
2024-03-Q1-主題式專利分析
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2024-03-Q1):
#主題:#墊圈製造技術專利分析
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。墊圈亦稱墊片或華司,是一種用於機械裝配中的圓形薄片扣件,其主要目的在於分散負載壓力、減少摩擦、預防螺栓或螺母鬆脫以及防止接觸面磨損。墊圈通常安裝在螺栓頭或螺母與接觸面之間,選用的材質包括金屬、橡膠和塑料等。這些墊圈通過提供平坦的支撐表面,有效保護接觸面免受損害,同時在特定應用中還可具有密封、防鬆、防震等功能。通過使用墊圈,可以增加接觸面的耐久性,提高組件的穩定性和安全性,從而延長機械裝配的使用壽命,減少維護成本,提高生產效率,並增強機械設備的可靠性。墊圈的廣泛應用,確保了各種機械和設備的裝配質量和安全性。
本期專欄著眼於主要扣件市場(台灣、美國、歐洲、中國)之『墊片製造技術』之專利分析,經過專利檢索與篩選,共有143筆扣件專利,公告日介於1981至2023間,申請國件數分別為台灣(TW)14件、美國(US)19件、中國(CN)108件、歐洲(EP)1件與世界(WO)1件,專利權人包括台灣的『德剛股份有限公司, 智品精密機械有限公司, 釗輝實業有限公司, 晉禾企業股份有限公司, 徐福川, 林輝球, 林冠泓, 陳富裕』 … 等專利權人(完整專利權人請詳參專利清單)。
透過解析專利説明文件,分析專利之技術與功效,可將『墊圈製造技術』依技術分類爲:(1) 墊片種類及功能設計技術 (2) 鈑材成形墊片技術 (3) 線材成形墊片技術 (4) 其他成形方法 (5) 墊圈特徵折彎成形技術 (6) 墊圈特徵倒角成形技術 (7) 不同規格墊片製造技術 (8) 墊圈成形自動化技術 (9) 墊圈表面處理與熱處理技術 (10) 製程效率提升技術 (11) 製程穩定提升技術。以下為本期主題式專利分析,詳細專利資訊請參閱專利清單。
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, https://www.tw-fastener.com/tfsc/knowledge/BLP_753ea2fa-5ec2-402b-b84e-95cb9fab2cae
[2] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1x3GPJPUXded4gNZXoSEnwnRu_qws0Mji/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, 專利説明書 PDF, https://drive.google.com/drive/folders/1Fmz7VOPcNbITZjY1Qv6wYSDhT1Bqdp7b?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_753ea2fa-5ec2-402b-b84e-95cb9fab2cae )
----
Tag : #Fasteners, #Patent, #Review .
----
一、專利檢索
本次專利檢索利用台灣、中國、美國之專利智慧財產局資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為143件。
專利檢索條件:
TAC:(墊圈 墊片 華司 Washer Gasket) AND TAC:(模具 鍛造 冷鍛 Forging 沖壓 Stamping 製造 manufacture 加工 成形 Forming)
----
二、專利權人分析
根據專利權人國家別分析統計資料(詳細專利資訊請參閱專利清單),各申請國之專利權人數及專利件數,分別為:台灣(TW)9人14件、中國(CN)89人108件、美國(US)17人19件、歐洲(EP)1人1件、世界(WO)4人1件。
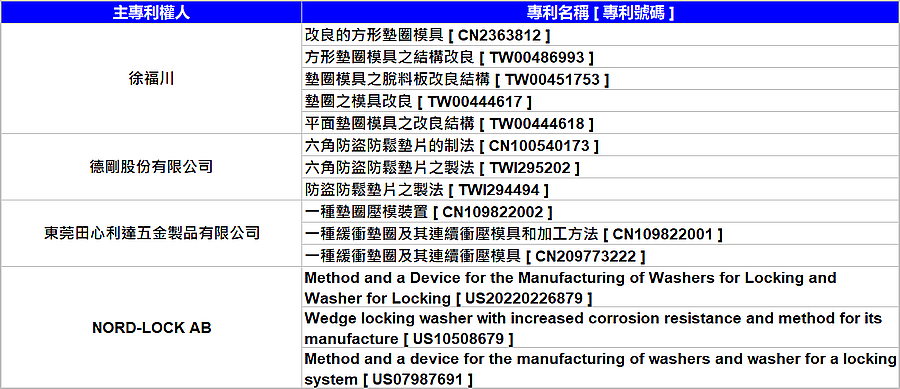
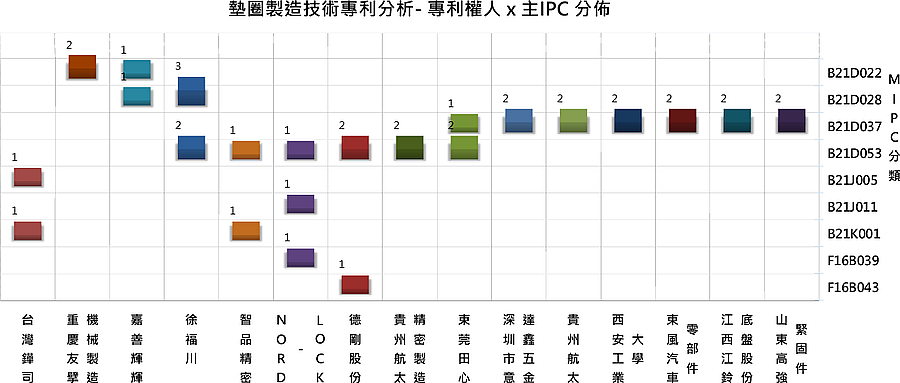
利用專利權人及專利主IPC,進行技術分類與各專利權人之專利佈局,其中以『B21D037』及『B21D053』為主要技術,著重在墊片成形沖壓模具設計、沖壓料條設計、鍛造模具設計與鍛造製程設計。以徐福川(5件專利)、德剛股份有限公司(3件專利)、東莞田心利達五金製品有限公司(3件專利)、NORD-LOCK AB(3件專利)等專利權人擁有較多專利(參考下表)。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)
----
三、技術功效分析
透過解析專利説明文件,分析專利之技術與功效(如下圖),可將『墊圈製造技術』依技術分類爲:
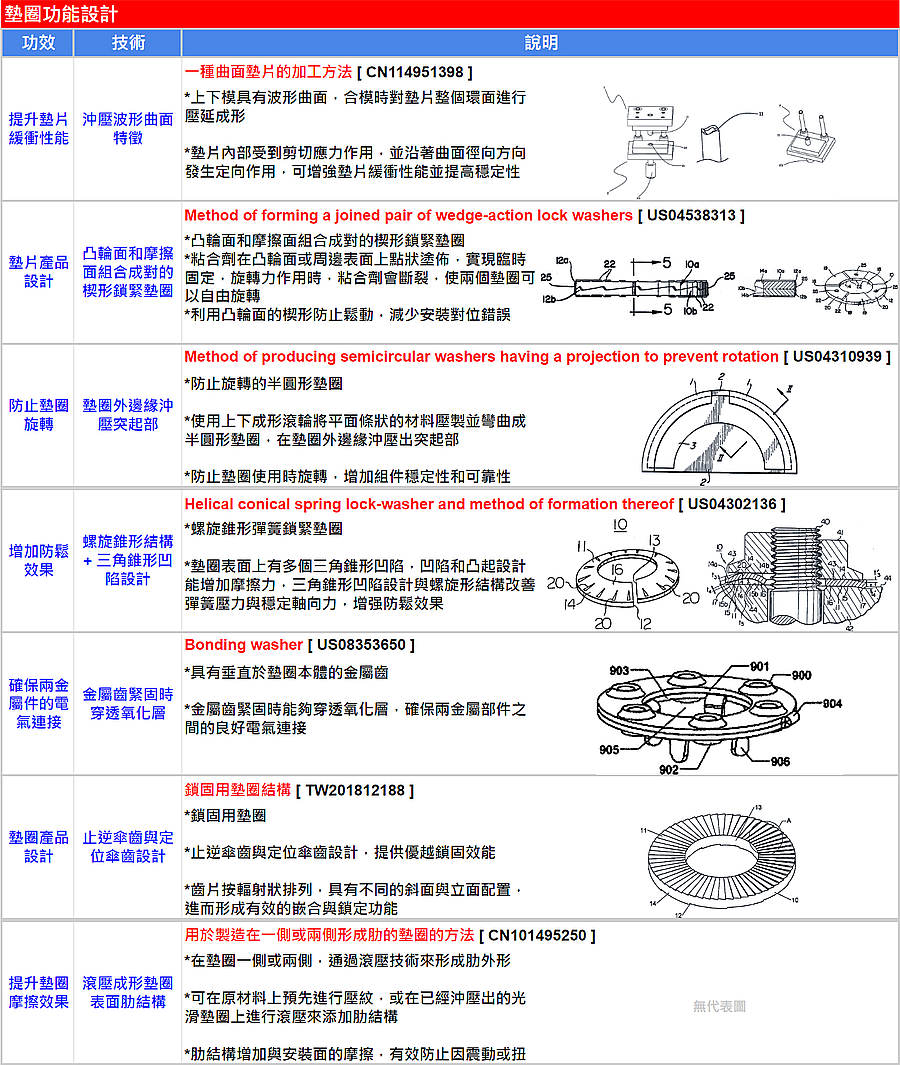
1. 墊片種類及功能設計技術:
利用產品結構設計,提高墊圈功能,如使用曲面墊片能增強墊片緩衝性能、由凸輪面和摩擦面組成楔形鎖緊墊圈防止鬆動、防止旋轉的半圓形墊圈、利用墊圈表面的凹陷凸起設計增加摩擦力增强防鬆效果,相關墊圈產品有:曲面墊片、波形墊圈、楔形墊片、楔形鎖緊墊圈、半圓形墊圈、螺旋錐形彈簧鎖緊墊圈、鎖緊墊圈、六角形墊圈、六角防盜防鬆墊片、圓形防盜防鬆墊片、汽車驅動橋鎖止墊圈、限位墊圈、外齒鋸齒鎖緊墊圈、緩衝墊圈、內外鋸齒鎖緊墊圈、內齒鎖緊墊圈、導體連接墊圈、彈簧墊圈、分割式鎖緊墊圈、鋸齒鎖緊墊圈、大型銅合金墊片、非標準外齒鎖緊墊片、自緊墊片、飛機用皺褶墊圈、垂直止動墊圈、硫化橡膠可變形層的墊圈、M型墊片、雙面倒角墊圈。
2. 鈑材成形墊片技術:
以連續沖壓成形技術為主,透過料條設計及模具設計,以鈑材沖壓出墊圈;相關墊圈產品有:六角防盜防鬆墊圈、汽車驅動橋鎖止墊圈、限位墊圈、外齒鋸齒鎖緊墊圈、內外鋸齒鎖緊墊圈、緩衝墊圈、楔形墊片等產品。
3. 線材成形墊片技術:
線材成形以多道次鍛造成形為主,主要工法為線材進料、壓扁成形、沖孔(移除腹板)、剪切等工序。
4. 其他成形方法:
其他成形技術,包括利用彎曲成形具有彎曲部的導體鏈接墊圈;使用熱沖壓成形具有內圓弧及外倒角的螺母墊圈;線材卷圓後壓扁成形彈簧墊圈;線材捲曲後切割成形分割式鎖緊墊圈;利用均勻壓力整平墊圈,使其能重新使用;使用扳手扭轉成形墊片齒形。
5. 墊圈特徵折彎成形技術:
墊圈特徵折彎成形技術,折彎成形時,先利用一固定原件(如定位片)將墊圈固定後,再以壓彎沖頭或塑性鈑彎曲成形墊圈。
6. 墊圈特徵倒角成形技術:
墊圈特徵倒角成形技術,以沖頭搭配倒角下模方式,在墊片端面擠壓出倒角特徵。
7. 不同規格墊片製造技術:
在同樣一組模具或設備上生產不同規格墊片,如不同厚度、不同外徑、不同內孔徑等規格,其方法有:使用可替換的不同尺寸沖孔沖頭、不同長度的調節滑塊、厚度調整裝置、獨立鑲埋式模具組件、壓力可調式夾緊塊等可調整裝置生產不同規格墊片。
8. 墊圈成形自動化技術:
墊圈成形自動化技術,包括自動上料(吸氣罩、振動盤)、自動定位(如推料機構、傾斜滑道送料)、自動打孔(打孔錐)、自動接料收集墊圈(接料框)。
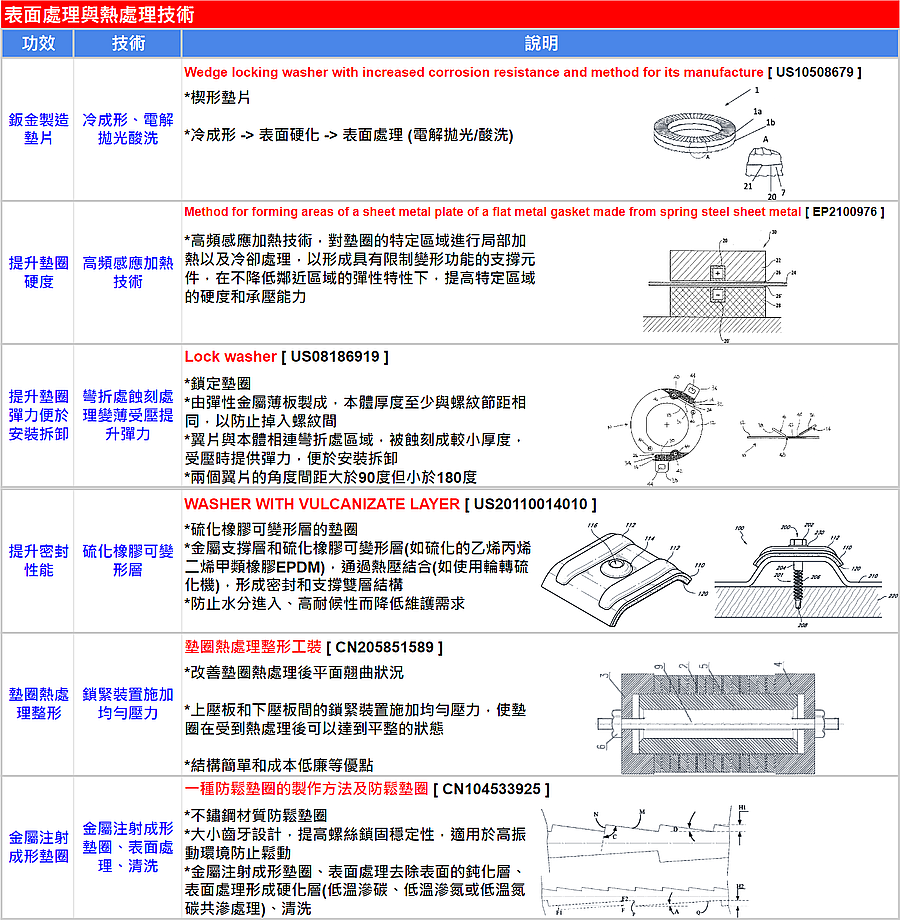
9. 墊圈表面處理與熱處理技術
墊圈表面處理與熱處理技術,包括:利用電解拋光與酸洗楔形墊圈;利用高頻感應加熱及冷卻技術提高墊圈硬度;蝕刻墊圈彎折處變薄提升受壓彈力;硫化橡膠可變形層防止水分進入提高墊圈耐候性;以鎖緊裝置施加均勻壓力改善墊圈熱處理後平面翹曲;以低溫滲碳、低溫滲氮或低溫氮碳共滲處理表面處理形成墊圈硬化層。
10. 製程效率提升技術:
製程效率提升技術,包括:一次沖壓行程達到成形與沖孔作業(裁切環、沖壓機構)、墊圈脫模頂出(彈簧、彈性橡膠座、卸料塊)、換位機構進行沖切和折邊、定位取放墊片(托盤、電磁鐵、壓力感測器、雷射校準)、不良品篩選(電磁鐵取出)、旋轉元件翻轉墊圈兩次沖壓提升沖壓品質、彈回控制(波形墊圈成形壓爪)。
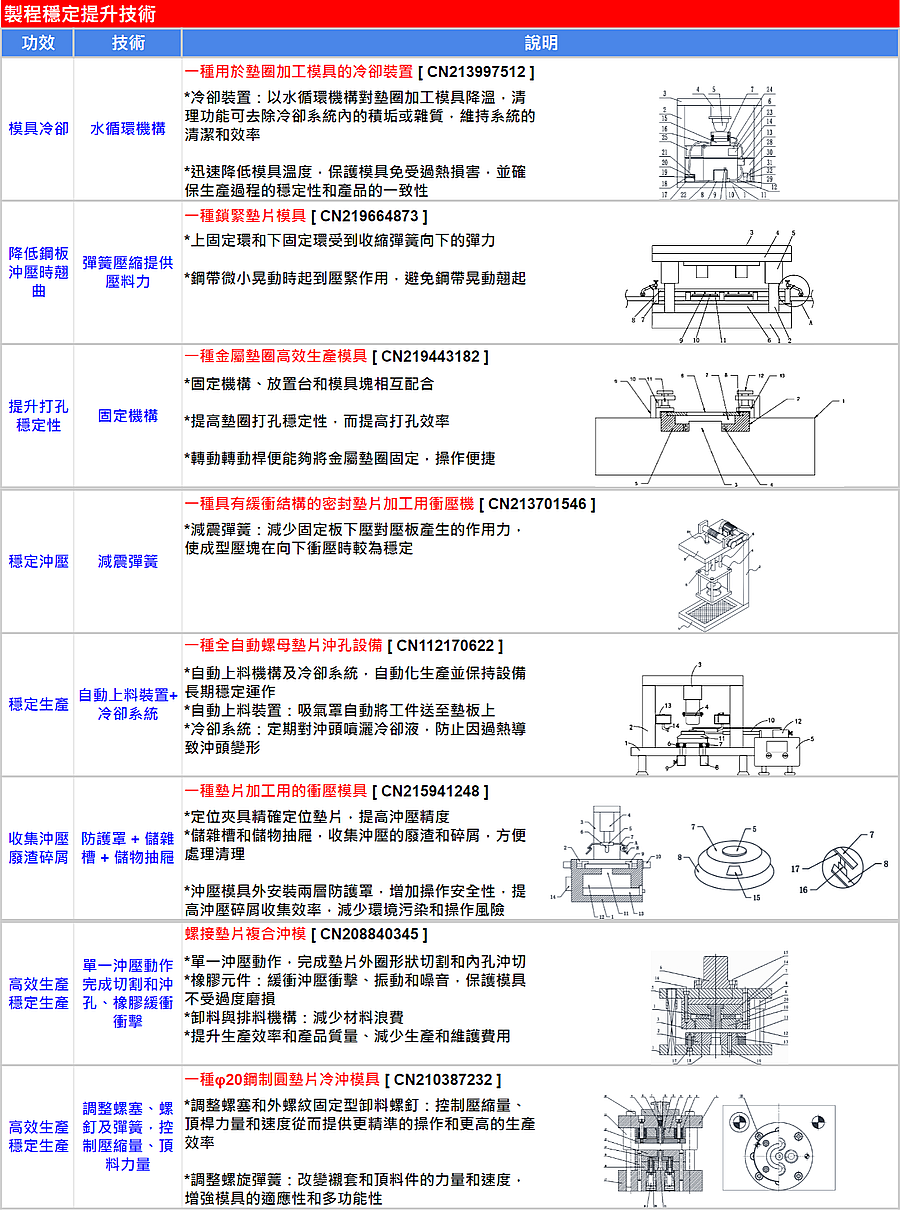
11. 製程穩定提升技術:
製程穩定提升技術,包括:利用水冷裝置降低模具溫度避免沖頭過熱變形(水冷循環、冷卻液)、連續沖壓時使用彈簧壓緊鋼帶避免晃動翹起、以固定機構夾持鋼板提升沖孔穩定性、使用彈性緩衝元件降低沖壓衝擊噪音和振動(減震彈簧、橡膠)。
以下為各專利之技術功效摘要説明,詳細專利資訊請參閱專利清單。


----
四、主要專利分類號(MIPC)分析
全球專利資料庫公告143筆墊圈製造技術專利,公告日介於1981至2023間,申請國件數分別為台灣(TW)14件、美國(US)19件、中國(CN)108件、歐洲(EP)1件與世界(WO)1件,專利權人包括台灣的『德剛股份有限公司, 智品精密機械有限公司, 釗輝實業有限公司, 晉禾企業股份有限公司, 徐福川, 林輝球, 林冠泓, 陳富裕』;美國的『Urokohara; Tomio, TECH STELL CO., LTD., SAINT TECHNOLOGIES, INC., NORD-LOCK AB, MSL Industries, Inc., Mark L. Kluga, MACLEAN-FOGG COMPANY, MUNDELEIN, ILLINOIS, A CORP OF ILLINOIS, JAPAN AVIATION ELECTRONICS INDUSTRY LIMITED, Hubbell Incorporated, HIRAI KOSAKU KABUSHIKI KAISHA』;中國的『鹽城騰鴻金屬製品有限公司、鹽城同濟汽車配件有限公司、蘇州鈞錦動力科技有限公司、蘇州常標金屬製品有限公司、蘇州市潤凱汽車配件製造有限公司、蘇州友尼可緊固件有限公司、蘇州工業園區諾泰盈電子有限公司、濟寧精益軸承有限公司、錦州富山密封科技有限公司、遵義市利升機械加工有限公司』;歐洲的『ElringKlinger AG』;與世界的『TOMITA, Shinobu, MOMODA, Satoru, HYODO, Nakamaro, HANEX CO., LTD.』 … 等專利權人(完整專利權人請詳參專利清單)。
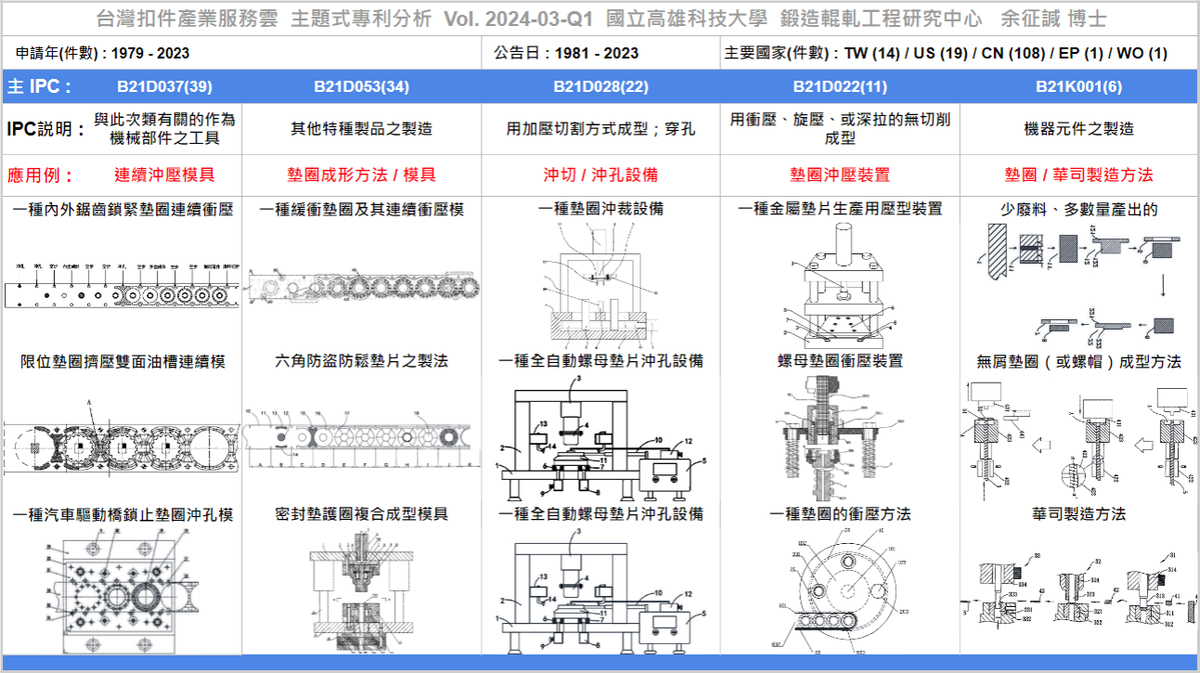
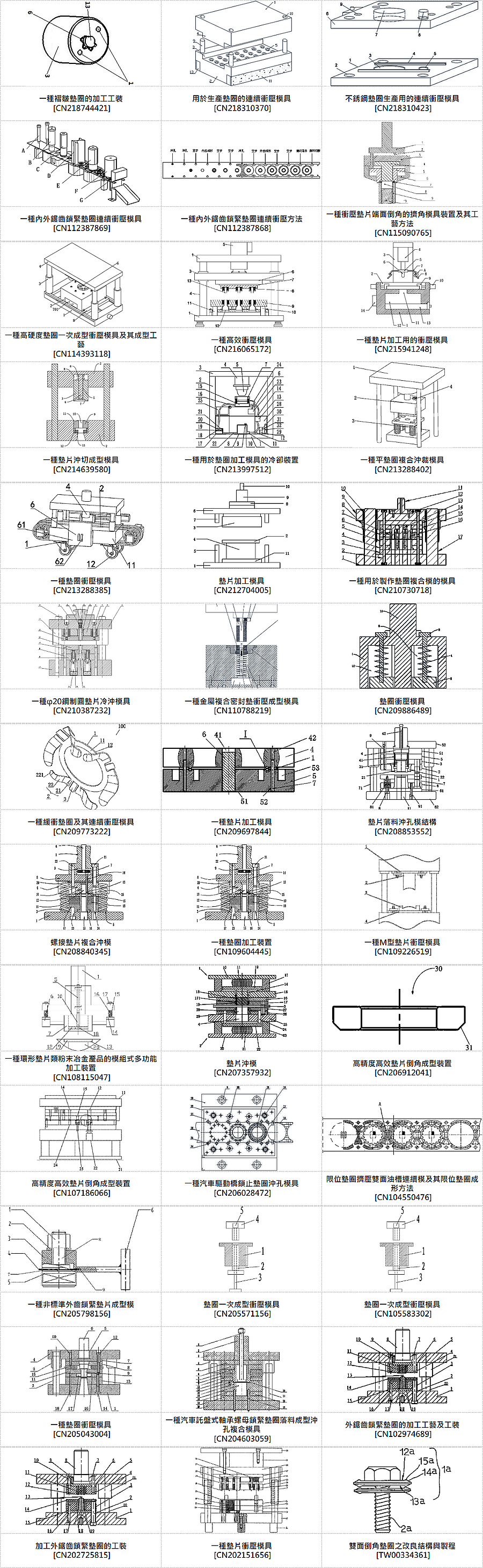
本期以『與此次類有關的作為機械部件之工具』(B21D037) 分類號為主,聚焦在『一種褶皺墊圈的加工工裝、用於生產墊圈的連續衝壓模具、不銹鋼墊圈生產用的連續衝壓模具、一種內外鋸齒鎖緊墊圈連續衝壓模具、一種內外鋸齒鎖緊墊圈連續衝壓方法、一種衝壓墊片端面倒角的擠角模具裝置及其工藝方法、一種高硬度墊圈一次成型衝壓模具及其成型工藝、一種高效衝壓模具、一種墊片加工用的衝壓模具、一種墊片沖切成型模具、一種用於墊圈加工模具的冷卻裝置、一種平墊圈複合沖裁模具、一種墊圈衝壓模具、墊片加工模具、一種用於製作墊圈複合模的模具、一種φ20鋼制圓墊片冷沖模具、一種金屬複合密封墊衝壓成型模具、墊圈衝壓模具、一種緩衝墊圈及其連續衝壓模具、一種墊片加工模具、墊片落料沖孔模結構、螺接墊片複合沖模、一種墊圈加工裝置、一種M型墊片衝壓模具、一種環形墊片類粉末冶金產品的模組式多功能加工裝置、墊片沖模、高精度高效墊片倒角成型裝置、高精度高效墊片倒角成型裝置、一種汽車驅動橋鎖止墊圈沖孔模具、限位墊圈擠壓雙面油槽連續模及其限位墊圈成形方法、一種非標準外齒鎖緊墊片成型模、墊圈一次成型衝壓模具、墊圈一次成型衝壓模具』等專利。
其餘分類號及代表專利依序為:
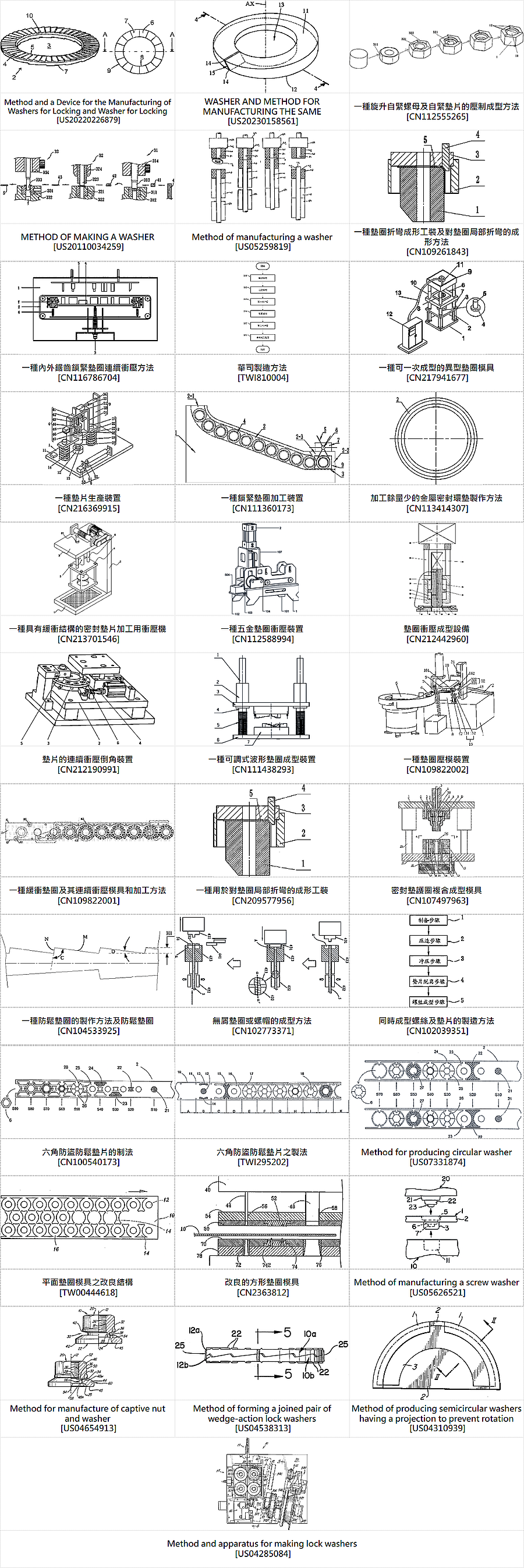
(1) B21D053:Method and a Device for the Manufacturing of Washers for Locking and Washer for Locking、WASHER AND METHOD FOR MANUFACTURING THE SAME、一種旋升自緊螺母及自緊墊片的壓制成型方法、METHOD OF MAKING A WASHER、Method of manufacturing a washer、一種墊圈折彎成形工裝及對墊圈局部折彎的成形方法、一種內外鋸齒鎖緊墊圈連續衝壓方法、華司製造方法、一種可一次成型的異型墊圈模具、一種墊片生產裝置。
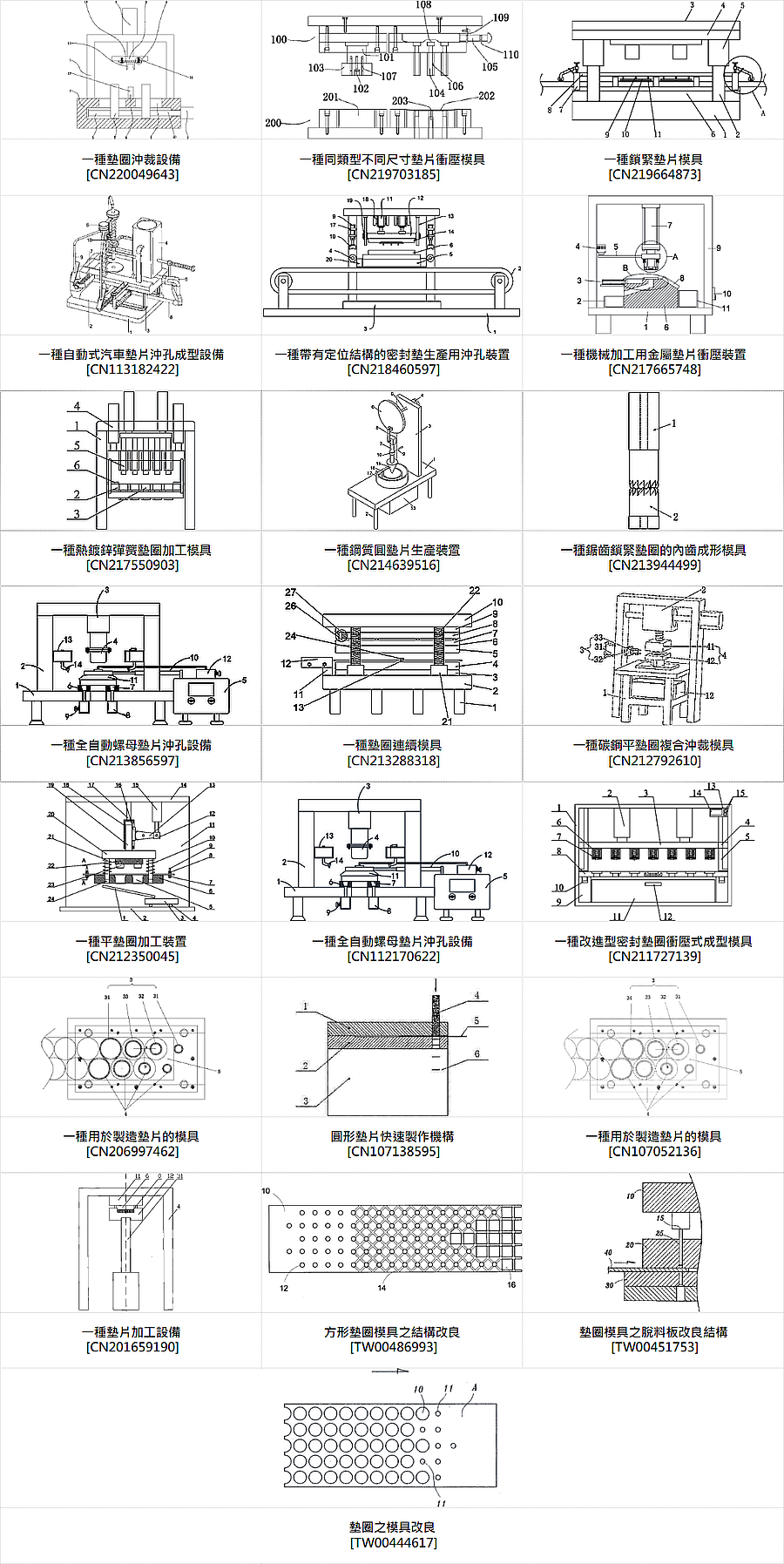
(2) B21D028:一種墊圈沖裁設備、一種同類型不同尺寸墊片衝壓模具、一種鎖緊墊片模具、一種自動式汽車墊片沖孔成型設備、一種帶有定位結構的密封墊生產用沖孔裝置、一種機械加工用金屬墊片衝壓裝置、一種熱鍍鋅彈簧墊圈加工模具、一種鋼質圓墊片生產裝置、一種鋸齒鎖緊墊圈的內齒成形模具、一種全自動螺母墊片沖孔設備。
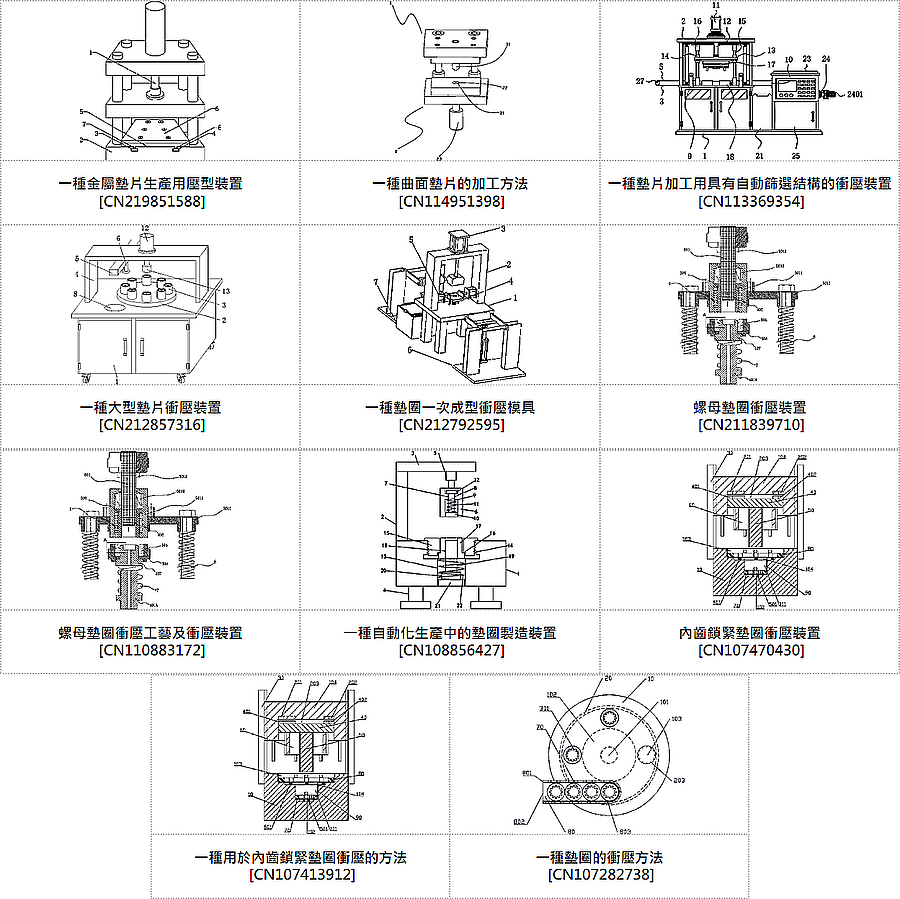
(3) B21D022:一種金屬墊片生產用壓型裝置、一種曲面墊片的加工方法、一種墊片加工用具有自動篩選結構的衝壓裝置、一種大型墊片衝壓裝置、一種墊圈一次成型衝壓模具、螺母墊圈衝壓裝置、螺母墊圈衝壓工藝及衝壓裝置、一種自動化生產中的墊圈製造裝置、內齒鎖緊墊圈衝壓裝置、一種用於內齒鎖緊墊圈衝壓的方法。
(4)B21K001:少廢料、多數量產出的墊圈製造方法、無屑墊圈(或螺帽)成型方法、華司製造方法、可同時成型螺絲及華司的製造方法、華司之製造方法、華司之製造方法等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, https://www.tw-fastener.com/tfsc/knowledge/BLP_753ea2fa-5ec2-402b-b84e-95cb9fab2cae
[2] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, 專利清單 EXCEL, https://docs.google.com/spreadsheets/d/1x3GPJPUXded4gNZXoSEnwnRu_qws0Mji/edit?usp=drive_link&ouid=112972152770097436121&rtpof=true&sd=true
[3] 台灣扣件產業服務雲, 主題式專利分析, 墊圈製造技術, Vol. 2024-03-Q1, 專利説明書 PDF, https://drive.google.com/drive/folders/1Fmz7VOPcNbITZjY1Qv6wYSDhT1Bqdp7b?usp=drive_link
----
(點擊開啓全文: https://www.tw-fastener.com/tfsc/knowledge/BLP_753ea2fa-5ec2-402b-b84e-95cb9fab2cae )
----
Tag : #Fasteners, #Patent, #Review .
----
一、以『與此次類有關的作為機械部件之工具』(B21D037)為主要IPC分類號之扣件相關專利:
本項分類號(B21D037)之專利包括『一種褶皺墊圈的加工工裝、用於生產墊圈的連續衝壓模具、不銹鋼墊圈生產用的連續衝壓模具、一種內外鋸齒鎖緊墊圈連續衝壓模具、一種內外鋸齒鎖緊墊圈連續衝壓方法、一種衝壓墊片端面倒角的擠角模具裝置及其工藝方法、一種高硬度墊圈一次成型衝壓模具及其成型工藝、一種高效衝壓模具、一種墊片加工用的衝壓模具、一種墊片沖切成型模具、一種用於墊圈加工模具的冷卻裝置、一種平墊圈複合沖裁模具、一種墊圈衝壓模具、墊片加工模具、一種用於製作墊圈複合模的模具、一種φ20鋼制圓墊片冷沖模具、一種金屬複合密封墊衝壓成型模具、墊圈衝壓模具、一種緩衝墊圈及其連續衝壓模具、一種墊片加工模具、墊片落料沖孔模結構、螺接墊片複合沖模、一種墊圈加工裝置、一種M型墊片衝壓模具、一種環形墊片類粉末冶金產品的模組式多功能加工裝置、墊片沖模、高精度高效墊片倒角成型裝置、高精度高效墊片倒角成型裝置、一種汽車驅動橋鎖止墊圈沖孔模具、限位墊圈擠壓雙面油槽連續模及其限位墊圈成形方法、一種非標準外齒鎖緊墊片成型模、墊圈一次成型衝壓模具、墊圈一次成型衝壓模具』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種褶皺墊圈的加工工裝 [ CN218744421 ] :
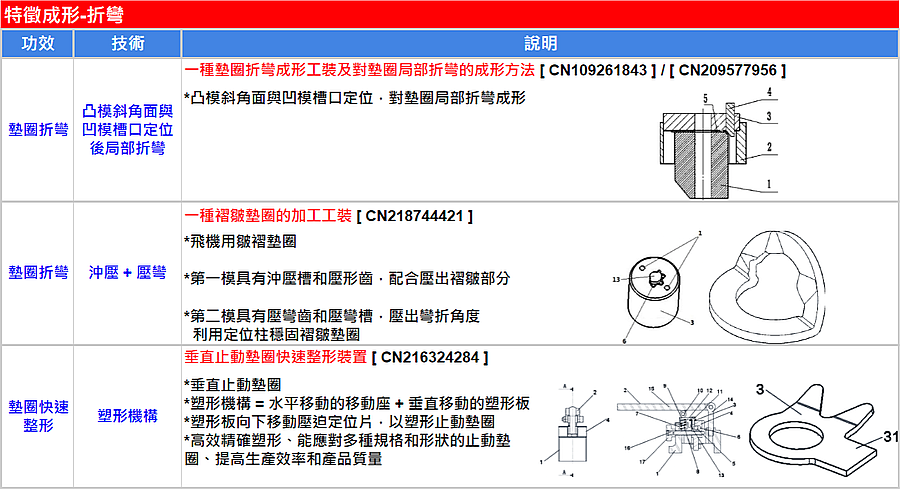
一種褶皺墊圈的加工工裝,由第一模具和第二模具兩套模具組成,第一模具和第二模具上開有用於固定的固定孔;第一模具由衝壓上模和衝壓下模兩部分組成,衝壓上模底部設有衝壓槽,衝壓槽內部設置有壓形齒,衝壓下模設有壓形槽;第二模具由壓彎上模和壓彎下模兩部分組成,壓彎下模的頂部設置有壓彎齒,壓彎上模的底部設有壓彎槽。本實用新型提供的褶皺墊圈的加工工裝,能夠在褶皺墊圈加工過程中實現精准定位,加工出的褶皺墊圈具有恒定的外形,提高了產品品質,並且加快了加工效率,降低加工成本,能夠形成大批量規模化生產。
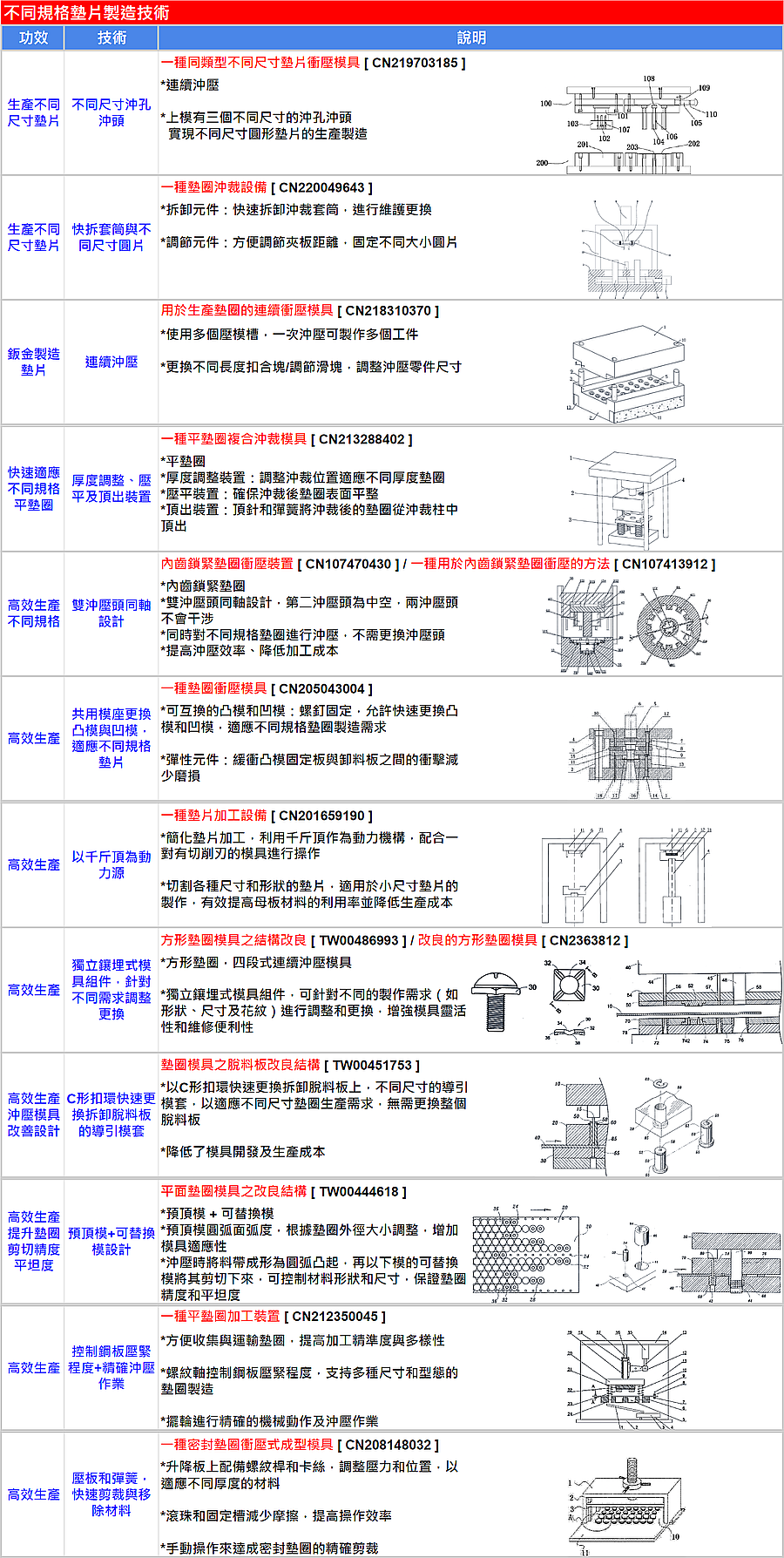
02. 用於生產墊圈的連續衝壓模具 [ CN218310370 ] :
本實用新型涉及衝壓模具技術領域的用於生產墊圈的連續衝壓模具,包括上範本和下底座,上範本與下底座之間設有導向元件,下底座的兩端均設有可伸縮調節的支撐元件,下底座的表面設置有壓槽,上範本的底部設置有與壓槽相匹配的扣合部,壓槽上向內延伸有若干個用於生產墊圈的下壓模槽,下壓模槽內設置有可滑動的調節滑塊,下底座遠離壓槽的一端設有若干個與下壓模槽相對應的扣合塊,扣合塊的一端設有延伸進壓模槽內部的延伸部,通過設置若干個壓模槽可實現一次衝壓多個工件,通過設置若干個可更換的扣合塊,扣合塊上可設置有不同長度的延伸部,扣合塊通過延伸部將下壓模槽內的調節滑塊頂起,通過調節滑塊來調節所要衝壓的零件尺寸。
03. 不銹鋼墊圈生產用的連續衝壓模具 [ CN218310423 ] :
本實用新型涉及模具技術領域的不銹鋼墊圈生產用的連續衝壓模具,包括上模、下模和頂出機構,頂出機構安裝在上模的一側面,上模的底面邊緣和下模的頂面邊緣均開設有用於安裝定位柱的定位孔,下模的一端頂面安裝有墊圈模腔,下模的另一端頂面安裝有圈孔模腔,下模的頂面安裝有兩條用於限位工件的卡塊,上模的底面開設有與卡塊對應的避空槽,上模的一端底面開設有用於安裝墊圈模芯的墊圈模芯孔,上模的另一端底面開設有用於安裝圈孔模芯的圈孔模芯孔。本實用新型設置有頂出機構,頂出機構通過上模的活動將墊圈的中心圓片頂出,頂杆頂出圓片,彈簧起到緩衝和復位的作用,從而降低員工的工作量,增加工作效率。
04. 一種內外鋸齒鎖緊墊圈連續衝壓模具 [ CN112387869 ] :
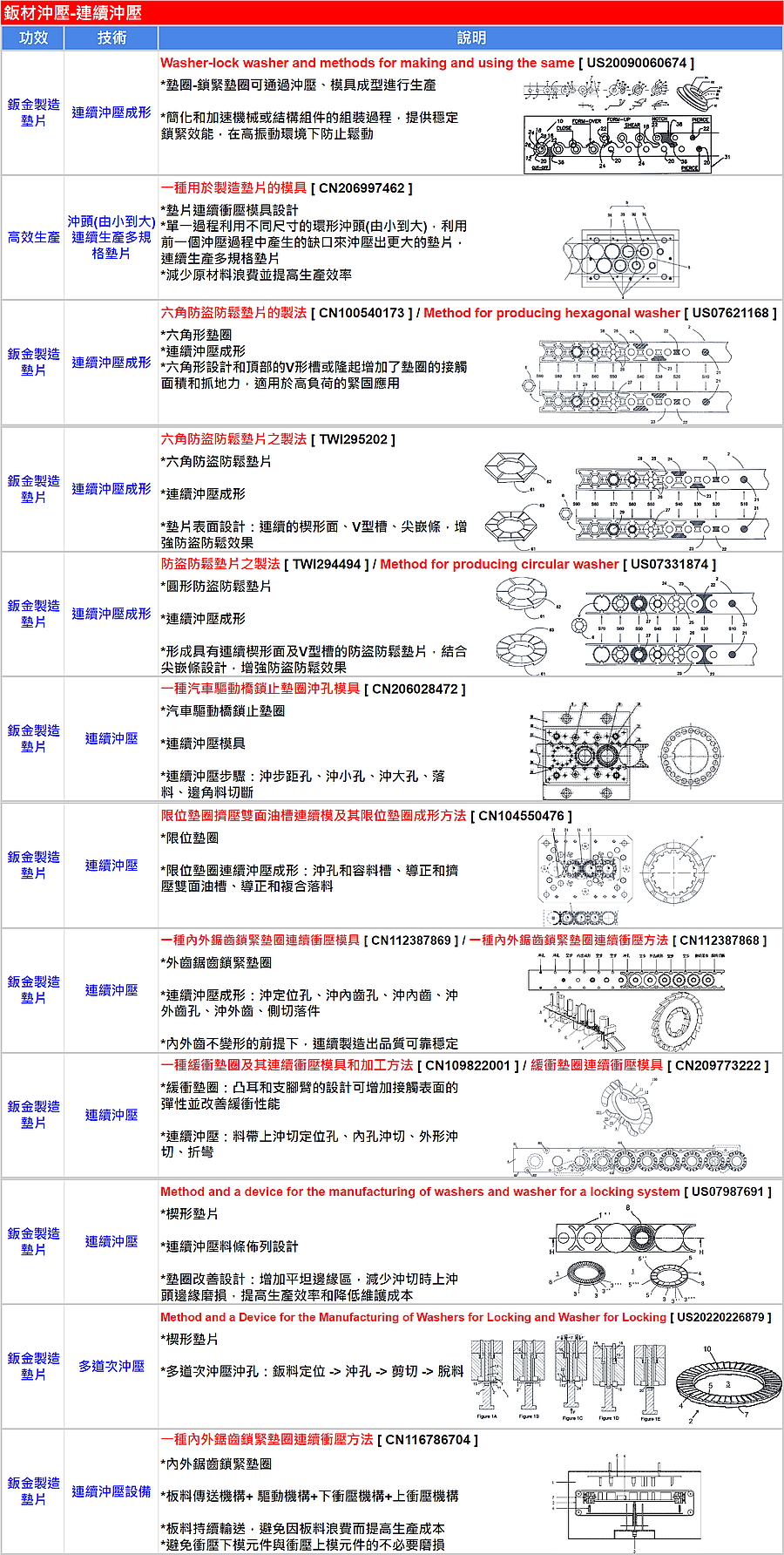
本發明公開一種內外鋸齒鎖緊墊圈連續衝壓模具,其用於連續衝壓成型內外鋸齒鎖緊墊圈,包括沿衝壓型材送料方向依次佈置的沖定位孔模具、沖內齒孔模具、沖內齒模具、沖外齒孔模具、沖外齒模具和側切落件模具。本發明能夠在保證內外齒不變形的前提下,連續製造出品質可靠穩定的內外鋸齒鎖緊墊圈。
05. 一種內外鋸齒鎖緊墊圈連續衝壓方法 [ CN112387868 ] :
本發明公開一種內外鋸齒鎖緊墊圈連續衝壓方法,其包括以下步驟,步驟一,衝壓成形定位孔;步驟二,衝壓成形內齒孔;步驟三,衝壓成形內齒;步驟四,衝壓成形外齒孔;步驟五,衝壓成形外齒;步驟六,側切落件。本發明能夠在保證內外齒不變形的前提下,連續製造出品質可靠穩定的內外鋸齒鎖緊墊圈。
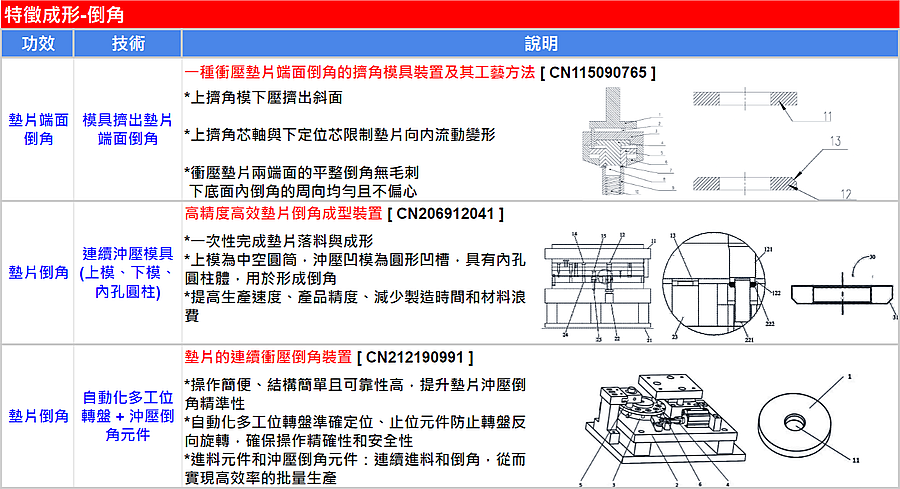
06. 一種衝壓墊片端面倒角的擠角模具裝置及其工藝方法 [ CN115090765 ] :
本發明公開了一種衝壓墊片端面倒角的擠角模具裝置及其工藝方法,包括接盤,所述接盤上插設有打料銷,所述打料銷上端設有打料杆,所述打料銷下端設有上擠角模,所述接盤下端設有上擠角芯軸和擠腳模定位殼,所述上擠角芯軸插設在上擠角模上,還包括擠角下定位座,所述擠角下定位座中設有彈簧,所述彈簧上端設有下定位芯。具有擠角墊片兩端面平整度好,擠角墊片下底面內倒角周向均勻,不偏心;避免擠角墊片底面出現毛刺臺階;端面平整度好,無毛刺臺階,利於後續平面磨削;工序前工裝準備時間大大縮短工序準備時長,效率提高;工序品質穩定性好的優點。
07. 一種高硬度墊圈一次成型衝壓模具及其成型工藝 [ CN114393118 ] :
本發明公開了一種高硬度墊圈一次成型衝壓模具及其成型工藝,包括下模座所述下模座的上端設置有下模體,所述下模座的頂部設置有液壓氣缸,所述液壓氣缸的頂部設置有上模座,所述上模座的底端固定連接有上模體,所述下模體上設置有脫模機構,所述安裝塊上設置有安裝機構;本發明涉及衝壓模具技術領域。該高硬度墊圈一次成型衝壓模具及其成型工藝,通過彈簧的彈力帶動墊圈件彈起,使鈑墊圈件容易脫模,通過設置的安裝機構,能夠快速地實現下模體在下模座上的拆裝,從而便於維修更換,通過設置的定位柱與定位孔,支撐柱與固定槽實現了對模具的定位,不會存在衝壓時位置會出現偏差。
08. 一種高效衝壓模具 [ CN216065172 ] :
本實用新型公開了一種高效衝壓模具,涉及衝壓技術領域,包括底座、設于底座上方的頂板和設於底座與頂板之間的升降板,底座的頂面四角均豎向固接有活動貫穿升降板的穩定柱,安裝板的底面設有上壓模,上壓模底面均勻設有若干衝壓頭;底座頂面上方設有下模座,下模座的頂面配合衝壓頭均勻開設有若干衝壓槽;下落口內安裝有內沖管;本實用新型結構簡單,通過衝壓頭和衝壓杆的配合,便於使墊圈一次衝壓成型,提高對於墊圈的生產效率;通過安裝槽和衝壓槽內的推料環板和推力彈簧,便於將成型的墊圈推送出衝壓槽外,避免成型後的墊圈卡設在槽口內不便取出的情況發生;便於工作人員對成型後的墊圈進行收集;提高了對於墊圈在成型後的收集效率。
09. 一種墊片加工用的衝壓模具 [ CN215941248 ] :
本實用新型公開了一種墊片加工用的衝壓模具,包括底座,所述底座上側安裝有衝壓槽,所述底座上端一側安裝有上支座,所述上支座一端下側安裝有液壓缸,所述液壓缸下側通過衝壓板按摩裝有沖頭,所述衝壓板外側安裝有第一防護罩,所述第一防護罩下側通過伸縮杆安裝有第二防護罩,所述底座內中部開設有儲雜槽,且衝壓槽和儲雜槽內部開設有衝壓孔,所述儲雜槽底部插設有儲物抽屜,本實用新型通過衝壓板外側安裝有第一防護罩,使得便於對沖頭外部進行罩設防護,防止衝壓碎屑飛濺,提高使用的安全性,而且第一防護罩下側通過伸縮杆安裝有第二防護罩,使得能夠使第二防護罩彈性壓設在墊片外側,提高罩設的密封性,便於更好的進行防護處理。
10. 一種墊片沖切成型模具 [ CN214639580 ] :
本實用新型公開了一種墊片沖切成型模具,其技術方案要點是:一種墊片沖切成型模具,包括上模座、下模座,上模座設有用於沖切並擠壓墊片的沖頭組件,下模座設有與沖頭元件相配合的衝壓元件,沖頭元件包括設於上模座的沖頭塊、設置上模座並穿設於沖頭塊的沖針、開設於沖頭塊並供沖針穿設的安裝孔、設於上模座並推動沖頭塊下移的上彈簧,沖頭塊下端面設置有弧形接觸面,弧形接觸面弧形中心位於沖頭塊正下方,弧形接觸面設置有若干擠壓墊片表面的上壓紋。本實用新型實現沖切完成墊片雛形後,同時對墊片進行擠壓,有效減少工序,提高異形墊片的生產效率,節約能源,實現節能環保生產。
11. 一種用於墊圈加工模具的冷卻裝置 [ CN213997512 ] :
本實用新型公開了一種用於墊圈加工模具的冷卻裝置,包括底座、支架、頂蓋、液壓杆以及錘頭,所述支架設置在底座上,所述頂蓋設置在所述支架上,所述液壓杆設置在頂蓋下表面,所述錘頭設置在液壓杆的一端,所述底座上表面設置有固定台,所述固定臺上設置有迴圈機構,所述迴圈機構上設置有模具本體。本實用新型可對模具本體進行降溫,還可對降溫系統進行清理。
12. 一種平墊圈複合沖裁模具 [ CN213288402 ] :
本實用新型公開了一種平墊圈複合沖裁模具,涉及平墊圈衝壓模具技術領域,包括支撐架、沖裁裝置、調整裝置、壓平裝置、輔助裝置和過濾孔所述支撐架包括支撐柱和頂板,所述支撐柱設置有四個,四個所述支撐柱固定連接在頂板的四角,所述沖裁裝置設置在頂板的底部,所述調整裝置設置在沖裁裝置的底部,所述輔助裝置設置在沖裁裝置中心處且固定連接在沖裁裝置的表面,所述過濾孔設置在調整裝置上,本實用新型使用時,通過第一結構柱帶動壓平柱將沖裁好的平墊圈壓平,並且通過轉盤可以調節壓平柱的位置,對於不同厚度的平墊圈,進行一個調整,解決了沖裁的平墊圈表面不夠平整的問題,利用沖裁柱上設置的頂針,防止平墊圈粘住了沖裁柱。
13. 一種墊圈衝壓模具 [ CN213288385 ] :
本實用新型公開了一種墊圈衝壓模具,涉及模具技術領域。包括支撐裝置、傳送裝置、收納裝置、推壓裝置、上模裝置和下模裝置,所述支撐裝置呈水準設置,所述傳送裝置設置在所述支撐裝置的上方,所述下模裝置設置在所述支撐裝置的上方,所述上模裝置設置在所述下模裝置的上方,所述推壓裝置設置在所述下模裝置的一側,所述收納裝置設置在所述下模裝置的另一側,工作人員將金屬板放置在傳送裝置的上方,通過傳送裝置將金屬板移動到下模裝置的正上方,通過上模裝置對其進行衝壓,衝壓出墊圈後通過推壓裝置將墊圈推送至收納裝置處便於後續工作人員取走。
14. 墊片加工模具 [ CN212704005 ] :
本實用新型公開了一種墊片加工模具,包括模具本體,安裝在液壓衝床上,模具本體包括底座、設置於底座上用於墊片外形成型的凹模和設置於凹模上方與凹模匹配的凸模;凹模正中心設有用於墊片中心孔成型的凹孔,凸模正中心設有與凹孔匹配的凸塊;凹模下方設有彈性橡膠座,墊片加工余料利用彈性橡膠座的回彈性完成退料。本實用新型墊片加工模具為複合模具,使加工設備減少到一台,無需材料轉運,可以提升加工效率,減少加工設備,降低加工成本。
15. 一種用於製作墊圈複合模的模具 [ CN210730718 ] :
本實用新型涉及模結構技術領域,具體涉及一種用於製作墊圈複合模的模具。其為單工序模,結構簡單,節省了時間,同時也節省大量勞動力,提高了生產率。本實用新型的技術方案包括上模座、下模座,所述的上模座中部上端設置有模柄,所述的上模座和下模座之間通過螺栓以和導柱連接,所述的上模座上設置有下墊板,所述的下墊板上從下到上依次設置有凹模固定板橡膠和下卸料板,所述的上模座的下表面設置有上墊板和凸模固定板,凸模固定板的下表面連接有凸模,凸模相對位置設置有凹模,凹模設置於凹模固定板上,凹模內設置有上卸料板。
16. 一種φ20鋼制圓墊片冷沖模具 [ CN210387232 ] :
本實用新型公開了一種φ20鋼制圓墊片冷沖模具,包括上模架板、卸料牛筋、上沖頭、上沖頭固定板、下沖頭固定板、頂杆、卸料膠棒、組合模柄、導向裝置、下沖模、下模架板和脫料板,所述上模架板中間設置上沖頭,上沖頭固定板固定上沖頭,通過脫料板脫廢料,上沖頭中心設置有頂杆,下模架板上面設置下沖頭固定板,其上部連接下範本,下範本中間設置頂料件,頂料件中間設置下沖頭。本實用新型採用組合式模柄,利用液壓缸和衝床能進行墊圈沖裁工作,極大了拓展模具使用範圍,節省了設備投資。
17. 一種金屬複合密封墊衝壓成型模具 [ CN110788219 ] :
本發明公開了一種金屬複合密封墊衝壓成型模具,包括上模座、下模座、上凸模、下凸模、下滑模,所述的上模座下端面設有上凸模,所述的上凸模豎直朝下設置,所述的上模座下端設有可以與其配合的下模座,所述的下模座內部豎直設有下凸模,所述的下凸模上套設有可以與其配合的下滑模,所述的下滑模與下凸模滑動連接,本發明通過設置上凸模、下凸模和滑模配合,一次衝壓即可將墊圈衝壓成型,衝壓效率高,衝壓品質好,通過在上凸模內設置廢料排出口和空氣接頭,墊圈中心被衝壓出的廢料直接通過廢料排出口被吹出,衝壓後的廢料與墊圈分離更方便。
18. 墊圈衝壓模具 [ CN209886489 ] :
本實用新型揭示一種墊圈衝壓模具,包括圓柱狀的沖頭本體,沖頭本體外頂部的中部一體成型有用於與衝壓機連接的連接頭,沖頭本體的內部設置有下端開口的環形凹腔,環形凹腔與沖頭本體同軸設置,環形凹腔中設置有頂圈,頂圈與環形凹腔同軸設置,沖頭本體的頂部活動穿設有若干個呈周向均勻分佈的螺栓,螺栓的下端與頂圈的頂部螺紋連接,頂圈的上端面與沖頭本體內頂部之間的螺栓外部套裝有彈簧,頂圈的下表面與沖頭本體的下表面齊平;本實用新型在對金屬板衝壓而獲得墊圈後,其內部的頂圈能夠在彈簧的作用下將墊圈及時地從沖頭本體中頂出,這樣一來,能夠避免出現墊圈卡合在沖頭本體中的現象,從而能夠給工作人員帶來方便。
19. 一種緩衝墊圈及其連續衝壓模具 [ CN209773222 ] :
本實用新型涉及墊圈技術領域,更具體地說,它涉及一種緩衝墊圈及其連續衝壓模具,其技術方案要點是:一種緩衝墊圈,其包括環片,環片的外側壁上沿徑向延伸有凸耳和第一支腳臂,凸耳和第一支腳臂的數量均為兩個以上、且在環片的周向上依次間隔排布;凸耳包括連接片,以通過連接片與環片相連;連接片的沿環片的周向方向的一側延伸有第二支腳臂,第二支腳臂相對連接片向環片的第一面側折彎,第二支腳臂的背離連接片的一端具有向環片的第二面側折彎的翻邊;第一面和第二面為環片的相背的兩面;其中,第一支腳臂相對環片向第二面側折彎,各凸耳上第二支腳臂的翻邊的寬度沿遠離連接片的方向逐漸減小。
20. 一種墊片加工模具 [ CN209697844 ] :
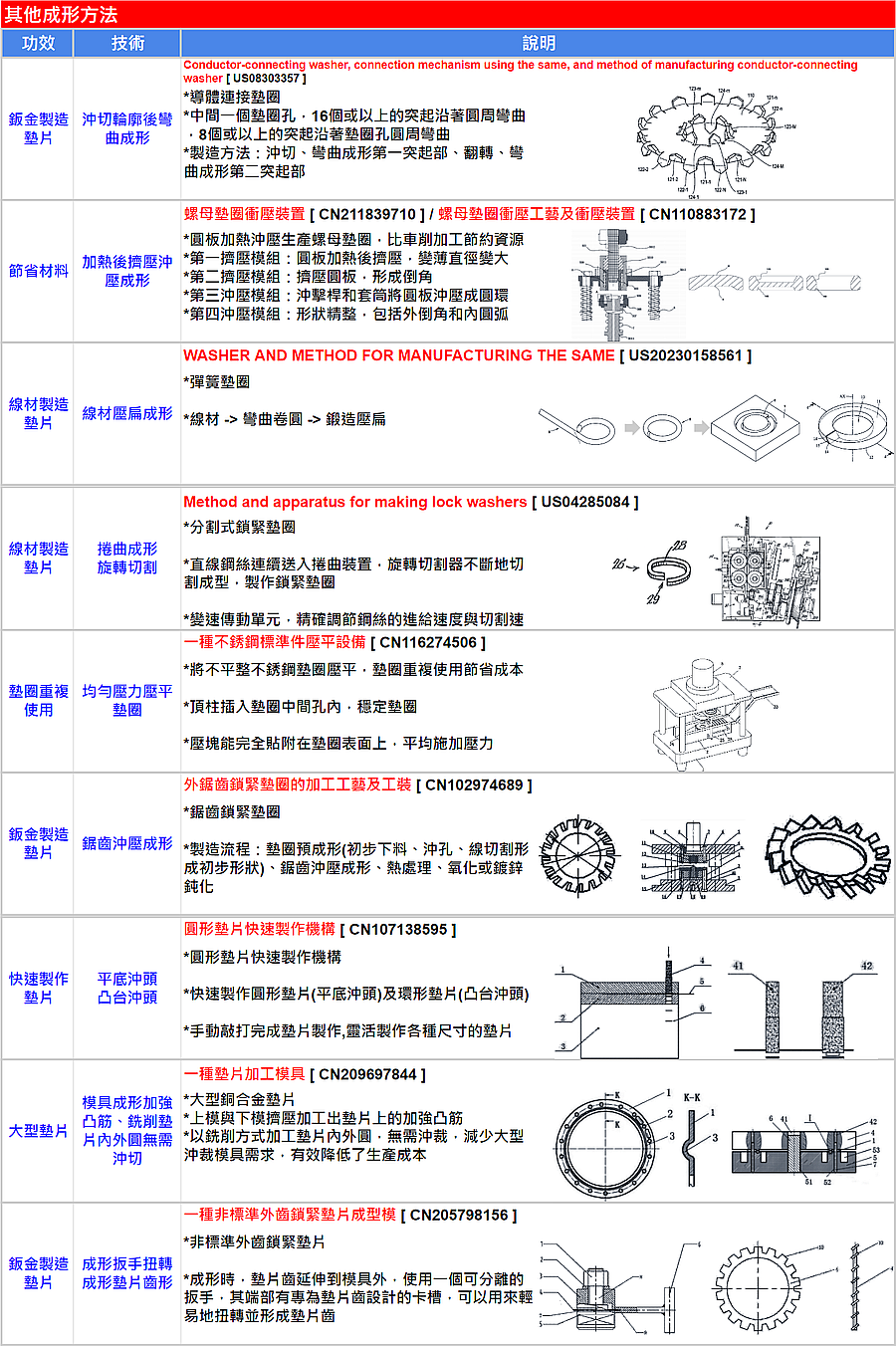
本實用新型提供了一種墊片加工模具,包括上模和下模,下模上具有坯料支撐面和坯料定位結構,上模和下模的其中一個上設有環形凸起,另一個上對應設有與環形凸起配合以用於成型墊片的加強凸筋的環槽,下模在與墊片的各個通孔對應的位置處設有下模避讓孔,下模還在對應於墊片的外圓和/或墊片的內圓的位置設有環形銑削避讓槽;從而在加工墊片的內圓和/或墊片的外圓時,只需通過銑削的加工方式對墊片進行加工即可,無需通過沖裁的加工方式實現墊片的內圓和/或墊片的外圓的加工,從而在墊片加工過程中避免了較大沖裁模具的使用,從而降低了墊片的加工成本。
21. 墊片落料沖孔模結構 [ CN208853552 ] :
本實用新型揭示了墊片落料沖孔模結構,包括卸料板,貫穿卸料板內的頂柱,設於卸料板上方的凹模固定板和上固定板,設於凹模固定板和上固定板之間的卸料元件,以及頂推元件,所述卸料組件包括貫穿上固定板和凹模固定板內的凸模、套設於凸模外周的卸料塊和凹模,所述卸料塊的底部周向與產品的接觸面設有凹面,所述頂推元件包括打板、設於打板底部與卸料塊相對應抵接的若干頂杆。本實用新型實現薄型墊片輕鬆脫料,防止模具損傷。
22. 螺接墊片複合沖模 [ CN208840345 ] :
螺接墊片複合沖模,包括上範本和下範本,上範本下側安裝墊板,墊板下側通過凸模固定板安裝凸模,凸模固定板下側位於凸模兩側安裝卸料板上卸料板,上卸料板兩側安裝凹模;下範本上部與凸模對應安裝凸凹模,凸凹模兩側安裝下卸料板。本實用新型的螺接墊片複合沖模,模具結構合理,具備沖外圓及沖內孔一序完成,同時具有卸料及排料機構,模具具有導柱、導套機構,以保證加工件精度。
23. 一種墊圈加工裝置 [ CN109604445 ] :
本發明涉及一種墊圈加工裝置,其特徵在於,包括下模座、上模座、導向機構和衝壓機構;所述導向機構包括在下模座頂面兩端對稱設置的導柱、在所述導柱遠離所述下模座的一端套設的導套,在所述導套內和所述下模座之間設置的彈簧,所述導套在所述導柱豎直方向可上下活動;所述衝壓機構包括頂料杆、頂料盤、上範本、凹模、凸模、上退料板、下退料板、退料杆、下模、橡膠墊;所述導向結構引導衝壓機構在豎直方向往復運動,通過凹模、凸模和下模的作用完成衝壓,利用本裝置加工墊圈,能夠在模具同一工位同時完成落料‑沖孔工序,生產效率高。
24. 一種M型墊片衝壓模具 [ CN109226519 ] :
本發明涉及一種M型墊片衝壓模具,包括上模底板和下模底板,上模底板下端設有上模,下模底板上端設有下模,下模是倒M型,上模是與下模相配合的弧形。採用上述結構後,M型墊片一體成型,由於採用衝壓模,機械化操作效率高,衝壓出的墊片形狀和尺寸相同,精確度高,有利於大規模生產,提高企業經濟效益。
25. 一種環形墊片類粉末冶金產品的模組式多功能加工裝置 [ CN108115047 ] :
本發明公開了一種環形墊片類粉末冶金產品的模組式多功能加工裝置。包括上模、下模,所述上模包括基座,所述基座的下端固定連接柱,所述連接柱的下端固定沖孔頭,所述基座的四周均勻設置有四個安裝架,形成相向設置的兩對安裝架,各安裝架的下端分別安裝一伸縮氣缸,所述伸縮氣缸的缸體通過彈性連接結構與對應安裝架連接,使伸縮氣缸可以上下運動,所述伸縮氣缸的活塞杆上安裝橫截面呈半環形的整平頭;整平頭的上端面與安裝架的下端面之間留有間隔距離;所述下模包括同軸設置的定位孔槽、下料孔槽,所述下料孔槽位於定位孔槽的下方,且與定位孔槽連通,所述定位孔槽的直徑等於整平頭的外徑,且等於工件外徑,所述下料孔槽的直徑等於沖孔頭的直徑。
26. 墊片沖模 [ CN207357932 ] :
本實用新型涉及一種墊片沖模,包括上模及下模,其特徵在於上模包括上托板,上模座連接在上托板的下方,上夾板及上範本固定疊裝在上模座的下方;上模入子滑套在上範本中央的階梯孔中,沖頭滑套在上模入子中;上彈性元件抵裝在上托板與上蓋板之間,若干根上打杆滑動連接上模座,上打杆的下端抵在上模入子的上端;下模包括下托板,下模座連接在上托板的上方,下夾板及下模入子固定連接下模座;下彈性元件抵裝在下托板與下打板之間,設置在下夾板上方的下脫板滑動連接下模入子,下打杆的上端連接下脫板,下打杆的下端連接下打板。本實用新型結構簡單,操作方便,製造成本低,使用壽命長,整合落料沖孔工序,生產效率高。
27. 高精度高效墊片倒角成型裝置 [ CN206912041 ] :
本實用新型涉及一種高精度高效墊片倒角成型裝置,所述墊片用於汽車零件鎖付,所述墊片的一側包括一倒角,所述倒角成型裝置包括一機台和一衝壓模具,所述衝壓模具包括一上模和一下模,其中,所述上模進一步包括一上模基座和至少一成型上模,所述下模進一步包括一下模基座和至少一衝壓凹模;其中,所述成型上模為一圓柱體,所述成型上模包括連接部和成型部,所述連接部和所述上模基座連接,所述成型部為一中空圓筒體;所述衝壓凹模為一圓形凹槽體,所述圓形凹槽體的圓心連接一內孔圓柱體,所述衝壓凹模的凹槽的內緣根部為一倒角斜邊。本申請的裝置自動生產,一次性落料成型落件速度提高,墊片外形美觀,提高企業市場競爭力。
28. 高精度高效墊片倒角成型裝置 [ CN107186066 ] :
本發明提供一種高精度高效墊片倒角成型裝置,所述墊片用於汽車零件鎖付,所述墊片的一側包括一倒角,所述倒角成型裝置包括一機台和一衝壓模具,所述衝壓模具包括一上模和一下模,其中,所述上模進一步包括一上模基座和至少一成型上模,所述下模進一步包括一下模基座和至少一衝壓凹模;其中,所述成型上模為一圓柱體,所述成型上模包括連接部和成型部,所述連接部和所述上模基座連接,所述成型部為一中空圓筒體;所述衝壓凹模為一圓形凹槽體,所述圓形凹槽體的圓心連接一內孔圓柱體,所述衝壓凹模的凹槽的內緣根部為一倒角斜邊。本發明的裝置自動生產,一次性落料成型落件速度提高,墊片外形美觀,提高企業市場競爭力。
29. 一種汽車驅動橋鎖止墊圈沖孔模具 [ CN206028472 ] :
本實用新型公開了一種汽車驅動橋鎖止墊圈沖孔模具,包括上模與下模,上模包括上範本、上墊板和凸模固定板,相對於落料加工進料方向凸模固定板內部依次設有沖步距孔凸模、沖安裝小孔凸模、沖安裝大孔凸模、落料凸模和邊角料切斷上模,下模包括沖孔落料多工位凹模、下墊板和下範本,沖孔落料多工位凹模內部設有與各個凸模位置一一對應的各凹模型腔位置,沖孔落料多工位凹模內設有與邊角料切斷上模位置對應的邊角料切斷下模;所述上下模之間設有托料裝置;沖步距孔凸模、沖安裝小孔凸模、沖安裝大孔凸模、落料凸模及沖孔落料多工位凹模共同形成鎖止墊圈的成型型腔。本實用新型產品外觀形狀規整、模具使用壽命高。
30. 限位墊圈擠壓雙面油槽連續模及其限位墊圈成形方法 [ CN104550476 ] :
本發明公開了一種限位墊圈擠壓雙面油槽連續模,包括上模、下模、大導柱以及大導套,上模上模座、上墊板和中間座,上固定板,卸料壓板,固定於上固定板上的用於衝壓條料上定位孔的圓沖頭,用於衝壓條料上容料槽的異形沖頭,用於擠壓成形限位墊圈上端面油槽的上擠壓凸模,以及用於衝壓限位墊圈內齒的凸凹模;下模包括由上到下依次設置的下模座、下墊板和下固定板,以及設於下固定板上的凹模框,凹模框上設有頂杆,用於擠壓成形限位墊圈下端面油槽的下擠壓凸模,與凸凹模對應設置的第一凹模鑲件,以及定位柱。本發明進一步公開一種限位墊圈擠壓雙面油槽連續模的限位墊圈成形方法。本連續模提高了限位墊圈的生產效率,保證了其成形品質。
31. 一種非標準外齒鎖緊墊片成型模 [ CN205798156 ] :
本實用新型屬於一種手工工具,具體涉及一種本成型模非標準外齒鎖緊墊片成型模,適用於超出標準直徑的大直徑外齒鎖緊墊片的成形加工。本成型模的下模上部設置定位墊片內孔的凸台,凸臺上固定有螺栓,螺栓穿過上模通過螺母、墊圈將墊片壓緊在上、下模間,墊片齒延伸出上、下模外緣,成型模配置一件分離的扳手,扳手端部有適配墊片齒的卡槽。本實用新型工裝結構簡單實用,成本較小,加工週期短,很好地解決了非標準外齒鎖緊墊片加工費時、成本高的問題。
32. 墊圈一次成型衝壓模具 [ CN205571156 ] :
本實用新型公開了一種墊圈一次成型衝壓模具,其特徵在於。在衝壓模的內孔內安裝有脫模沖頭,在脫模沖頭穿插有下沖頭,上沖頭設在衝壓模內孔的上方,在上沖頭的內上部設有廢料出口,所述上沖頭的下平面邊緣與衝壓模內孔邊緣形成剪切,所述下沖頭的上平面邊緣與上沖頭內孔邊緣形成剪切。通過以上設置,本實用新型安裝在壓力機的工作模架上,用於螺母墊圈的生產,可一次成型,提高了螺母墊圈的生產效率,降低了生產成本。
33. 墊圈一次成型衝壓模具 [ CN105583302 ] :
本發明公開了一種墊圈一次成型衝壓模具,其特徵在於。在衝壓模的內孔內安裝有脫模沖頭,在脫模沖頭穿插有下沖頭,上沖頭設在衝壓模內孔的上方,在上沖頭的內上部設有廢料出口,所述上沖頭的下平面邊緣與衝壓模內孔邊緣形成剪切,所述下沖頭的上平面邊緣與上沖頭內孔邊緣形成剪切。通過以上設置,本發明安裝在壓力機的工作模架上,用於螺母墊圈的生產,可一次成型,提高了螺母墊圈的生產效率,降低了生產成本。
34. 一種墊圈衝壓模具 [ CN205043004 ] :
本實用新型介紹了一種墊圈衝壓模具,它包括下模座,在下模座的一側安裝有導柱,在導柱的上端套有導套,上模座的一側滑動連接在導套上;在上模座的中心設有第一通孔,在第一通孔內安裝有模柄,在上模座底面安裝有墊板,墊板的下端安裝有凸模固定板,在凸模固定板的中部固定有凸模,凸模固定板通過第一緊固螺釘與墊板和上模座固定;在凸模固定板的下方安裝有卸料板,卸料板與貫穿上模座、墊板和凸模固定板的卸料螺釘固定連接,在卸料板的下方安裝有與所述凸模相匹配的凹模,凹模通過第二緊固螺釘與下模座固定。本實用新型採用可拆卸的凸模和凹模的配合方式,極大的節省了設備的成本,同時對於模具的保護也起到了很好的效果。
35. 一種汽車託盤式軸承螺母鎖緊墊圈落料成型沖孔複合模具 [ CN204603059 ] :
本實用新型公開了一種汽車託盤式軸承螺母鎖緊墊圈落料成型沖孔複合模具,包括上模與下模,上模從上至下包括依次緊固連接的模柄、上範本、上墊板、上固定板和上卸料板,上固定板的內部設有落料成型沖孔凸凹模,下模從上至下包括依次緊固連接的落料凹模、沖孔凸模外固定板、下墊板和下範本,落料凹模的中間設有成型凹模,所述沖孔凸模外固定板的中間設有沖孔凸模內固定板,所述沖孔凸模內固定板的中間設有沖孔凸模,落料成型沖孔凸凹模、成型凹模及沖孔凸模共同形成工件的成型型腔。本實用新型成型凸模與沖孔凹模複合一體,將坯料在落料的同時實現成型及沖孔,使坯料成型及沖孔過程穩定,保證了軸承螺母鎖緊墊圈的外觀形狀規整及強度性能穩定。
36. 外鋸齒鎖緊墊圈的加工工藝及工裝 [ CN102974689 ] :
本發明公開了一種外鋸齒鎖緊墊圈的加工工藝及工裝,該工裝採用中間導柱模架,利用上下模部分的端頭設有鋸齒的鑲件對壓實現了零件的成形。通過採用本發明的工藝和工裝,在加工外鋸齒鎖緊墊圈零件產品過程中,零件產品一次壓齒成形即滿足尺寸、性能試驗要求,優化了工藝流程。而且通過這種工藝加工出來的產品品質得到了保證,而且取件也十分方便。本發明的工裝結構簡單、加工方式靈活,零件裝卸方便、定位準確、可靠,生產效率高。對於型號、品種規格多、批量小、生產週期短的內鋸齒墊圈產品加工同樣具有指導作用和借鑒價值,對其它類似結構的新品開發也有較大的啟發,值得推廣。
37. 加工外鋸齒鎖緊墊圈的工裝 [ CN202725815 ] :
本實用新型公開了一種加工外鋸齒鎖緊墊圈的工裝,該工裝採用中間導柱模架,利用上下模部分的端頭設有鋸齒的鑲件對壓實現了零件的成形。通過採用本實用新型的工藝和工裝,在加工外鋸齒鎖緊墊圈零件產品過程中,零件產品一次壓齒成形即滿足尺寸、性能試驗要求,優化了工藝流程。而且通過這種工藝加工出來的產品品質得到了保證,而且取件也十分方便。本實用新型的工裝結構簡單、加工方式靈活,零件裝卸方便、定位準確、可靠,生產效率高。對於型號、品種規格多、批量小、生產週期短的內鋸齒墊圈產品加工同樣具有指導作用和借鑒價值,對其它類似結構的新品開發也有較大的啟發,值得推廣。
38. 一種墊片衝壓模具 [ CN202151656 ] :
一種墊片衝壓模具,主要用於高速衝壓設備上衝壓金屬墊片,本實用新型包括下模模腳、下模模架、下模墊板、下模上墊板、定位導柱、下模壓板、滾動導柱、定位導套、滾動導柱導套、上模壓板、上模上墊板、上模墊板、上模模架、上模彈性墊、上模安裝板、上模吊銷、下模沖針、墊片沖針、內孔沖針、定位沖針、鋼帶導向槽、下模墊片沖針,下模墊片沖針墊、下模墊片沖針彈簧;下模模腳與下模模架固定安裝,下模墊板上方固定安裝下模上墊板和下模壓板,下模壓板與下模墊板固定安裝,上模模架與上模安裝板固定安裝,上模模架與滾動導柱導套固定安裝,上模模架和上模墊板固定安裝,上模墊板、上模上墊板和上模壓板通過螺栓固定安裝。
39. 雙面倒角墊圈之改良結構與製程 [ TW00334361 ] :
本發明係在提供一種雙面倒角墊圈之改良結構與製程,主要係由第一模具壓合成為一具有導引孔及餘隙之料片,再由第二模具壓合成為一具雙面倒角之圓形片,復由第三模具對雙面倒角圓形片整平,而後再由第四模具在雙面倒角圓形片上形成一穿孔,復藉由第五模具作穿孔之孔徑檢知,最後將料片移至第六模具處,予以下料成為一雙面倒角墊圈,其特徵在於:該墊圈經模壓成形,於其圓形片體之上、下端面周緣處,產生雙面倒角,又墊圈倒角面與上、下端面交界處藉模壓整平,使上、下端面彼此呈平行狀,而在墊圈倒角面與圓周面交界處,會因下料脫模而產生一圈極細微之毛邊,該毛邊係位於圓形片體上、下端面之間,故不會與送料軌道壁面刮擦,俾便送料行走順利者。
----
二、以『其他特種製品之製造』(B21D053)為主要IPC分類號之扣件相關專利:
本項分類號(B21D053)之專利包括『Method and a Device for the Manufacturing of Washers for Locking and Washer for Locking、WASHER AND METHOD FOR MANUFACTURING THE SAME、一種旋升自緊螺母及自緊墊片的壓制成型方法、METHOD OF MAKING A WASHER、Method of manufacturing a washer、一種墊圈折彎成形工裝及對墊圈局部折彎的成形方法、一種內外鋸齒鎖緊墊圈連續衝壓方法、華司製造方法、一種可一次成型的異型墊圈模具、一種墊片生產裝置、一種鎖緊墊圈加工裝置、加工餘量少的金屬密封環墊製作方法、一種具有緩衝結構的密封墊片加工用衝壓機、一種五金墊圈衝壓裝置、墊圈衝壓成型設備、墊片的連續衝壓倒角裝置、一種可調式波形墊圈成型裝置、一種墊圈壓模裝置、一種緩衝墊圈及其連續衝壓模具和加工方法、一種用於對墊圈局部折彎的成形工裝、密封墊護圈複合成型模具、一種防鬆墊圈的製作方法及防鬆墊圈、無屑墊圈或螺帽的成型方法、同時成型螺絲及墊片的製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. Method and a Device for the Manufacturing of Washers for Locking and Washer for Locking [ US20220226879 ] :
一種用於製造圓形墊圈以從空白鎖定的方法,墊圈具有中央孔,第一側包括徑向伸出牙齒的模式,第二側包括徑向擴展凸輪的模式。步驟
產生一個具有環形形狀的墊片空白;將墊片空白引入模具組件中,以通過下部模具部分,對立的上部模具部分,中央模具部分和支撐件形成封閉的塑形空間,中央模具部分通過墊片空白的中央孔;通過所述下層和上部模具的相互運動形成毛坯到墊片;打開閉合的塑形空間以提取成型的墊片。;本發明也與設備和墊片有關。
A method for the manufacturing of circular washers for locking from blanks, the washer having a central hole, a first side comprising a pattern of radially extending teeth and a second side comprising a pattern of radially extending cams.;The method is especially characterized in the steps of
producing a washer blank having an annular shape;introducing the washer blank into a die assembly for forming a closed shaping space by a lower die portion, an opposing upper die portion, a central die portion and a support piece, the central die portion extending through a washer blank central hole;forming the blank to a washer by mutual movement of said lower and upper die portions;opening the closed shaping space to extract the formed washer.;The invention also relates to a device and a washer.
02. WASHER AND METHOD FOR MANUFACTURING THE SAME [ US20230158561 ] :
一種製造墊片的方法包括提供電線材料的步驟,將電線材料的一部分變形為環形,切斷環形的零件以獲得環形線材料,然後鍛造環形線材料在環形線材料的兩個相對端的兩端定義的拆分的墊片中。
A method for manufacturing washer includes steps of providing a wire material, deforming part of the wire material to be a ring shape, cutting off the part in the ring shape to obtain a ring-shaped wire material, and forging the ring-shaped wire material into a washer having a split defined by end surfaces at two opposite ends of the ring-shaped wire material.
03. 一種旋升自緊螺母及自緊墊片的壓制成型方法 [ CN112555265 ] :
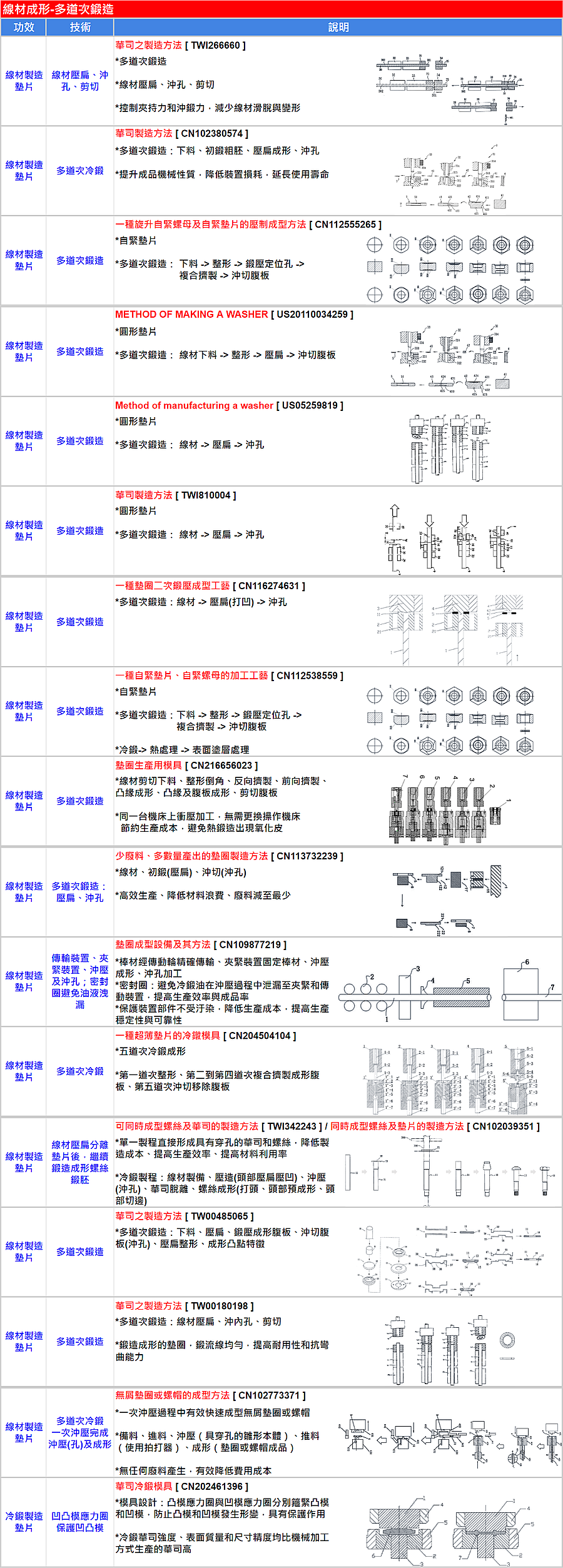
本發明公開了一種旋升自緊螺母及自緊墊片的壓制成型方法,自緊螺母整體呈正六邊形,中心設置第一貫穿孔,第一貫穿孔內壁上設置螺紋;自緊墊片包括頂部和底部,頂部為從動結構,底部為止動結構,頂部的從動結構整體呈正六邊形,中心設置第二貫穿孔,第二貫穿孔直徑大於自緊螺母的公稱直徑,且內壁光滑,頂部正上方設置兩段及以上頭尾相連的第二旋升凸台,且整體圍成一個封閉的圖形;本發明提供了一種製作簡單、可以相互配合自旋的一種旋升自緊螺母及自緊墊片的壓制成型方法。
04. METHOD OF MAKING A WASHER [ US20110034259 ] :
一種製造墊片的方法包括切割一部分線材料以形成空白的步驟在第二個鍛造單元中粗糙的空白,形成比粗面片大的原型盤,並在第三個鍛造單元中蓋章和切割原型盤以形成墊片。
A method of making a washer includes the steps of cutting a section of a wire material to form a blank, forging the blank in a first forging unit to form a rough blank that is larger in width and smaller in thickness than the blank, forging the rough blank in a second forging unit to form a prototype disc that is larger in width than the rough blank, and stamping and cutting the prototype disc in a third forging unit to form the washer.
05. Method of manufacturing a washer [ US05259819 ] :
一種製造墊片的方法包括以下步驟:(a)將金屬電線餵入具有軸承面和通過孔的孔的模具,該孔向軸承臉打開軸承面在預定的長度上; (b)將突出的金屬電線沖向軸承臉,形成圓盤,帶有一個包括芯子和外殼的沖頭; (c)通過將核心迫使芯子從上述殼進入孔中並進入孔中,以在圓盤上形成一個中央孔; (d)縮回沖頭頭以使圓盤與金屬線分開。
A method of manufacturing a washer includes the steps of: (a) feeding a metal wire into a die having a bearing face and a through hole which opens to the bearing face so as to permit the metal wire in the through hole to protrude out of the bearing face at a predetermined length; (b) punching the protruded metal wire against the bearing face to form a disc with a punching head which includes a core and a shell; (c) punching the disc to form a central hole on the disc by forcing the core out of said shell and into the through hole; and (d) retracting the punching head to allow the disc to separate from the metal wire.
06. 一種墊圈折彎成形工裝及對墊圈局部折彎的成形方法 [ CN109261843 ] :
本發明公開了一種墊圈折彎成形工裝及對墊圈局部折彎的成形方法,所述成形工裝包括有凹模、定位套、導向板和凸模,所述定位套套設於凹模的上部,所述導向板設於所述定位套中,所述凸模的下端通過所述導向板與所述凹模相接觸連接。採用本發明所述方法用於對墊圈局部折彎成形,能滿足對墊圈局部折彎的要求,不僅可提高其生產效率,同時也提高了產品可靠性。採用本發明所述的成形工裝具有結構簡單、設計合理、操作及使用方便,適合推廣應用。
07. 一種內外鋸齒鎖緊墊圈連續衝壓方法 [ CN116786704 ] :
本發明公開了一種內外鋸齒鎖緊墊圈連續衝壓方法,涉及到鋸齒鎖緊墊圈加工技術領域,所述內外鋸齒鎖緊墊圈連續衝壓方法通過內外鋸齒鎖緊墊圈連續衝壓設備實現,所述內外鋸齒鎖緊墊圈連續衝壓設備包括設備外殼,所述設備外殼內側中部設置有板料傳送機構,所述設備外殼內側底部固定設置有驅動機構,所述驅動機構頂端固定設置有下衝壓機構,所述設備外殼內側頂部設置有上衝壓機構。本發明可以對板料進行持續輸送,且不存在局部板料無法進行加工的情況,既避免造成因板料浪費而導致的生產成本提高,同時還可以避免衝壓下模元件與衝壓上模元件的不必要磨損,更加適用於內外鋸齒鎖緊墊圈的工業化生產。
08. 華司製造方法 [ TWI810004 ] :
本發明實施例涉及一種華司製造方法,包括以下步驟:令一線材穿設一打模座之一穿設孔並突出於打模座而形成一胚料段、執行第一次沖鍛胚料段以使胚料段之外徑大於穿設孔之孔徑、執行第二次沖鍛於外徑大於穿設孔之胚料段,進行先沖孔再順勢沖壓至華司最終厚度與形狀的動作,從而形成一華司。
09. 一種可一次成型的異型墊圈模具 [ CN217941677 ] :
本實用新型公開了一種可一次成型的異型墊圈模具,包括支撐底座、承重柱、基座、下衝壓杆底盤、下衝壓杆、上衝壓結構支撐板、拉杆、上衝壓結構、液壓機、液壓杆、沖頭、配電箱、導線,所述支撐底座上方等距固定連接有四條承重柱,所述基座安裝在承重柱頂部,所述下衝壓杆底盤固定連接在基座頂部中心處,所述下衝壓杆固定連接在下衝壓杆底盤頂部中心處,所述上衝壓結構支撐板通過四條拉杆安裝在下衝壓杆底盤上方,本實用新型改進了現有的異型墊圈加工模具技術中存在的占地面積較大問題,精簡了設備結構,同時確保了模具正常的加工工序,節省了工作空間,提高了加工效率。
10. 一種墊片生產裝置 [ CN216369915 ] :
本實用新型公開了一種墊片生產裝置,包括台板和成型元件;台板:表面中部設有模座,所述模座的中部開設有與且裁切環對應的沖槽,所述模座的中部開設有與沖杆對應的中心孔,且中心孔位於沖槽的內部;成型組件:包括導杆、架板、第一彈簧、圓柱頭、裁切環和沖杆,所述導杆對稱設於台板的表面兩側,所述架板對稱活動套接在兩側的導杆上,所述第一彈簧套接在導杆的底部,所述圓柱頭的兩側分別與兩側的架板的相對一端固定連接,所述裁切環設於圓柱頭的底面,所述沖杆貫穿圓柱頭的中部導孔,所述成型元件上設有第一驅動元件,本墊片生產裝置可實現沖裁和衝壓的連續進行,有效提高了加工效率,實用性較強。
11. 一種鎖緊墊圈加工裝置 [ CN111360173 ] :
本發明涉及一種鎖緊墊圈加工裝置,其包括:機台,其內部傾斜設置有滑道,所述機台右端內部設置有工作腔,所述工作腔與滑道交叉連通;撥料機構,其設於所述工作腔正上方,包括設於所述機臺上部的伺服電機和與所述伺服電機相連的減速機,所述減速機的轉軸上均勻固設有若干葉輪;頂杆機構,其設於工作腔內,位於所述滑道右側,包括安裝台,所述安裝台左側面周向均勻設有若干頂杆,若干所述頂杆與所述鎖緊墊圈的衝壓部相對應排布,所述安裝台右側通過液壓杆與液壓缸相連,所述液壓缸固設於所述工作腔內;校正衝壓機構,其設於工作腔內,位於所述滑道左側,包括轉檯和基板,所述轉檯右側面周向均勻設有若干衝壓頭和撥杆,其中衝壓頭和撥杆交替設置。
12. 加工餘量少的金屬密封環墊製作方法 [ CN113414307 ] :
一種加工餘量少的金屬密封環墊製作方法,準備好整體式的金屬圓環胚體,並將其均勻加熱至可熱塑加工狀態,再不斷整形,使其規格尺寸與要求的環形尺寸相適應,然後使用硬質壓模對金屬圓環胚體進行壓力塑形,得到斷面形狀是八角形制或橢圓形制的半成品環體,再進行熱處理產生合適的金相組織後,根據需要的尺寸參數,對半成品環體進行機加工,得到金屬密封環墊成品。本發明獲得的半成品環體的尺寸餘量小,和實際需要的尺寸參數接近,使後續機加工的工作量明顯減小,不僅省時省力,提高加工效率和成品率,而且原材料的浪費非常少,環保節能,成本明顯降低。
13. 一種具有緩衝結構的密封墊片加工用衝壓機 [ CN213701546 ] :
本實用新型涉及衝壓機技術領域,具體為一種具有緩衝結構的密封墊片加工用衝壓機,包括底座,底座的頂端一側緊密焊接有側面板,側面板的上表面焊接固定有頂板,頂板的中間位置處開設有頂槽,頂板的一側安裝有電機,電機的輸出軸末端固定有主動帶輪,主動帶輪的一側設置有從動帶輪,且主動帶輪與從動帶輪通過皮帶轉動連接,從動帶輪的一端連接有轉杆,轉杆上纏繞設置有連接繩,且連接繩的一端緊密熔接有連接杆,連接杆遠離連接繩的一端下方固定有成型機構,本實用新型在固定板與壓板之間設置支撐杆,且支撐杆上方的壓杆可對固定板進行支撐,內部的減震彈簧可減少固定板下壓對壓板產生的作用力,使成型壓塊在向下衝壓時較為穩定。
14. 一種五金墊圈衝壓裝置 [ CN112588994 ] :
本發明涉及五金加工技術領域,涉及一種五金墊圈衝壓裝置。需要提供一種在衝壓過程中能先將金屬片壓住,再對金屬片進行沖孔,並設有緩衝保護裝置的五金墊圈衝壓裝置。實施方案,一種五金墊圈衝壓裝置,包括有支架A、支架B、長豎板、短豎板等;支架A和支架B對稱設置在整個裝置的兩側,長豎板固定連接在支架A的一端,短豎板固定連接在支架A上,短豎板靠近長豎板。本發明設置有衝壓機構,衝壓機構內設內沖孔機構,衝壓機構配合上孔板能在先壓住金屬片的同時完成圓形墊片的衝壓動作,內沖孔機構又能配合下孔板在圓形墊片的基礎上繼續將其衝壓成墊圈,這樣便實現了先壓住金屬片,在進行衝壓成型的目的。
15. 墊圈衝壓成型設備 [ CN212442960 ] :
本申請涉及衝壓成型技術領域,具體公開了墊圈衝壓成型設備,其包括基座、設置在基座上方的衝壓軸和定位軸,衝壓軸由液壓缸驅動在豎直方向上運動,衝壓軸套設在定位軸的外周,衝壓軸由氣缸驅動在豎直方向上運動;衝壓軸內設有環形槽,環形槽與衝壓軸的側壁構成密閉的氣腔,衝壓軸的外周設有位於氣腔內且呈環形的隔板,隔板將氣腔分隔為第一腔和第二腔,第一腔內設有第一壓力感測器,第二腔內設有第二壓力感測器,第一壓力感測器和第二壓力感測器電連接控制器,液壓缸由控制器控制;定位軸的下端面設有可與墊圈的內齒配合的定位槽,定位槽的寬度從上至下逐漸增加。通過利用墊圈的內齒對墊圈進行定位,可以提高定位精度,減少衝壓產生廢品件。
16. 墊片的連續衝壓倒角裝置 [ CN212190991 ] :
本實用新型提供一種墊片的連續衝壓倒角裝置,包括底座、多工位元轉盤、驅動元件以及進料元件與衝壓倒角元件,所述多工位元轉盤包括底盤、定位轉盤以及止位元組件,所述定位轉盤的周邊均勻分佈有若干定位孔與轉盤通孔,所述定位孔位於底盤的上方,所述轉盤通孔位於所述底盤的側邊,其內貫穿有轉動塊,所述驅動元件包括驅動氣缸、與所述驅動氣缸連接的連接部、與所述連接部連接的第一連杆、與所述第一連杆連接的第二連杆以及部分收容於所述第二連杆中的撥動杆,所述撥動杆位於所述轉動塊的側邊,所述第二連杆的端部貫穿有轉軸,所述轉軸固定設置於所述底座上。本實用新型具有結構簡單、操作簡便及可靠性較高的特點,可以保證墊片衝壓倒角的精准性。
17. 一種可調式波形墊圈成型裝置 [ CN111438293 ] :
本發明提供了一種可調式波形墊圈成型裝置,包括上壓板和底板;所述上壓板和底板平行水準安裝,上壓板和底板上各有一組成型壓爪固定於上壓板和底板的相對面上,且兩組成型壓爪的軸心線重合;成型壓爪為從內向外呈階梯狀增高的條狀結構,上壓板和底板上的成型壓爪在垂直投影上呈交錯分佈。本發明通過成型壓爪的階梯結構設置,可以實現通過調節行程而控制成型後的高度,並給出回彈量,熱處理時可不帶工裝固定,實現不帶工裝固定進行熱處理就能保證處理後的尺寸精度滿足要求,一次就能處理上千件工件;同時有刻度標識和限位元的導柱尺規組件,重複定位精度高,解決了新制型號需要修模、熱處理定型工裝成本高、加工週期長的問題。
18. 一種墊圈壓模裝置 [ CN109822002 ] :
本發明涉及墊圈加工設備技術領域,更具體地說,它涉及一種墊圈壓模裝置,包括工作臺、進料元件、傳送元件、模具以及出料槽;進料組件包括振動盤和長條進料塊,長條進料塊設有進料槽,振動盤輸出端與進料槽進口端連接,進料槽的出口端位於進料組件處;傳送元件設於工作臺上,該傳送組件包括安裝座、承載塊、夾爪汽缸和第一驅動件,安裝座固設於工作臺,承載塊設於安裝座上,夾爪汽缸設於承載塊,第一驅動件可驅動承載塊移動,以使夾爪汽缸將待加工墊圈從進料槽口處傳送至模具的下模處,且第一驅動件可使夾爪汽缸自模具的下模處移動至出料槽的槽口處;出料槽設於工作臺。本申請可自動將儲料箱處的墊圈傳送到模具處。
19. 一種緩衝墊圈及其連續衝壓模具和加工方法 [ CN109822001 ] :
本發明涉及墊圈技術領域,更具體地說,它涉及一種緩衝墊圈及其連續衝壓模具和加工方法,其技術方案要點是:一種緩衝墊圈,其包括環片,所述環片的外側壁上沿徑向延伸有凸耳和第一支腳臂,所述凸耳和所述第一支腳臂的數量均為兩個以上、且在所述環片的周向上依次間隔排布;所述凸耳包括連接片,以通過連接片與環片相連;所述連接片的沿所述環片的周向方向的一側延伸有第二支腳臂,所述第二支腳臂相對所述連接片向所述環片的第一面側折彎,所述第二支腳臂的背離所述連接片的一端具有向所述環片的第二面側折彎的翻邊;所述第一面和所述第二面為所述環片的相背的兩面;其中,所述第一支腳臂相對所述環片向第二面側折彎。
20. 一種用於對墊圈局部折彎的成形工裝 [ CN209577956 ] :
本實用新型公開了一種用於對墊圈局部折彎的成形工裝,所述成形工裝包括有凹模、定位套、導向板和凸模,所述定位套套設於凹模的上部,所述導向板設於所述定位套中,所述凸模的下端通過所述導向板與所述凹模相接觸連接。採用本實用新型所述的成形工裝,能滿足對墊圈局部折彎的要求,不僅可提高其生產效率,同時也提高了產品可靠性。採用本實用新型所述的成形工裝,具有結構簡單、設計合理、操作及使用方便,適合推廣應用。
21. 密封墊護圈複合成型模具 [ CN107497963 ] :
本發明公開了一種密封墊護圈複合成型模具,包括上範本和下範本,在下範本上面依次設有下固定板和凹模,在下固定板上固定有下凸凹模,在下凸凹模與凹模之間設有下卸料套,在下範本下面依次連接有上夾板、彈性墊板和下夾板,在上夾板與下卸料套之間設有多根下頂杆;在上範本下面依次設有上墊板和上固定板,在上墊板下麵固定有上凸凹模和凸模,在上凸凹模與凸模之間設有上卸料套,在上範本上面設有沖頭套,在沖頭套的中心孔內設有打杆,在打杆下端與上卸料套之間設有多根上頂杆。有益效果是:通過一次衝壓便可完成護圈的全部成型,可降低製造成本並提高生產效率,模具數量及佔用衝壓設備少,可省去更換模具時間,衝壓設備能得到充分利用。
22. 一種防鬆墊圈的製作方法及防鬆墊圈 [ CN104533925 ] :
本發明公開了一種防鬆墊圈的製作方法及防鬆墊圈,製作方法包括以下步驟:1)製備具有如下齒牙結構、不銹鋼材質的防鬆墊圈:小齒牙橫截面的長邊與短邊夾角為80~110°,小齒牙的深度為0.1~0.3毫米,小齒牙橫截面的長邊與墊圈基平面的夾角為5~10°;大齒牙橫截面的長邊與防鬆墊圈基平面的夾角A比配套使用的螺栓或螺母的螺紋升角B大0.1°~1°;2)對所述防鬆墊圈的表面進行處理,去除表面的鈍化層;3)對步驟2)處理後的防鬆墊圈進行低溫滲碳、低溫滲氮或低溫氮碳共滲處理,在表面形成硬化層;4)清洗,最終制得防鬆墊圈。本發明的防鬆墊圈的製作方法,制得的防鬆墊圈的防鬆效果好,且製造成本也較低。
23. 無屑墊圈或螺帽的成型方法 [ CN102773371 ] :
本發明公開了一種無屑墊圈或螺帽的成型方法,其主要針對一線材加工而成型一墊圈或螺帽,亦即經由進料、衝壓等步驟將該線材成型出一具穿孔的雛形本體,再經由推料、成型等步驟將該雛形本體予以穩固夾持且衝壓成型出一墊圈或螺帽成品,該成型方法可快速衝壓該線材以成型墊圈或螺帽且不會有廢料產生,進而有效降低費用成本。
24. 同時成型螺絲及墊片的製造方法 [ CN102039351 ] :
本發明提供一種同時成型螺絲及墊片的製造方法,包含制出一個沖棒本體的製備步驟、於該沖棒本體上成型出一個墊片半成品及一個導槽的壓造步驟、利用一個沖頭將該沖棒本體沖離該墊片半成品的衝壓步驟、將仍套卡於該沖頭上的墊片成品與該沖頭分離的墊片脫離步驟及對脫離後的沖棒本體進行加工使其成為一螺絲的螺絲成型步驟。通過該導槽配合該沖頭對該沖棒本體進行衝壓以使其與該墊片半成品分離,而分離後的墊片半成品就自然形成一個具有穿孔的墊片成品,該沖棒本體則再通過該螺絲成型步驟的加工以形成螺絲成品,進而在同一制程中同時成型出螺絲與墊片。
25. 六角防盜防鬆墊片的制法 [ CN100540173 ] :
本發明公開了一種六角防盜防鬆墊片的制法,其主要是以數 組支架將一平整料帶架高於上模具及下模具之間,配合衝壓及冷 鍛加工等技術,借著上下模具加工逐漸在料帶上下表面形成連續 楔形面、V型槽及尖嵌條等構形,其步驟包含:於料帶中央位置 沖設至少兩中孔,在兩中孔之間依序沖設側餘料槽;于側餘料槽 的左側依次沖設左右餘料槽;再鍛出六個連續楔形面,及至少一 尖嵌條或V型槽;從主體中央沖設一孔徑較大的內孔;最後向下 衝壓出墊片的主要外型,衝開墊片完成加工步驟,步驟簡單,可 以減少模具的開發,大幅降低生產成本。
26. 六角防盜防鬆墊片之製法 [ TWI295202 ] :
本發明係一種六角防盜防鬆墊片之製法,其主要係以複數組支架將一平整之料帶架高於上模具及下模具之間,配合沖壓及冷鍛加工等技術,藉著上下模具加工逐漸在料帶上下表面形成連續楔形面、V型槽及尖嵌條等構形,其步驟係包含:於料帶中央位置沖設至少一中孔,利用該中孔做為導引料帶前進及定位之用;在兩中孔之間依序沖設側餘料槽;於側餘料槽之左側沖設左餘料槽;於側餘料槽之左側沖設右餘料槽,使料帶形成一中央具有中孔之六角形主體;由下模具在主體下方鍛出六個連續楔形面,同時由上模具在主體上方形成至少一尖嵌條或V型槽;從主體中央沖設一孔徑較大之內孔,以形成墊片制式之內孔規格;向下沖壓出墊片之主要外型,且未完全脫離料帶;再次由上下模具冷鍛精作,將整體修整出所要求的尺寸與平整度;最後沖開墊片完成加工步驟。
27. Method for producing circular washer [ US07331874 ] :
圓形墊圈由以下步驟形成:在材料帶的中間至少提供了兩個孔,這些材料的中間也用於定位和推進皮帶;每兩個之間通過孔之間形成一個殘留的插槽,從而在每個孔周圍形成一個圓形環。在每個環的底部表面周圍鍛造了六個楔形平面,並且在每個環的頂部表面上至少鍛造一個V形凹槽或脊。在每個環的中心產生墊片的內孔時,一個較大的孔。然後形成每個墊片的主要形狀,而不將墊片與皮帶分開;並對墊圈進行罰款,以在與皮帶分離之前獲得精確的外形和尺寸。
Circular washers are formed by the following steps: at least two through holes are provided in the middle of a belt of material, which are also used for positioning and advancing the belt; a residual slot is formed between every two adjacent through holes, thereby forming a circular ring around each through hole; six wedge planes are forged around the bottom surface of each ring, and at least a V-shaped groove or a ridge is forged on the top surface of each ring; a larger through hole as the inner hole of a washer is produced at the center of each ring; the major shape of each washers is then formed without separating the washers from the belt; and the washers are fined-tuned to obtain the precise form factor and dimension before they separated from the belt.
28. 平面墊圈模具之改良結構 [ TW00444618 ] :
一種墊圈模具之改良結構,係指一種經沖孔兼預頂及 剪斷作業後,仍能保持墊圈及板料帶平坦度之墊圈模具之 改良結構;係於下模處,搭配沖針桿設置一預頂模,該預 頂模之上端面設置以圓弧面,圓弧模之弧度大小需視墊圈 外徑大小而定;另於下模之另一處,設置一可替換模,可 替換模係與預頂模搭配使用;是以藉由上述結構,於沖製 墊圈作業時,板料帶在沖孔作業時,因預頂模之設置,將 使中心圓孔形成時該部位受壓板作動先行向上隆起一圓弧 凸起部;經牽引機具之作動,該圓弧凸起部到達可替換模 處,經上端剪斷刀具之作動,將該圓弧凸起部向下沖剪進 而脫模,而得墊圈及板料帶平坦且精度高為其特徵者。
29. 改良的方形墊圈模具 [ CN2363812 ] :
一種改良的方形墊圈模具,包括上模固定座、上模 板及下範本各部,其中上模固定座上,裝設有沖針杆及剪斷刀具 上範本上裝置一紋路成型上模,由上固定板固定之,上範本與 上固定板連結,其上設置導引孔,分別供沖針杆與剪斷刀具穿越 下範本內部容置沖孔模、紋路成型下模及剪斷模,由下固定板固 定,紋路成型下模內容置成型刀具,下範本與下固定板連結。其 可製作出多種規格花紋的墊圈,以滿足多方面應用,不需多組模具,且成本低。
30. Method of manufacturing a screw washer [ US05626521 ] :
一種製造改進的螺絲墊片,改進的螺絲墊片的方法,以及改進的模具,用於製造改進的螺絲墊圈。該發明使用所需的厚度比標稱高度厚的金屬板,主要旨在形成改進的螺絲墊圈,並結合滿足所需高度的螺母。本發明是提供一種改進的方法,用於製造改進的螺絲墊圈,改進的螺絲墊圈以及改進的製造螺絲墊圈的模具。特別是,使用這種改進的模具,可以輕鬆地製造改進的螺絲墊片,其中上述螺母與金屬板牢固地粘結而不會從中脫離,但是,形成了足夠長的敲擊孔。從結構上講,在猛擊金屬板的一部分後,狀態形成了螺母。螺母進一步打孔,以使直徑窄的打孔孔比螺母的內部直徑窄打孔孔。
A method of manufacturing an improved screw washer, an improved screw washer, and an improved mold for fabricating the improved screw washer. Using a selected metal plate having a thickness thinner than a nominal height demanded for a nut, the invention primarily aims to form an improved screw washer incorporating a nut satisfying the demanded height. The invention is to provide an improved method of manufacturing an improved screw washer, the improved screw washer, and an improved mold for fabricating the screw washer. Particularly, using this improved mold, the improved screw washer can easily be manufactured, where the above-identified nut is solidly bonded with the metal plate without being disengaged therefrom, and yet, a sufficiently lengthy tapped hole is formed. Structurally, a nut is formed in the state being continuous to a metal plate after punching out part of the metal plate. The nut is further punched in order that a punched hole having a diameter narrower than an inner diameter of a tapped hole can be formed in the center of the nut, and finally, the tapped hole is formed in the nut in the manner being coaxial with the punched hole.
31. Method for manufacture of captive nut and washer [ US04654913 ] :
一種生產圈養墊片螺母的方法。墊片和螺母的身體形成是一件件,大大簡化和減少了單獨的製造步驟的數量,例如在墊片和螺母主體上形成軸承表面。在螺母洗淨器的毛坯中形成了與對稱軸的軸向對稱的frusto-conical凹槽。與墊片底面上的小劃線凹形相比,該凹槽足夠深,以至於更接近對稱性的軸。在應用軸向壓縮後,墊片沿著凹槽底部和墊片上的凹形特徵在螺母體中與螺母體分離。該斷裂表面的方嚮導致墊片被捕獲到螺母體內。
A method for producing captive washer wheel nuts. The washer and nut body are formed as a single piece, greatly simplifying and reducing the number of separate manufacturing steps, such as threading and forming bearing surfaces on the washer and nut body. An axially symmetric frusto-conical groove at an oblique angle to the axis of symmetry is formed in the nut-washer blank. The groove is sufficiently deep to be closer to the axis of symmetry than a small-radius concave feature on the underside of the washer. Upon application of axial compression, the washer separates from the nut body along a frusto-conical fracture surface defined between the bottom of the groove and the concave feature on the washer. The orientation of this fractured surface causes the washer to be captured to the nut body.
32. Method of forming a joined pair of wedge-action lock washers [ US04538313 ] :
一種形成一對連接的fo楔形式鎖定式墊圈的方法,其中每個鎖墊圈都有一個凸輪表面和一個相對處置的摩擦表面,佈置了一對墊圈,以使它們的凸輪表面安裝在並置的面對面 - 互動,此時,在擰緊相關的固定裝置期間,在施加旋轉力時,將兩個鎖定墊圈選擇性地連接在一起,以使每個墊片之間的橫向移動。
A method of forming a joined pair fo wedge-action-type lock washers, wherein each lock washer has a cam surface and an oppositely disposed friction surface, the pair of washers being arranged so that their cam surfaces are installed in a juxtaposed face-to-face engagement, at which time the two lock washers are selectively joined together in such a manner as to allow lateral movement between each washer when rotational force is applied during the tightening of an associated fastening device.
33. Method of producing semicircular washers having a projection to prevent rotation [ US04310939 ] :
在產生具有預測以防止其旋轉形成的半圓形墊圈時,扁平棒形式的空白材料被迫通過排列成一對的上下形成捲之間的滾動口徑,並彎曲在其中一種形成。滾動在寬闊的方向上傾斜,以成為半圓形的墊片。然後,半圓形的墊片的外邊緣部分通過拳打和模具將其撞出,以形成預防旋轉的投影。該方法可確保具有預防旋轉投影的半圓形洗滌器的產率的增加,並可以根據需要在墊片上的任何位置形成投影。
In producing a semicircular washer having a projection to prevent rotation formed thereon, a blank material in the form of a flat bar is forced to pass a roll caliber between upper and lower forming rolls arranged in a pair and bent on and along one of the forming rolls while being pressed in the breadthwise direction to become a semicircular washer. The semicircular washer then has its outer marginal portion punched out by means of a punch and a die to form thereon a projection for preventing rotation. The method ensures an increase in the yield of semicircular washers having a projection for preventing rotation and enables the projection to be formed in any position on the washer as desired.
34. Method and apparatus for making lock washers [ US04285084 ] :
使拆分鎖墊圈製造的方法和設備由自動化機器組成,其中可以準確控制鎖墊圈的直徑和間隙。該設備包括用於驅動切割機的驅動機構和由驅動機構驅動的變速器,可以調整以將電線的進料速度與切割機相關聯,以產生不同直徑的墊圈。設置相關速度後,可以提高或降低生產速度,並且進料和切割器速度的同步關係將保持不變。
A method and apparatus for making split lock washers consists of an automated machine wherein the diameter and gap of a lock washer can be accurately controlled. The apparatus includes a drive mechanism for driving the cutter and a transmission unit driven by the drive mechanism which can be adjusted to correlate the feed speed of the wire with the cutter to produce washers of different diameters. After the correlation speed has been set the production speed can be increased or decreased and the synchronized relation of the feed and cutter speeds will remain the same.
----
三、以『用加壓切割方式成型;穿孔』(B21D028)為主要IPC分類號之扣件相關專利:
本項分類號(B21D028)之專利包括『一種墊圈沖裁設備、一種同類型不同尺寸墊片衝壓模具、一種鎖緊墊片模具、一種自動式汽車墊片沖孔成型設備、一種帶有定位結構的密封墊生產用沖孔裝置、一種機械加工用金屬墊片衝壓裝置、一種熱鍍鋅彈簧墊圈加工模具、一種鋼質圓墊片生產裝置、一種鋸齒鎖緊墊圈的內齒成形模具、一種全自動螺母墊片沖孔設備、一種墊圈連續模具、一種碳鋼平墊圈複合沖裁模具、一種平墊圈加工裝置、一種全自動螺母墊片沖孔設備、一種改進型密封墊圈衝壓式成型模具、一種用於製造墊片的模具、圓形墊片快速製作機構、一種用於製造墊片的模具、一種墊片加工設備』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種墊圈沖裁設備 [ CN220049643 ] :
本申請公開了一種墊圈沖裁設備,其包括工作箱、設置於所述工作箱頂部的龍門架,還包括設置于所述龍門架上的沖裁組件、設置於所述沖裁組件上的沖裁套筒、設置於所述工作箱頂部的下沖裁模具,所述沖裁套筒的開口朝著所述下沖裁模具正上方設置,墊圈能在所述沖裁套筒與所述沖裁模具的相互配合下實現沖裁成型,所述沖裁元件上還設有拆卸元件,所述沖裁套筒與沖裁元件通過所述拆卸元件可拆卸連接。
02. 一種同類型不同尺寸墊片衝壓模具 [ CN219703185 ] :
一種同類型不同尺寸墊片衝壓模具,包括一上模(100)和一下模(200),其特徵在於:該上模(100)上設置有一固定沖頭(101),該固定沖頭(101)的下方通過一快換固定鎖螺絲(102)安裝有一快換沖頭(103);該上模(100)上還活動設置有三個不同尺寸的沖孔沖頭(104),該上模(100)上沿水準方向活動穿置有一拉杆(105),該拉杆(105)與三個沖孔沖頭(104)相配合,三個沖孔沖頭(104)伸出該上模的部分均外套有一脫料膠(106),該脫料膠(106)固定於該上模(100)上。本實用新型通過在上模上設置有快換沖頭實現不同尺寸方形墊片的生產製造,通過在上模上設置三個不同尺寸的沖孔沖頭實現不同尺寸圓形墊片的生產製造,不僅成本低,而且生產效率高。
03. 一種鎖緊墊片模具 [ CN219664873 ] :
本實用新型公開了一種鎖緊墊片模具,包括上模座和下模座,所述下模座包括固定連接的下固定板和上範本、安裝在下固定板上的導柱,所述上模座包括固定連接的上固定板和下範本、安裝在下範本上的導套,所述上範本上設有壓緊裝置,所述壓緊裝置包括對稱安裝在上範本上的安裝板、穩固板和可拆裝的壓緊機構,所述穩固板安裝在對立的安裝板之間;下固定環與鋼帶貼合,在鋼帶受到振動而發生一定幅度的晃動翹起時,鋼帶作用於下固定環,上固定環和下固定環受到向上的作用力,收縮彈簧處於收縮狀態,上固定環和下固定環受到收縮彈簧向下的彈力,向上的作用力與向下的彈力抵消,在鋼帶微小晃動情況下起到壓緊作用,避免鋼帶晃動翹起。
04. 一種自動式汽車墊片沖孔成型設備 [ CN113182422 ] :
本發明涉及一種汽車沖孔成型設備,尤其涉及一種自動式汽車墊片沖孔成型設備。本發明提供一種安全性較高且效率較高的自動式汽車墊片沖孔成型設備。一種自動式汽車墊片沖孔成型設備,包括有第一支撐板和第二支撐板,第一支撐板上設有第二支撐板;第一支撐架,第一支撐板上設有第一支撐架,第一支撐架與第二支撐板連接;放料框,第二支撐板上設有放料框;推料機構,放料框上設有推料機構;衝壓機構,放料框外側設有衝壓機構;卡緊機構,第二支撐板上設有卡緊機構。通過推料機構、衝壓機構和卡緊機構的設計,使人們可以較為輕鬆的對墊片進行沖孔,並對墊片進行沖孔時不需要人們手動固定墊片。
05. 一種帶有定位結構的密封墊生產用沖孔裝置 [ CN218460597 ] :
本實用新型涉及密封墊生產技術領域,具體為一種帶有定位結構的密封墊生產用沖孔裝置,包括底板以及輸送帶,所述輸送帶安裝於所述底板上端,所述底板上端中心處設有衝壓結構;所述衝壓結構包括:安裝架、兩個導向滾筒、固定模具組、定位固定元件、驅動安裝元件以及移動模具組。本案採用的衝壓結構,在輸送帶對密封墊原料進行輸送時,通過定位固定元件對密封墊原料的輸送位置進行固定,同時,通過驅動安裝元件推動移動模具組與固定模具組貼合,對密封墊進行成型以及沖孔等操作,使密封墊一次成型,無需二次沖孔等操作,增加密封墊的加工效率,同時增加密封墊的成品率。
06. 一種機械加工用金屬墊片衝壓裝置 [ CN217665748 ] :
本實用新型公開了一種機械加工用金屬墊片衝壓裝置,包括底座,底座的頂部固定連接有衝壓台,衝壓台的頂部固定連接有L型板,衝壓台的一側固定安裝有電動伸縮杆,電動伸縮杆的輸出端固定連接有豎杆,豎杆的頂部固定連接有推板,衝壓台的內部設有廢料槽,底座的頂部固定連接有支架,支架內側的頂部固定安裝有液壓缸,液壓缸的輸出端固定連接有安裝板,安裝板的一側固定連接有撥動杆,本實用新型通過設置的豎杆、電動伸縮杆和推板使得電動伸縮杆帶動豎杆運動,豎杆使推板運動,推板推動墊片本體,將墊片本體推入墊片收集箱內,從而實現自動下料,不僅使操作人員更加省力,而且提高了安全性。
07. 一種熱鍍鋅彈簧墊圈加工模具 [ CN217550903 ] :
本實用新型提供一種熱鍍鋅彈簧墊圈加工模具,包括固定架,固定板,大孔徑衝壓孔,衝壓支架結構,定位衝壓架結構和L型定位架,所述的固定架的內側下部焊接有固定板;所述的固定板的內側分別開設有大孔徑衝壓孔;所述的固定架的上部安裝有衝壓支架結構;所述的衝壓支架結構的下部安裝有定位衝壓架結構;所述的固定板的上部左右兩側螺釘安裝有L型定位架。本實用新型固定盤處於固定板的下部,有利於在連接架的作用下能夠根據上側衝壓板上下活動導致固定盤上下活動。
08. 一種鋼質圓墊片生產裝置 [ CN214639516 ] :
本實用新型公開了一種鋼質圓墊片生產裝置,包括工作臺,所述工作臺底部固定連接有多個支撐腿,所述工作臺頂部設有豎直設置的擋板,所述擋板外側壁固定連接有電機,所述電機輸出端固定連接有輸出軸,所述輸出軸端部固定連接有圓形設置的圓板,所述圓板通過牽動機構連接有固定塊,所述固定塊底部固定連接有活動柱,所述活動柱底部固定連接有打孔錐,所述工作臺上設有安裝口,所述安裝口內側壁固定連接有安裝套管。本實用新型通過擋板、電機、輸出軸、圓板、牽動塊、牽動軸、牽動板、支撐環以及打孔錐的配合使用,實現了對鋼片材料進行打孔,解決了現有技術中鋼片材料在加工成鋼質圓墊片過程中打孔不便的問題,提高了工作效率。
09. 一種鋸齒鎖緊墊圈的內齒成形模具 [ CN213944499 ] :
本實用新型公開一種鋸齒鎖緊墊圈的內齒成形模具,其包括切齒凸模和切齒凹模,所述切齒凸模包括圓柱狀的第一切齒部,所述第一切齒部的外周面上設置有沿其周向連續佈置的用於加工鋸齒鎖緊墊圈內齒的切齒;所述切齒凹模包括圓環狀的第二切齒部,所述第二切齒部的端面上設置有沿其周向連續佈置的用於加工鋸齒鎖緊墊圈內齒的切齒;第一切齒部的外徑與第二切齒部的外徑相對應,切齒的內徑與鋸齒鎖緊墊圈內齒的內徑相對應,切齒的外徑與鋸齒鎖緊墊圈內齒的外徑相對應,切齒的高度與鋸齒鎖緊墊圈內齒的高度相對應,切齒的個數與鋸齒鎖緊墊圈內齒的個數相對應。本實用新型方便了內齒鋸齒鎖緊墊圈或內外齒鋸齒鎖緊墊圈的快速加工。
10. 一種全自動螺母墊片沖孔設備 [ CN213856597 ] :
本實用新型公開了一種全自動螺母墊片沖孔設備,包括工作臺和頂板,所述頂板位於工作臺上側,且頂板與工作臺之間通過多組均勻分佈的支撐杆固定連接,所述頂板下側壁中心處固定設置有液壓伸縮杆,所述液壓伸縮杆下端設置有沖頭,所述工作臺上側壁中心處設置有與沖頭對應的墊板,所述墊板中心處設置有落料孔,且落料孔向下貫穿工作臺設置,所述工作臺下側固定設置有與墊塊對應的環形氣箱,環形氣箱側壁設置有匹配的氣泵,墊塊上側壁設置有多組與環形氣箱連通的吸附孔。本實用新型可以定期對沖頭噴灑冷卻液,避免沖頭長期工作的過程中本身熱量越高發生形變,通過自動上料裝置的設置可以較為迅速的將工件運送到墊塊上,大大提高了加工效率。
11. 一種墊圈連續模具 [ CN213288318 ] :
本實用新型提供了一種墊圈連續模具,包括裝夾在衝壓機工作臺上的若干下墊塊和固定安裝在衝壓機滑塊底部的上模座,上夾板沿物料流動方向固定安裝多個第一沖頭、第二沖頭和第三沖頭,第一沖頭、第二沖頭和第三沖頭的底端均穿過上夾板並置於止擋板中,止擋板和上脫板內均開設供第一沖頭、第二沖頭和第三沖頭穿過的開口,第一沖頭成兩排均勻分佈,下範本內沿物料流動方向固定安裝第一底柱、第二底柱和第三底柱,第一底柱、第二底柱和第三底柱分別與第一沖頭、第二沖頭和第三沖頭一一對應,下範本上開設多個成錐形分佈的下料孔。本實用新型解決了有技術中存在的生產效率低的問題,產生了提高生產效率、產品品質和原料利用率的效果。
12. 一種碳鋼平墊圈複合沖裁模具 [ CN212792610 ] :
本實用新型涉及沖裁模具技術領域,尤其是涉及一種碳鋼平墊圈複合沖裁模具,包括工作臺、旋轉元件、翻轉元件和衝壓元件,所述工作臺放置在地面上,所述旋轉組件固定設置在工作臺的兩側上,並且所述旋轉元件的工作端設置在工作臺的上方,所述翻轉元件設置在旋轉元件的一側上,並且所述翻轉元件的工作端設置在旋轉元件內側,所述衝壓元件設置在旋轉元件的工作端上,通過旋轉元件旋轉帶動衝壓元件進行衝壓處理,再通過翻轉元件將墊片翻轉進行二次衝壓,可以使得墊片兩個面都均勻衝壓,進過複合衝壓和二次衝壓後,不僅提高了衝壓的效率,衝壓的效果更好。
13. 一種平墊圈加工裝置 [ CN212350045 ] :
本實用新型涉及墊圈加工技術領域,公開了一種平墊圈加工裝置,包括電機、伸縮裝置、上壓模、下壓模和底板,所述底板上側固定連接若干立板,設置接料車,方便對加工的墊圈進行收集,便於運輸,設置壓頭,方便更換壓頭加工多種類型的墊圈,設置過料孔和滑料板,方便將加工後的墊圈輸送到接料車中,設置上輥輪和下輥輪,實現對鋼板的壓緊,防止墊圈衝壓加工過程中出現鋼板滑移的情況,設置螺紋軸和電機,便於控制對鋼板的壓緊。本實用新型結構簡單,利用收料裝置,方便墊圈加工的收集,對加工使用的鋼板進行壓緊,防止影響墊圈生產品質,保證墊圈的平面度,並且運輸墊圈方便快捷,可以加工多種類型的墊圈,在墊圈加工技術領域有可利用價值。
14. 一種全自動螺母墊片沖孔設備 [ CN112170622 ] :
本發明公開了一種全自動螺母墊片沖孔設備,包括工作臺和頂板,所述頂板位於工作臺上側,且頂板與工作臺之間通過多組均勻分佈的支撐杆固定連接,所述頂板下側壁中心處固定設置有液壓伸縮杆,所述液壓伸縮杆下端設置有沖頭,所述工作臺上側壁中心處設置有與沖頭對應的墊板,所述墊板中心處設置有落料孔,且落料孔向下貫穿工作臺設置,所述工作臺下側固定設置有與墊塊對應的環形氣箱,環形氣箱側壁設置有匹配的氣泵,墊塊上側壁設置有多組與環形氣箱連通的吸附孔。本發明可以定期對沖頭噴灑冷卻液,避免沖頭長期工作的過程中本身熱量越高發生形變,通過自動上料裝置的設置可以較為迅速的將工件運送到墊塊上,大大提高了加工效率。
15. 一種改進型密封墊圈衝壓式成型模具 [ CN211727139 ] :
本實用新型提供一種改進型密封墊圈衝壓式成型模具,包括固定外框,頂緊氣缸,橫向連接板,定位管,L型定位杆,可調節頂出架結構,外側切割架結構,廢料分類存放架結構,底部墊架,橫向插槽,廢料儲存鬥,把手,安裝殼,控制器和開關,所述的頂緊氣缸螺栓安裝在固定外框的底部四角位置;所述的橫向連接板設置在固定外框的內側;所述的定位管嵌入在橫向連接板的四角處。本實用新型廢料儲存鬥設置在排料管的下部,並插接在固定外框的中下部,有利於在使用時方便對經過排料管的廢料進行收集;內六角旋轉頭的直徑比排料管的直徑小三毫米至五毫米,有利於在使用時方便對切斷的廢料從排料管內頂出。
16. 一種用於製造墊片的模具 [ CN206997462 ] :
本實用新型涉及五金模具的技術領域,具體涉及一種用於製造墊片的模具,上模包括至少一組環形沖頭,每組環形沖頭包括至少兩個沿料帶推進方向排列的環形沖塊,每個環形沖塊的圓心均在同一條直線上;相鄰的兩個環形沖塊中,其中一個環形沖塊的外徑等於另外一個環形沖塊的內徑;下模對應每個環形沖塊開設有用於卸料的卸料孔,在生產過程中,隨著料帶推進,料帶先被衝壓出外徑較小的墊片,料帶繼續推進,外徑較大的環形沖頭在衝壓出外徑較小的墊片的缺口處衝壓,進而衝壓出外徑較大的墊片,不僅減小了原料的浪費,而且還能生產出多種規格的墊片,加快了生產效率,解決了以往原料浪費嚴重,生產效率低下的問題。
17. 圓形墊片快速製作機構 [ CN107138595 ] :
圓形墊片快速製作機構,包括上模導向板和下模導向板,上模導向板和下模導向板上開有不同直徑的通孔,上模導向板和下模導向板上的直徑相同的通孔相互對準;上模導向板設置在下模導向板上,下模導向板設置在支撐架上;上模導向板和下模導向板之間設有可插入墊片料的間隙;還包括與所述的通孔的直徑相同的沖頭。本發明當衝壓模具的圓形凸凹模(凸凹模外形直徑Φ≤30.0mm)刃口產生崩刃時,或者是在模具維護返修過程中需要圓形墊片時,能快速製作所需墊片,節約時間,提高效率,長期使用也降低了生產成本。
18. 一種用於製造墊片的模具 [ CN107052136 ] :
本發明涉及五金模具的技術領域,具體涉及一種用於製造墊片的模具,上模包括至少一組環形沖頭,每組環形沖頭包括至少兩個沿料帶推進方向排列的環形沖塊,每個環形沖塊的圓心均在同一條直線上;相鄰的兩個環形沖塊中,其中一個環形沖塊的外徑等於另外一個環形沖塊的內徑;下模對應每個環形沖塊開設有用於卸料的卸料孔,在生產過程中,隨著料帶推進,料帶先被衝壓出外徑較小的墊片,料帶繼續推進,外徑較大的環形沖頭在衝壓出外徑較小的墊片的缺口處衝壓,進而衝壓出外徑較大的墊片,不僅減小了原料的浪費,而且還能生產出多種規格的墊片,加快了生產效率,解決了以往原料浪費嚴重,生產效率低下的問題。
19. 一種墊片加工設備 [ CN201659190 ] :
本實用新型公開了一種墊片加工設備,包括動力機構、第一模具(11)和與第一模具(11)相匹配的第二模具(12),兩模具在動力機構的作用下靠近或者遠離,以便將被加工的墊片(0)自其主機板上切下;動力機構為具有預定輸出壓力的千斤頂(3),第一模具和第二模具兩者中的一者安裝於千斤頂(3),另一者可選擇地固定連接於墊片加工設備的機架(4)上。千斤頂的結構較為簡單,購買和維修較為方便,成本較低,從而顯著降低了墊片加工設備的成本;同時,千斤頂的操作比較簡單方便,從而降低了工作人員的勞動強度;並且,該設備能夠加工較小尺寸規格的墊片,顯著節約了主機板的材料,提高了主機板材料的利用率。
20. 方形墊圈模具之結構改良 [ TW00486993 ] :
一種方形墊圈模具之結構改良,特別是關於一種用以製作方形墊圈之模具改良結構;本創作之模具係供作四段式連續沖製之形式製作墊圈,第一段先沖製內孔,第二段行沖壓紋路形狀,且紋路形狀是採通過中心點的全方位沖壓,第三段整修變形過之內孔尺寸,而第四段則續行沖斷成品;前述四段式沖製作業,其沖孔、紋路成型及剪斷程式,相對應之沖孔模、紋路成型模及剪斷模皆設計以獨立鑲埋之形式,使得模具可因應方形墊圈製作時之形狀、尺寸、花紋等條件調整更換以使用之,更有利於模具維修以及模具設計之便利性。
----
四、以『用衝壓、旋壓、或深拉的無切削成型』(B21D022)為主要IPC分類號之扣件相關專利:
本項分類號(B21D022)之專利包括『一種金屬墊片生產用壓型裝置、一種曲面墊片的加工方法、一種墊片加工用具有自動篩選結構的衝壓裝置、一種大型墊片衝壓裝置、一種墊圈一次成型衝壓模具、螺母墊圈衝壓裝置、螺母墊圈衝壓工藝及衝壓裝置、一種自動化生產中的墊圈製造裝置、內齒鎖緊墊圈衝壓裝置、一種用於內齒鎖緊墊圈衝壓的方法、一種墊圈的衝壓方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 一種金屬墊片生產用壓型裝置 [ CN219851588 ] :
本實用新型提供一種金屬墊片生產用壓型裝置,包括:主體、底座和托板,主體的底部設有底座,底座上表面左右對稱設有一個第一滑槽和一個第二滑槽,底座頂部設有一塊托板,與現有技術相比,本實用新型具有如下的有益效果:設計了方便更換的第一壓型板和第二壓型板,可以快速更換,減少生產停頓的時間,提高生產效率,設計了抽屜,可以有效地將墊片分類、存放,避免墊片間的相互碰撞,保證墊片的品質,減少停機頻繁更換的次數,延長設備壽命。
02. 一種曲面墊片的加工方法 [ CN114951398 ] :
本發明公開了一種曲面墊片的加工方法,包括以下步驟:a、將平面墊片送至模具衝壓位,並置於具有連續波形曲面的下模;b、啟動具有連續波形曲面的上模,使其向衝壓位伸出並與下模合模,合模過程中,上下模的波形曲面匹配對墊片的整個環面進行壓延成型;c、控制上模運動開模,然後送出成型的曲面墊片,進入後處理工序即可。製備中,墊片的兩面全部受到波形曲面的壓延,使金屬墊片的內部受到剪切應力作用,並沿著曲面的徑向傾斜方向發生定向作用,成型的曲面墊片的緩衝性能的穩定性得到很大的提高。
03. 一種墊片加工用具有自動篩選結構的衝壓裝置 [ CN113369354 ] :
本發明公開了一種墊片加工用具有自動篩選結構的衝壓裝置,涉及墊片加工技術領域,包括底座和收納箱,所述底座左側安裝有箱體,且箱體頂部安裝有輸送帶,所述輸送帶表面開設有限位槽,且輸送帶一側安裝有輸送電機,所述輸送帶表面設置有檢測元件,且檢測元件表面連接有主體,所述主體外部開設有限位槽,且主體中部開設有通孔,所述箱體內部安裝有伺服電機,該墊片加工用具有自動篩選結構的衝壓裝置,通過兩端輸送帶、伺服電機與機械爪之間的相互配合設置,使得該裝置能夠實現有序的自動上料下料過程,且機械爪設置有四個,分別分佈在輸送帶的兩側,通過伺服電機的驅動,能夠不間斷重複上下料,提升了上下料的工作效率,降低了人工強度。
04. 一種大型墊片衝壓裝置 [ CN212857316 ] :
一種大型墊片衝壓裝置,包括機床、轉盤、衝壓模具、安裝架、位移機構、電動推杆、電磁鐵、投放孔、收集箱、防護箱、減速馬達、氣缸和衝壓頭,所述機床頂部的中間位置與轉盤的底部轉動連接,所述衝壓模具固定安裝在轉盤上,所述安裝架固定安裝在機床上,所述位移機構的頂部固定安裝在安裝架上,所述電動推杆的固定端與位移機構底部的自由端固定連接。本實用新型達到了對衝壓成型墊片進行自動取放的目的,同時能夠根據衝壓的進程自動進行,替代了人工取料的繁瑣方式,不僅提高了工作效率,而且電磁鐵能夠與墊片的表面均勻重合吸附,使得吸附力均勻分佈,避免了墊片出現形變現象的發生。
05. 一種墊圈一次成型衝壓模具 [ CN212792595 ] :
本實用新型公開了一種墊圈一次成型衝壓模具,屬於墊圈衝壓模具領域,包括承載台、支撐架、上衝壓機構、下衝壓機構、固定機構、上料機構和下料機構,所述承載台設置在地面上,所述支撐架固定安裝在所述承載臺上,所述上衝壓機構設置在所述支撐架上,所述下衝壓機構設置在所述上衝壓機構的下側,所述固定機構設置在所述承載台內壁的兩側,所述固定機構將墊圈鐵片進行固定,所述上料機構設有兩個,兩個所述上料機構設置在承載台的兩側,所述下料機構設置在所述承載台的另一側,該墊圈一次成型衝壓模具設有上衝壓機構和下衝壓機構,通過兩個衝擊機構的相互作用力來進行衝壓,提高了生產效率,解決了傳統裝置中複雜的多次衝壓,提高了生產力。
06. 螺母墊圈衝壓裝置 [ CN211839710 ] :
本申請公開了螺母墊圈衝壓裝置,所公開的衝壓裝置包括包括第一擠壓模組、第二擠壓模組、第三衝壓模組及第四衝壓模組;所述第一擠壓模組包括第一擠壓主模及第一擠壓副模,所述第一擠壓主模上設置有凸起,所述第一擠壓副模上設置有內凹;所述第二擠壓模組包括第二擠壓頭、第二底座及第二脫模杆,所述第二擠壓頭上設置有等腰梯形狀的凸起,所述等腰梯形狀的銳角的角度值與所述第一內倒角的角度一致,所述第二底座上設置有第二存放槽,所述第二脫模杆滑動設置於所述第二底座上,且所述第二脫模杆一端位於所述第二存放槽內;本裝置具有如下有益效果:採用對圓板進行加熱並衝壓的工藝來生產螺母墊圈,相對于傳統的車削加工,更加節約資源。
07. 螺母墊圈衝壓工藝及衝壓裝置 [ CN110883172 ] :
本申請公開了螺母墊圈衝壓工藝及衝壓裝置,所公開的衝壓裝置包括包括第一擠壓模組、第二擠壓模組、第三衝壓模組及第四衝壓模組;所述第一擠壓模組包括第一擠壓主模及第一擠壓副模,所述第一擠壓主模上設置有凸起,所述第一擠壓副模上設置有內凹;所述第二擠壓模組包括第二擠壓頭、第二底座及第二脫模杆,所述第二擠壓頭上設置有等腰梯形狀的凸起,所述等腰梯形狀的銳角的角度值與所述第一內倒角的角度一致,所述第二底座上設置有第二存放槽,所述第二脫模杆滑動設置於所述第二底座上,且所述第二脫模杆一端位於所述第二存放槽內;本裝置具有如下有益效果:採用對圓板進行加熱並衝壓的工藝來生產螺母墊圈,相對于傳統的車削加工,更加節約資源。
08. 一種自動化生產中的墊圈製造裝置 [ CN108856427 ] :
本發明公開了一種自動化生產中的墊圈製造裝置,包括工作臺、支撐柱和頂板,工作臺的底端邊角處均設有支撐腿,工作臺的頂端一側邊支撐柱,支撐柱的頂端設有頂板,頂板的頂端中部設有伸縮氣缸,伸縮氣缸的底端設有滑筒二,滑筒二的內部為鏤空結構,滑筒二的內部上方兩側邊對稱設有凸起,兩側凸起之間形成滑動口,滑動口內部設有與滑動口相適配的連接柱,連接柱的底端設有底板,且底板的直徑大於連接柱的直徑,連接柱上設有彈簧二,連接柱的頂端設有卡板,且卡板的直徑大於滑動口的直徑,工作臺的內部中部與滑筒二相對應的位置設有鏤空槽,鏤空槽的頂端兩側邊對稱設有卡槽,兩側卡槽之間均設有與卡槽相適配的卡板。
09. 內齒鎖緊墊圈衝壓裝置 [ CN107470430 ] :
本專利涉及機械配件加工領域,具體公開了一種內齒鎖緊墊圈衝壓裝置,第一衝壓頭與第二衝壓頭同軸設置在固定板上,利用衝壓氣缸的動力同時對第一內齒鎖緊墊圈和第二內齒鎖緊墊圈進行衝壓,且在同時衝壓第一內齒鎖緊墊圈和第二內齒鎖緊墊圈時,第一衝壓頭和第二衝壓頭不會互相干涉,能夠極大的提高第一內齒鎖緊墊圈和第二內齒鎖緊墊圈的衝壓效率,降低第一內齒鎖緊墊圈和第二內齒鎖緊墊圈的加工成本。本方案能對第一內齒鎖緊墊圈和第二內齒鎖緊墊圈進行同時衝壓,加快第一內齒鎖緊墊圈和第二內齒鎖緊墊圈的衝壓效率。
10. 一種用於內齒鎖緊墊圈衝壓的方法 [ CN107413912 ] :
本專利涉及機械配件加工領域,具體公開了一種用於內齒鎖緊墊圈衝壓的方法,本衝壓方法中使用了一種衝壓裝置,該衝壓裝置在使用時,能夠對第一內齒鎖緊墊圈和第二內齒鎖緊墊圈進行單獨的衝壓,也可對第一內齒鎖緊墊圈和第二內齒鎖緊墊圈進行同時衝壓,在將第一內齒鎖緊墊圈和第二內齒鎖緊墊圈同時衝壓時,能有效的提高第一內齒鎖緊墊圈和第二內齒鎖緊墊圈的衝壓效率,提高內齒鎖緊墊圈的加工效率。本方案能對第一內齒鎖緊墊圈和第二內齒鎖緊墊圈進行同時衝壓,加快第一內齒鎖緊墊圈和第二內齒鎖緊墊圈的衝壓效率。
11. 一種墊圈的衝壓方法 [ CN107282738 ] :
本發明涉及零件加工領域,具體公開了一種墊圈的衝壓方法,在將內齒鎖緊墊圈進行衝壓時,轉檯上的加工通槽在輪轉,進而讓4個加工通槽內的內齒鎖緊墊圈依次在進行進料、校準、衝壓和取件四個步驟,實現對內齒鎖緊墊圈的迴圈加工,提高內齒鎖緊墊圈的衝壓效率;同時在對內齒鎖緊墊圈進行衝壓前,校準衝壓機構能對內齒鎖緊墊圈的位置進行校準,保證內齒鎖緊墊圈的衝壓部被準確的衝壓,降低內齒鎖緊墊圈的衝壓次品率。本方案能將內齒鎖緊墊圈與衝壓頭和頂杆進行快速對準,提高內齒鎖緊墊圈的衝壓效率。
----
五、以『機器元件之製造』(B21K001)為主要IPC分類號之扣件相關專利:
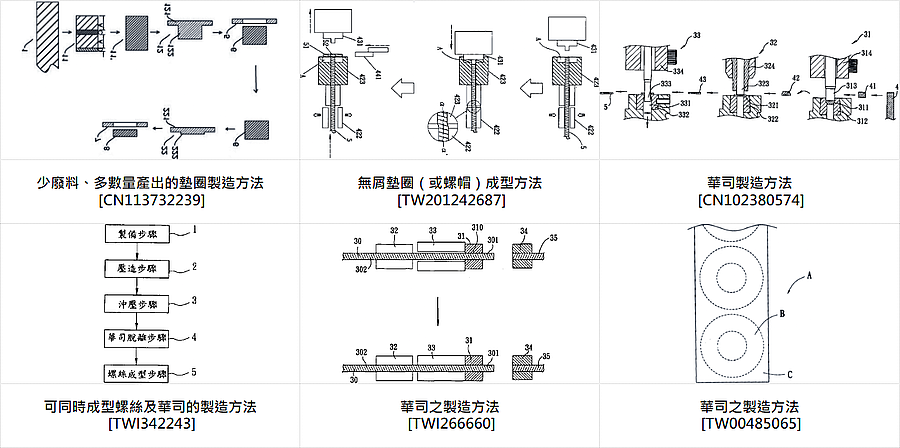
本項分類號(B21K001)之專利包括『少廢料、多數量產出的墊圈製造方法、無屑墊圈(或螺帽)成型方法、華司製造方法、可同時成型螺絲及華司的製造方法、華司之製造方法、華司之製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 少廢料、多數量產出的墊圈製造方法 [ CN113732239 ] :
本發明公開了一種少廢料、多數量產出的墊圈製造方法,包含以下步驟:截取坯料:從直徑等於墊圈中間通孔直徑的線材上剪切截取一個坯料,所述坯料的長度L為n個墊圈成品用料長度A、加一個廢料用料長度C、加一個進模具扶正的廢料用料長度D,其中n≥2;初鍛:將截取的坯料成型出一個依序具有一個扁平部,及一個自扁平部後側中央向後凸伸的凸伸部的雛型品;沖切成型:將所述雛型品送至另一沖鍛裝置內,沖切貫穿該雛型品的中央部位及凸伸部,以使雛型品成型為一個具有一個穿孔的墊圈成品及一個沖切下來的沖切料;迴圈成型:使用所述沖切料作為新的坯料,迴圈以上初鍛和沖切成型步驟,完成n個墊圈的製造。本發明生產速度快,廢料少。
02. 無屑墊圈(或螺帽)成型方法 [ TW201242687 ] :
本發明係提供一種無屑墊圈(或螺帽)成型方法,其主要針對一線材加工而成型一墊圈(或螺帽),亦即經由進料、沖壓等步驟將該線材成型出一具穿孔之雛形本體,而後再經由推料、成型等步驟將該雛形本體予以穩固夾持且衝壓成型出一墊圈(或螺帽)成品,故該成型方法可快速衝壓該線材以成型該墊圈(或螺帽)且不會有廢料產生,進而有效降低費用成本。
03. 華司製造方法 [ CN102380574 ] :
一種華司製造方法,利用一鍛造設備將一線材沖鍛成華司成品,並包含:截取坯料步驟、初鍛粗坯步驟、再鍛雛型步驟,及沖切成型步驟。該截取坯料步驟是剪切截取該線材一段長度,以成為一個坯料。該初鍛粗坯步驟是利用該鍛造設備初步沖鍛該坯料,以成型出一個粗坯品。該再鍛雛型步驟是利用該鍛造設備沖鍛該粗坯品,以成型出一個扁平且具有華司外型的雛型品。該沖切成型步驟是利用該鍛造設備沖切貫穿該雛型品的一個中央部位,以成型出一個具有一穿孔的華司成品。本發明在截取坯料步驟後經初鍛粗坯步驟再執行再鍛雛型步驟,使得坯料經由粗坯品再變形成雛型品,確實能夠提升成品的機械性質,並降低沖鍛裝置的損耗,延長使用壽命。
04. 可同時成型螺絲及華司的製造方法 [ TWI342243 ] :
一種可同時成型螺絲及華司的製造方法,包含製出一衝棒本體的製備步驟、於該衝棒本體上成型出一華司半成品及一導槽的壓造步驟、利用一沖頭將該衝棒本體沖離該華司半成品的沖壓步驟、將仍套卡於該沖頭上之該華司半成品與該沖頭分離的華司脫離步驟,及對脫離後之該衝棒本體進行加工使其成為一螺絲的螺絲成型步驟。藉由該導槽配合該沖頭對該衝棒本體進行沖壓以使其與該華司半成品分離,而分離後的該華司半成品即自然形成一具有穿孔之華司成品,該衝棒本體則再藉由該螺絲成型步驟之加工以形成螺絲成品,進而在同一製程中同時成型出螺絲與華司。
05. 華司之製造方法 [ TWI266660 ] :
一種華司之製造方法,包含以下步驟:(A)將一線材往前輸送穿過一模座之進料孔。(B)以一主夾具將線材夾固定位,再以一沖鍛座將穿出進料孔之線材區段沖鍛成外徑大於進料孔孔徑。(C)將主夾具鬆離線材,再以沖鍛座將該線材區段沖鍛成預定的華司外形。(D)以衝棒於已呈華司外形之線材區段的中心部位衝擠形成一穿孔,並使呈華司外形之線材區段與其餘線材區段分離。及(E)使沖鍛完成之華司成品脫離沖鍛座與衝棒。藉由二次沖鍛之設計,可提昇華司成品之製造品質,且可相對減少夾具與模座所承受之衝擊力道,而可延長各構件之使用壽命。
06. 華司之製造方法 [ TW00485065 ] :
一種華司之製造方法,其方法係包括下列步驟:1、依尺寸要求計算出成品重量,2、於棒鋼(條棒)裁取等重量之素材(可再行整平頭端),3、進行第一次鍛造,將上述素材壓成適當大小;4、進行第二次鍛造,將內徑部位鍛薄;5、進行沖孔,將鍛薄後之內徑部位沖裁掉;6、進行第三次鍛造,令素材之沖孔平整化;7、進行第四次鍛造,將素材上適處鍛出複數個突點即得一完整之成品。藉上述步驟製成之華司,可有效改善餘料浪費以及材料管理等問題,大幅降低成本;再者,本發明步驟係不需經退火步驟,故不需將素材由機臺上移走,而影響製程時間;且鍛造為依鋼鐵之物理特性加壓,故成品之外觀較具美感,其精密度易於控制,亦可提昇成品之品質,該成品之形狀亦具有多樣之變化性,可提升競爭力者。
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----