩擦,減少摩擦產生的能量釋放。
(3) 模具溫度 (50 ~ 150度C):
(3.1) 低溫(50度C):信號幅值較高,潤滑劑黏度高,導致摩擦增加,釋放較多的音射能量。
(3.2) 中等溫度(100度C):信號幅值較低,摩擦效果最佳,潤滑劑的黏度與溫度達到平衡,有效降低摩擦。
(3.3) 高溫(150度C):信號幅值增高,潤滑劑在高溫時降低潤滑效果,增加摩擦和變形過程的能量釋放。
2. 不同音射信號頻率分類及用途:
(1) 低頻信號 (25-55 kHz): 振幅較低,對抽線速度和潤滑劑類型不敏感;當低頻信號顯著增加時,模具開始發生磨損。
(2) 中頻信號 (55-150 kHz) : 對抽線速度和潤滑劑類型變化非常敏感;當中頻信號降低同時高頻信號振幅增加時,線材即將發生塗層剝落和線材斷裂。
(3) 高頻信號 (150-300 kHz):中斷冷卻液輸送、模具磨損、線材表面損壞導致線材斷裂,皆會導致高頻信號振幅顯著增加。
精確控制抽線過程中的製程參數(如抽線速度、潤滑劑、模具溫度)有助於確保線材的品質穩定,且音射信號對於抽線製程參數的變化非常敏感,此音射技術可作為製程狀態的指標,具有潛力可以應用於抽線製程異常監測。
應用該技術,可協助產業透過『抽線製程音射監控技術』,建立『製程監控技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Caso, E., Diez-Ibarbia, A., Garcia, P., Sanchez-Espiga, J., & Fernandez-del-Rincon, A. (2023). Evaluation of acoustic emission for monitoring wire drawing process. Mechanical Systems and Signal Processing, 200, 110598, https://www.sciencedirect.com/science/article/pii/S088832702300506X
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2024-10-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_4ac7a7b7-f41c-43d9-b498-4f1068c55a43
----
Tag: #Fastener, #WireDrawing, #Monitoring, #AcousticEmission, #Screw.
----