
2024-04-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2024-04-No-1):
#知識主題 : #薄壁華司螺栓冷鍛成形方法
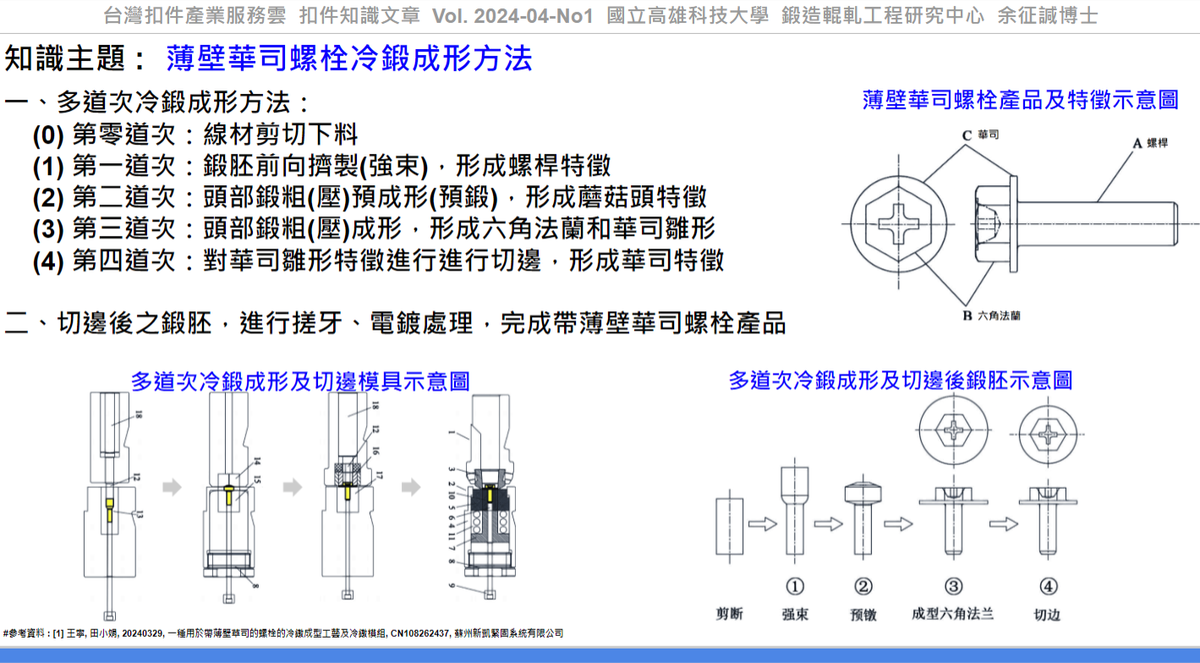
薄壁華司螺栓用於汽車內飾構件,由螺桿、六角法蘭與華司等特徵組成,此薄壁華司厚度在0.7-1.1mm之間,而常規華司一般最小厚度為2mm,利用加工常規華司的切邊技術時容易變形彎曲,且切出來的華司側面有台階造成圓度較大,不符合產品要求。
王等人[1]提出一帶薄壁華司螺栓的多道次冷鍛成形方法,可節省材料、減少工序,確保薄壁華司尺寸精度。帶薄壁華司螺栓之製造流程,說明如下:
一、多道次冷鍛成形方法:
(0) 第零道次:線材剪切下料。
(1) 第一道次:鍛胚前向擠製(強束),形成螺桿特徵。
(2) 第二道次:頭部鍛粗(壓)預成形(預鍛),形成蘑菇頭特徵。
(3) 第三道次:頭部鍛粗(壓)成形,形成六角法蘭和華司雛形。
(4) 第四道次:對華司雛形特徵進行進行切邊,形成華司特徵。
二、將切邊後之鍛胚,進行搓牙、電鍍處理,完成帶薄壁華司的螺栓產品。
應用該技術,可協助產業透過『薄壁華司螺栓冷鍛成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 王寧, 田小娟, 20240329, 一種用於帶薄壁華司的螺栓的冷鐓成型工藝及冷鐓模組, CN108262437, 蘇州新凱緊固系統有限公司.
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2024-04-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_04bd6abc-cec0-490a-9f03-f6c283759499
----
Tag: #Fastener, #Bollt, #Forging.
----