
2026-06-No1-扣件技術新訊
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件技術新訊 (2026-06-No-1):
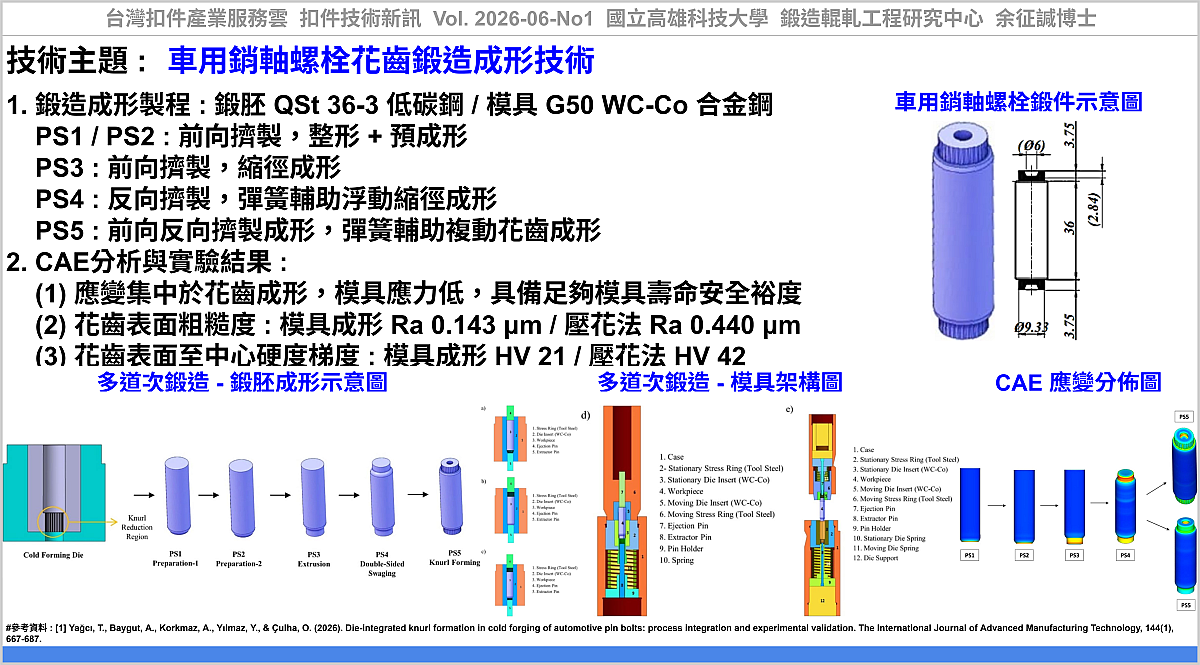
#技術主題 : #車用銷軸螺栓花齒鍛造成形技術
汽車用銷軸螺栓(pin bolt)類零件的製造中,花齒(knurl)結構扮演傳遞扭矩與提供防鬆功能的關鍵角色,其幾何精度與表面品質直接影響扣件的使用可靠性。傳統製程通常在冷間鍛造成形後,再增加一道壓花工序,在工件表面擠壓生成花齒特徵,導致製程道次增加、模具磨耗加速、生產週期延長,且壓花所產生的尖銳齒形邊緣易造成局部應力集中,進而降低零件的疲勞壽命。
Yağcı等人 [1] 提出一種創新的模具整合花齒冷間鍛造製程設計,將花齒幾何形狀直接設計於模穴中,在最終道次直接鍛造成形,不需再額外以壓花模具進行壓花工序。
製程設計包括:PS1 前向擠製整形、PS2 前向擠製、PS3 前向擠製縮徑、PS4 前向及反向擠製,彈簧輔助浮動縮徑成形、PS5 內盲孔擠製與複動成形,其中 PS5 利用彈簧複動成形,使固定側與移動側模具可同步複動成形,導引材料流入模具花齒縮減區(knurl reduction region),在單一道次內完成花齒成形。
螺栓材料為 QSt 36-3 低碳鋼,模具材料使用具高硬度與耐磨性的 G50 WC-Co 硬質合金,以 SIMUFACT.Forming 進行CAE成形分析,並進行驗證實驗。
從分析及實驗結果知:
1. 將花齒成形整合至鍛造製程中,由傳統六道次縮減為五道次,產能從每分鐘 25 件大幅提升至 55 件,效率改善幅度達 120%。
2. 主要應變發生在 PS5 花齒成形階段,但模具等效應力(移動模 789 MPa、固定模 833 MPa)均遠低於 G50 WC-Co 材料壓縮強度上限 3900 MPa,其模具壽命具備足夠的安全裕度。
3. 模具成形花齒的表面粗糙度(Ra = 0.143 μm)優於壓花法(Ra = 0.440 μm),表面至心部硬度梯度僅 21 HV0.3,遠低於壓花法的 42 HV0.3,配合連續晶粒流線的形成,有效降低殘留應力累積風險,提升扣件在循環載荷下的疲勞可靠性。
此技術論文驗證了模具整合花齒成形技術在汽車扣件大量生產中的高度工業應用潛力,未來可進一步延伸應用於其他需要複雜表面特徵的冷間鍛造零件。
應用該技術,可協助產業透過『車用銷軸螺栓花齒鍛造成形技術』,建立『螺柱鍛造成形方法』之技術能量及相關研究開發之參考資料。
根據公開的網頁及專利資訊,可提供相關類似技術與產品之公司,如:安拓實業股份有限公司、春澤企業股份有限公司、比安達精機股份有限公司、達利實業有限公司、和泰產業股份有限公司 ... 等公司。
----
#參考資料:
[1] Yağcı, T., Baygut, A., Korkmaz, A., Yılmaz, Y., & Çulha, O. (2026). Die-integrated knurl formation in cold forging of automotive pin bolts: process integration and experimental validation. The International Journal of Advanced Manufacturing Technology, 144(1), 667-687., https://link.springer.com/article/10.1007/s00170-026-17959-0
[2] 台灣扣件產業服務雲, 扣件技術新訊, Vol. 2026-06-No1, 車用銷軸螺栓花齒鍛造成形技術, https://www.tw-fastener.com/tfsc/knowledge/BLP_f099af7e-6d72-4a08-ada6-5d0e441daabd
----
Tag: #Fastener, #Bolt, #Forging, #ProcessDesign, #Screw.
----
#Further Information :
#Article Type : Technical Paper Review, Patent, Summary.
#Title : Die-integrated knurl formation in cold forging of automotive pin bolts: process integration and experimental validation
#Product : Fastener, Bolt, Nut, Screw.
#Technology : Multi-Stage Forging, Process design, Die design,
#Process Design : Coil cutting, Heading, Upsetting, Forward extrusion, Backward extrusion.
#Benefit : High production efficiency, Low material waste, High material usage.
----