
2024-05-No2-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2024-05-No-2):
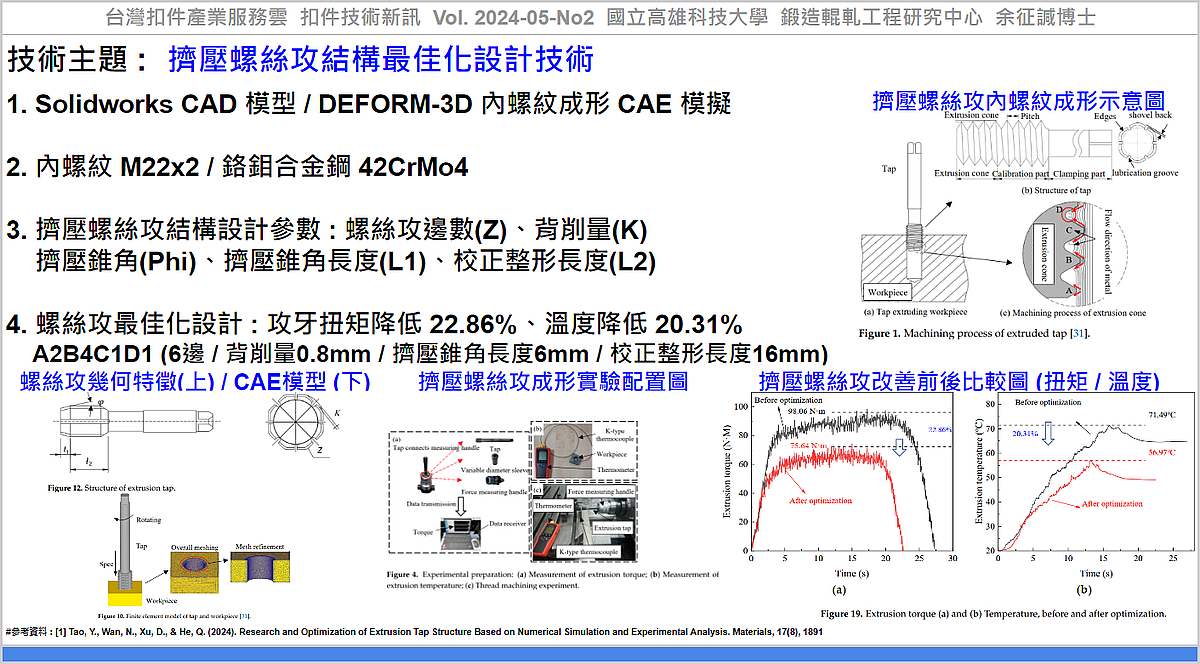
#技術主題 : #擠壓螺絲攻結構最佳化設計技術
擠壓螺絲攻用於成形內螺紋,不同於傳統的切削螺絲攻是透過切削去除材料來形成螺紋,擠壓螺絲攻則是透過塑性變形的方式將材料擠壓成形螺紋。擠壓螺絲攻具有螺紋強度高、硬度高、疲勞壽命長等優點,且因為透過擠壓成形不會產生切屑,因此又稱作無屑螺絲攻。
Tao等人[1]利用Solidworks建立擠壓螺絲攻CAD模型,再以DEFORM-3D進行擠壓螺絲攻牙成形模擬分析,內螺紋尺寸為 M22x2,材質為鉻鉬合金鋼42CrMo4,CAE分析與實驗之螺絲攻扭矩及溫度變化相當一致。透過16組直交實驗進行擠壓螺絲攻結構優化設計,四個參數各具有四個水準值,包括螺絲攻邊數(Z)、背削量(K)、擠壓錐角(Phi)、擠壓錐角長度(L1)及校正整形長度(L2)等參數,最佳化之螺絲攻參數設計組合為A2B4C1D1 (6邊 / 背削量 0.8 mm / 擠壓錐角長度 6mm / 校正整形長度 16 mm),其攻牙扭矩能降低22.86%、溫度能降低20.31%。
以下為螺絲攻主要幾何特徵對扭矩和溫度之影響:
(1) 邊數 (Number of Edges):邊數越多,螺絲攻截面越接近圓形,扭矩降低;但邊數過多(10邊)會增加接觸面積,導致扭矩和溫度上升。
(2) 背削量 (Shovel Back Amount):背削量增加,螺絲攻的齒尖更銳利,減少接觸面積和摩擦,降低扭矩和溫度。
(3) 擠壓錐角度和長度 (Extrusion Cone Angle and Length):擠壓錐角度增加,扭矩和溫度略有下降;擠壓錐長度增加,接觸面積增大,材料擠壓量增加,導致扭矩和溫度顯著上升。
(4) 校正整形長度 (Calibration Part Length):校正長度決定螺紋最終成形品質與和尺寸精度;校正長度增加,接觸面積增大,導致扭矩和溫度上升。
應用該技術,可協助產業透過『擠壓螺絲攻結構最佳化設計技術』,建立『螺紋加工技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] Tao, Y., Wan, N., Xu, D., & He, Q. (2024). Research and Optimization of Extrusion Tap Structure Based on Numerical Simulation and Experimental Analysis. Materials, 17(8), 1891, https://www.mdpi.com/1996-1944/17/8/1891
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2024-05-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_4fea3f4d-edb5-494c-8a0c-30ff85bcd4fe
----
Tag: #Fastener, #Thread, #Tapping.
----