
2026-03-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2026-03-No-2):
#知識主題 : #汽車引擎用內六角T型螺帽多道次鍛造成形方法
汽車引擎用內六角T型螺帽,結合T型結構與內六角驅動孔,T型結構之頭部凸緣提供較大的承載面積,防止陷入材料或鬆脫,內六角驅動孔,利用六角扳手鎖緊,可在空間狹窄處操作,且能施加較大扭矩。既有製造方法為車削、鑽孔、鉸孔、沖六角、平頭車與攻牙等多道加工程序,其製程環節多、加工速度慢、加工餘量大、材料耗用高、成本高且生產效率低等缺點。
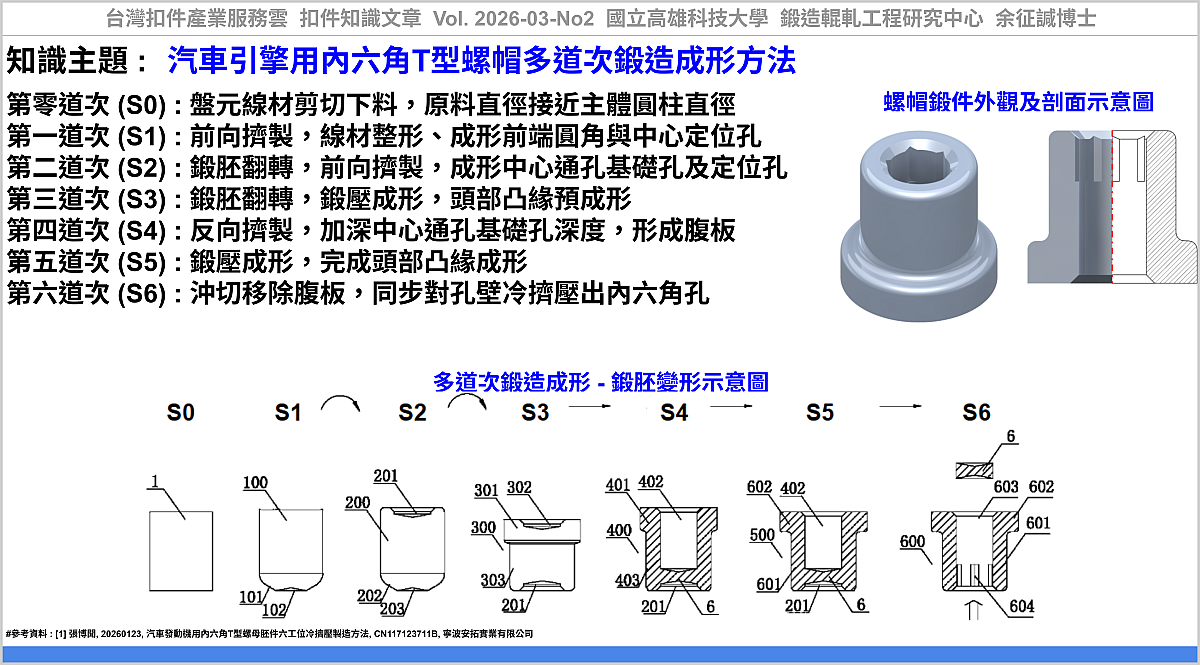
張 [1] 提出六道次鍛造成形方法,包括:
第零道次 (S0) : 盤元線材剪切下料,原料直徑接近主體圓柱直徑。
第一道次 (S1) : 前向擠製,線材整形、成形前端圓角與中心定位孔。
第二道次 (S2) : 鍛胚翻轉,前向擠製,後端定位孔擴大為中心通孔基礎孔,前端形成圓角與定位孔。
第三道次 (S3) : 鍛胚翻轉,鍛壓成形,頭部凸緣預成形,形成中心通孔基礎孔。
第四道次 (S4) : 反向擠製,加深中心通孔基礎孔深度,形成腹板。
第五道次 (S5) : 鍛壓成形,降低頭部厚度、增加頭部外徑,完成頭部凸緣成形。
第六道次 (S6) : 沖切移除腹板,同步對孔壁冷擠壓出內六角孔,其對邊長度小於通孔直徑,形成具有凹弧面的內六角結構。
此專利技術利用多道次鍛造成形汽車引擎用內六角T型螺帽,後續僅需攻牙即可完成成品,可提升材料利用率、降低製造成本、減少人工與設備投入,並改善產品外觀與機械強度,在量產效率與經濟性上具有明確優勢。
應用該技術,可協助產業透過『汽車引擎用內六角T型螺帽多道次鍛造成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
根據網頁資訊,可提供相關類似技術與產品之公司,如:喬安工業有限公司、寧波安拓實業有限公司、傑螺工業股份有限公司、螺峯金屬工業股份有限公司、裕潤五金有限公司、Dongguan Keneng International Trading Co., Ltd ... 等公司
----
#參考資料:
[1] 張博聞, 20260123, 汽車發動機用內六角T型螺母胚件六工位冷擠壓製造方法, CN117123711B, 寧波安拓實業有限公司, https://patents.google.com/patent/CN117123711B/
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2026-03-No2, 汽車引擎用內六角T型螺帽多道次鍛造成形方法, https://www.tw-fastener.com/tfsc/knowledge/BLP_e6aff9cc-4963-428f-980f-f441cc5548f7
----
Tag: #Fastener, #Nut, #Forging, #ProcessDesign, #Screw.
----
#Further Information :
#Article Type : Technical Paper Review, Patent, Summary.
#Title : Design of a Multi-Stage Cold Forging Process for a Hexagonal Socket Head T-Shaped Nut for Automotive Engines
#Product : Bolt, Self-clinching Bolt.
#Technology : Multi-Stage Forging, Process design, Die design,
#Process Design : Coil cutting, Heading, Upsetting, Forward extrusion, Backward extrusion.
#Benefit : High production efficiency, Low material waste, High material usage.
----