
2023-12-Q4-主題式專利分析
余征諴 博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本季主題式專利分析(2023-12-Q4):
#主題:#雙金屬複合螺絲專利分析
#摘要
扣件 (fastener) 汎指螺絲(screw)、螺栓(bolt)、螺帽(nut)及墊圈(washer)等產品,扣件主要功能為提供鎖固功能,將各種零件結合為各式元件或系統。近年來扣件廠商為提高扣件之附加價值,發展出防盜、防鬆、輕量化、複合化等特殊高值化扣件產品。近年來,市場對雙金屬複合螺絲(Bi-Metal screw)的需求來自建築、汽車、電子、油氣和家具製造等產業,螺絲需具備強度、耐腐蝕性、韌性、硬度等多種性能,以確保結構鎖固後的穩固性、耐久性和可靠性,尤其隨著多材料結合和耐腐蝕性需求的增加,市場對這種特殊螺絲的需求不斷增長。在產品設計上,可將螺絲分為桿身部與鑽尾部,桿身部以不銹鋼材為主,使其具備良好耐腐蝕性;鑽尾部材質包括碳鋼材(如SAE-1035C、AISI-1022),及鉻鉬合金鋼(如SCM-435、SCM-440)等材料,輔以熱處理提升其硬度與強度。
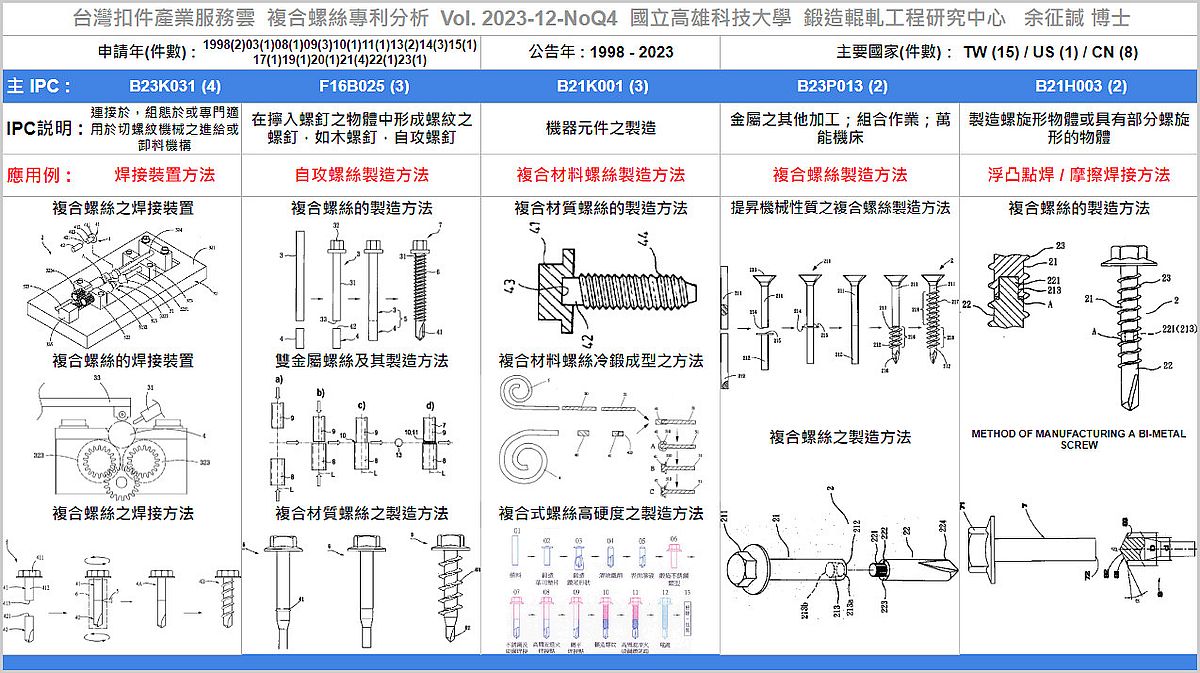
本期專欄著眼於主要市場(台灣)之『雙金屬複合螺絲』之專利分析,經過專利檢索與篩選,共有24筆扣件專利,公告日介於1998至2023間,申請國件數分別為台灣15件、美國1件與中國8件,專利權人包括台灣的『世鎧精密股份有限公司、慶達科技股份有限公司、朝友工業股份有限公司、頂好科技股份有限公司、竹陞企業股份有限公司、守富國際股份有限公司、久可工業股份有限公司、列支敦斯登商希爾悌股份有限公司、德商費希爾廠有限責任兩合公司、王偉儒、王武結』;美國的『TOP WELL TECH CORP』與中國的『陽江市伯億特五金製品有限公司 … 』等專利權人(完整專利權人請詳參專利清單)。
本期以『連接於,組態於或專門適用於切螺紋機械之進給或卸料機構』(B23K031) 分類號為主,聚焦在『複合螺絲之焊接裝置、複合螺絲之焊接方法、複合螺絲的焊接裝置、複合螺絲的焊接方法』等專利。
其餘分類號及代表專利依序為:
(1) F16B025:複合螺絲的製造方法、雙金屬螺絲及其製造方法、複合材質螺絲之製造方法。
(2) B21K001:複合材質螺絲的製造方法、複合材料螺絲冷鍛成型之方法、複合式螺絲高硬度之製造方法。
(3) B23P013:提昇機械性質之複合螺絲製造方法、複合螺絲之製造方法。
(4)B21H003:複合螺絲的製造方法、METHOD OF MANUFACTURING A BI-METAL SCREW等專利。
(完整專利資訊請參閲專利清單。)
----
#參考資料:
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, https://bit.ly/FastenerNewPatent202312NoQ4
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, 專利清單 EXCEL, https://bit.ly/FastenerNewPatent202312NoQ4List
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, 專利説明書 PDF, https://bit.ly/FastenerNewPatent202312NoQ4PDF
----
(點擊開啓全文: https://bit.ly/FastenerNewPatent202312NoQ4 )
----
Tag : #Fasteners, #Patent, #Review, #BiMetalScrew.
----
一、專利檢索
本次專利檢索利用台灣、中國、美國之專利智慧財產局資料庫,於標題、摘要、專利項(title, abstract, claim, TAC)及國際專利分類號(IPC)等欄位搜尋智慧扣件之相關專利,專利檢索條件如下所列,經人工判讀篩選,契合本次專利分析主題之專利數為24件:
TAC:("Bi-metal Screw" "Bimetal Screw" 複合螺絲 復合螺絲 複合金屬螺絲)
----
二、專利權人分析
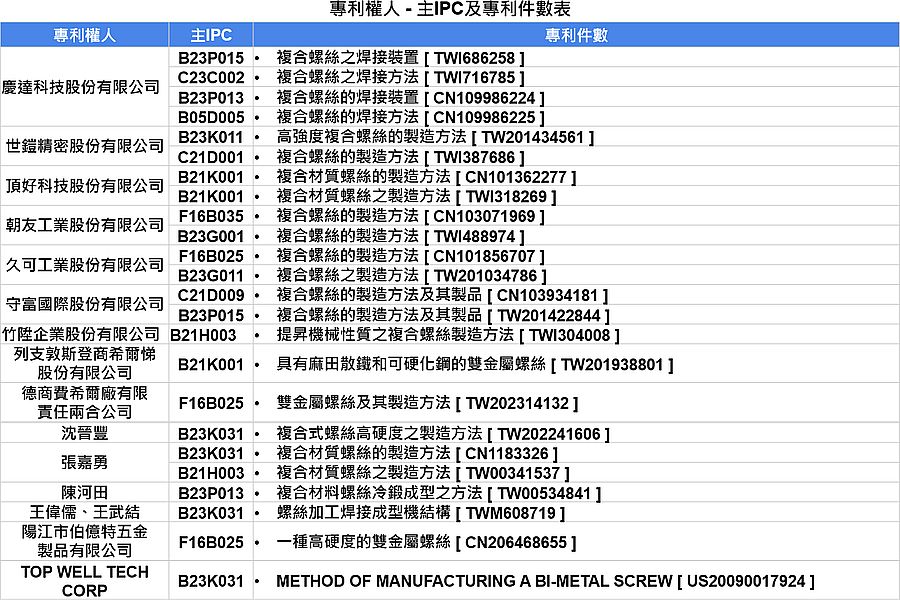
根據專利權人國家別分析統計資料(如下列專利權人及其專利表,詳細專利資訊請參閱專利清單)。
台灣之專利權人數為14人、專利件數為15件、中國之專利權人數為7人,專利數為8件,美國之專利權人數為1人、專利件數1件。
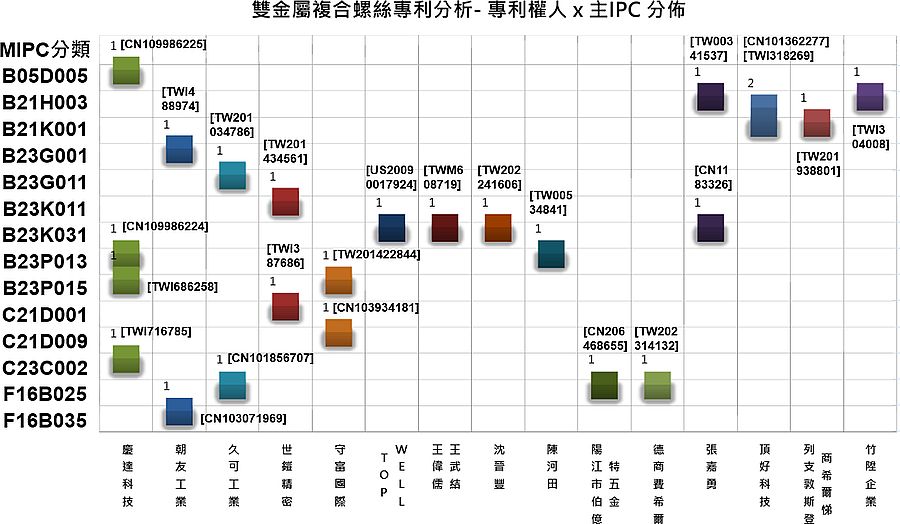
各專利權人之技術分佈以主IPC進行分類,其中慶達科技之專利技術以焊接裝置與焊接方法為主世鎧精密及其他專利權人以製造方法為主。
(參考專利權人與主IPC分佈圖,詳細專利資訊請參閱專利清單)
----
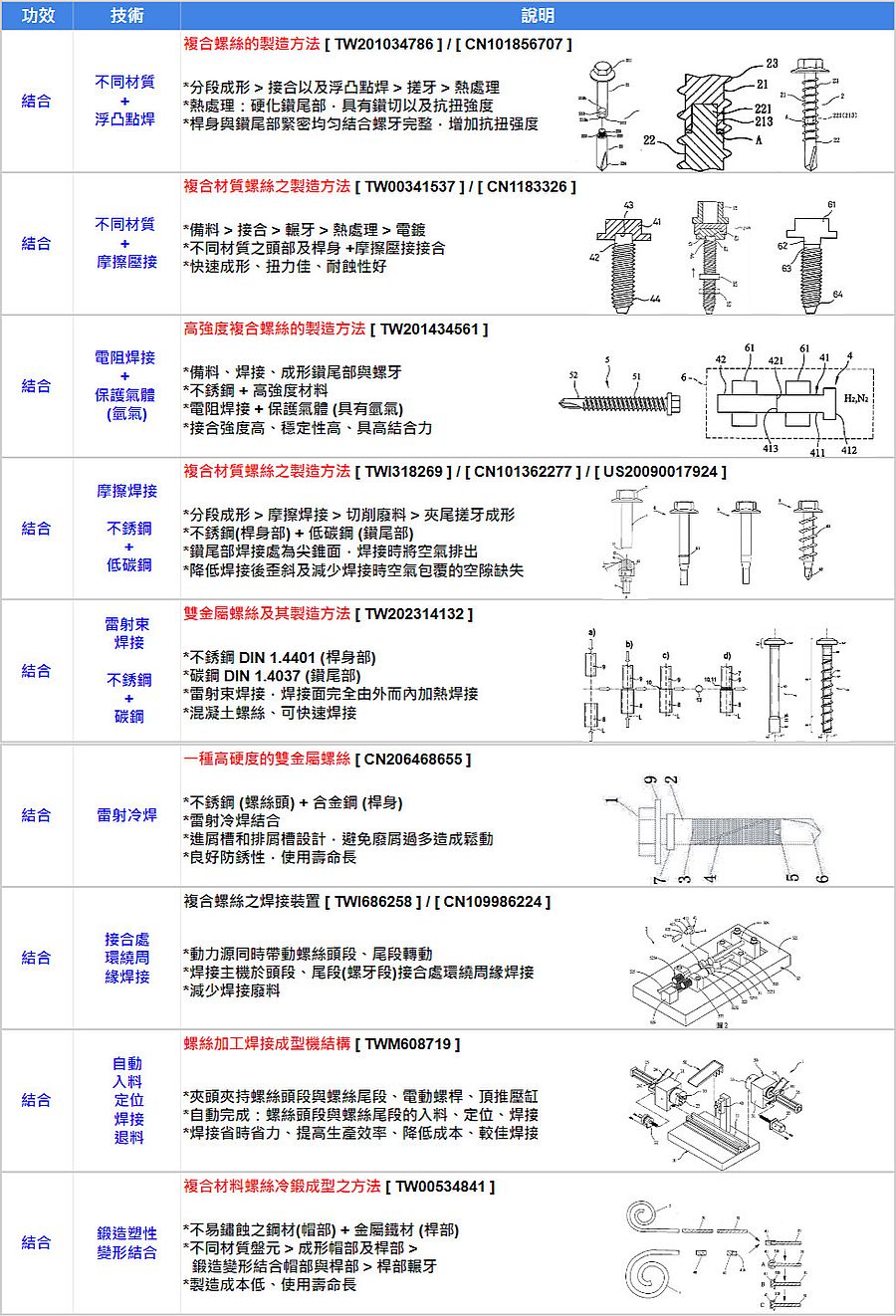
三、技術功效分析
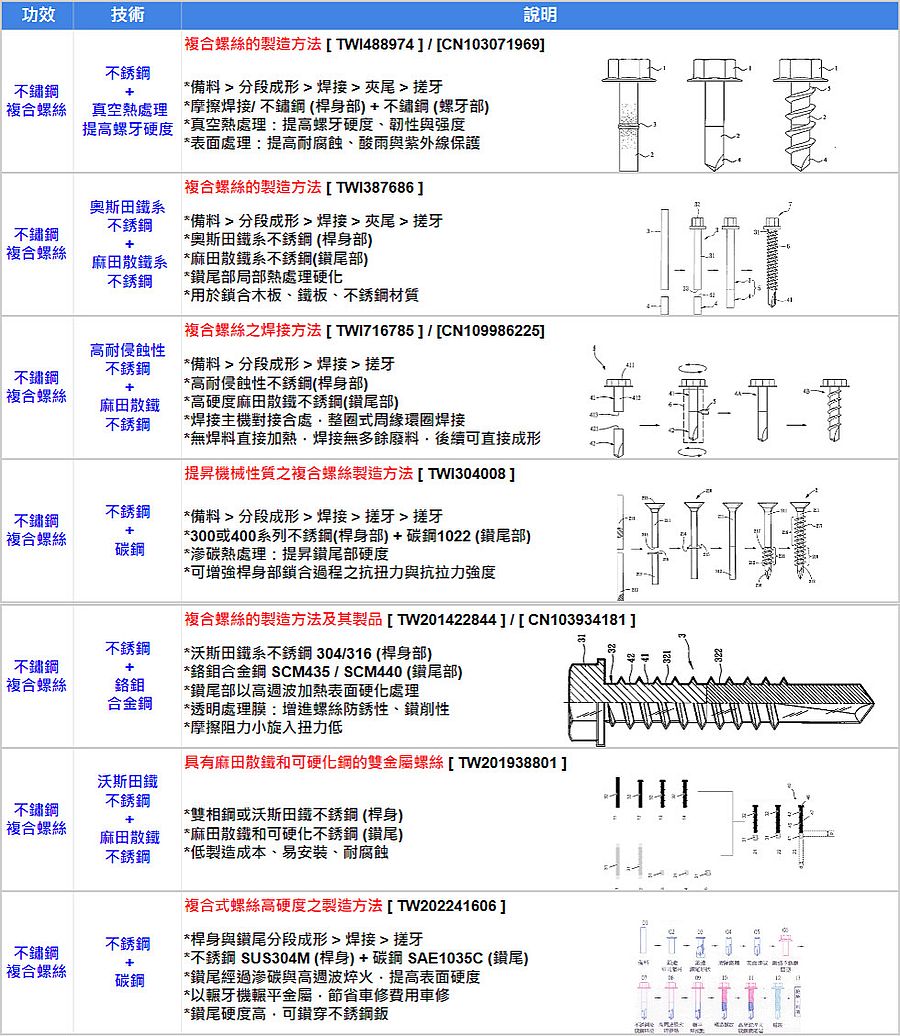
利用技術功效矩陣進行分析(如下圖),可將『雙金屬複合螺絲技術』依照功效分類爲『結合方式』與『雙金屬材料』等功效。結合方式包括摩擦焊接、摩擦壓接、浮凸點焊、電阻焊接、環繞周緣焊接、雷射束焊接、鍛造塑性變形結合等技術;在『雙金屬材料』方面,以桿身部與鑽尾部,採用不同材質結合為主,亦有皆採用不銹鋼,而透過真空熱處理提升螺牙硬度、桿身為奧斯田鐵系不銹鋼而鑽尾為麻田散鐵系不銹鋼者,異質材料者之桿身為不銹鋼,鑽尾部可為碳鋼(SAE1035C)、鉻鉬合金鋼(SCM435、SCM440)等材質。
以下為各功效專利之技術摘要説明,詳細專利資訊請參閱專利清單。
----
四、主要專利分類號(MIPC)分析
全球專利資料庫近期公告24筆專利,公告日介於1998至2023間,申請國件數分別為台灣15件、美國1件與中國8件,專利權人包括台灣的『世鎧精密股份有限公司、慶達科技股份有限公司、朝友工業股份有限公司、頂好科技股份有限公司、竹陞企業股份有限公司、守富國際股份有限公司、久可工業股份有限公司、列支敦斯登商希爾悌股份有限公司、德商費希爾廠有限責任兩合公司、王偉儒、王武結』;美國的『TOP WELL TECH CORP』與中國的『陽江市伯億特五金製品有限公司 … 』等專利權人(完整專利權人請詳參專利清單)。
本期以『連接於,組態於或專門適用於切螺紋機械之進給或卸料機構』(B23K031) 分類號為主,聚焦在『複合螺絲之焊接裝置、複合螺絲之焊接方法、複合螺絲的焊接裝置、複合螺絲的焊接方法』等專利。
其餘分類號及代表專利依序為:
(1) F16B025:複合螺絲的製造方法、雙金屬螺絲及其製造方法、複合材質螺絲之製造方法。
(2) B21K001:複合材質螺絲的製造方法、複合材料螺絲冷鍛成型之方法、複合式螺絲高硬度之製造方法。
(3) B23P013:提昇機械性質之複合螺絲製造方法、複合螺絲之製造方法。
(4)B21H003:複合螺絲的製造方法、METHOD OF MANUFACTURING A BI-METAL SCREW等專利。
(完整專利資訊請參閲專利清單。)
----
[1] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, https://bit.ly/FastenerNewPatent202312NoQ4
[2] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, 專利清單 EXCEL, https://bit.ly/FastenerNewPatent202312NoQ4List
[3] 台灣扣件產業服務雲, 主題式專利分析, Vol. 2023-12-NoQ4, 專利説明書 PDF, https://bit.ly/FastenerNewPatent202312NoQ4PDF
----
(點擊開啓全文: https://bit.ly/FastenerNewPatent202312NoQ4 )
----
Tag : #Fasteners, #Patent, #Review, #BiMetalScrew.
----
4.1 以『連接於,組態於或專門適用於切螺紋機械之進給或卸料機構』(B23K031)為主要IPC分類號之扣件相關專利:
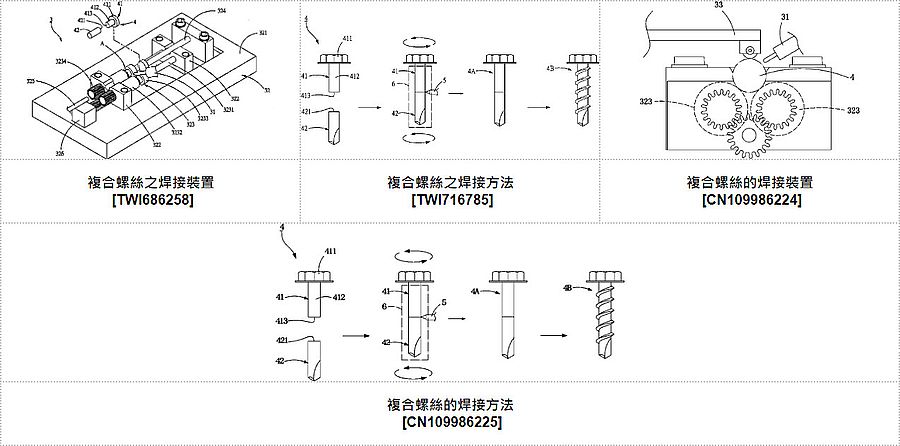
本項分類號(B23K031)之專利包括『複合螺絲之焊接裝置、複合螺絲之焊接方法、複合螺絲的焊接裝置、複合螺絲的焊接方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 複合螺絲之焊接裝置 [ TWI686258 ] :
本發明複合螺絲之焊接裝置,其在於該焊接裝置之模座包括有一平臺,二相對分設於該平臺上之固定塊,二相互平行樞設於該二固定塊間之承接軸,一位於該其一固定塊一側之頂掣座,一相反該固定塊且位於該另一固定塊一側之尾段推桿,以及一帶動該等承接軸轉動之動力源;故使用時,將待焊接之頭段與尾段放置於該二承接軸上,且該頭段受該模座之頂掣座固定,而該尾段則可受該模座之尾段推桿頂推後,使該尾段與該頭段相互緊接後,該動力源可帶動該等承接軸同時進行同方向轉動,使該頭段、尾段於轉動過程中進行周緣焊接,使該頭段、尾段結合成一複合螺絲,以避免焊接過程產生空氣包覆現象,確保該焊接處不會造成孔隙之發生,藉以提升加工之品質與降低加工成本。
02. 複合螺絲之焊接方法 [ TWI716785 ] :
本發明複合螺絲之焊接方法,其依序包含有備料步驟、焊接步驟及成型步驟等;其中,該備料步驟係分別具備有不同材質之頭段及尾段後,另該焊接步驟中,將該尾段與該頭段相對應緊靠且對齊於同一軸心線上,且使該尾段與該頭段產生同方向轉動,此時配合焊接主機恰位於該尾段與該頭段相接處上方,以針對該尾段與該頭段相接處進行周緣環圈方式焊接,使該頭段與該尾段結合成一複合胚料,同時焊接位置處也不會產生多餘之廢料,最後該複合胚料可以直接進行後續成型步驟,有效減少加工程式,以利降低製造成本下,仍能確保製造品質。
03. 複合螺絲的焊接裝置 [ CN109986224 ] :
本發明公開了一種複合螺絲的焊接裝置,該焊接裝置的模座包括有一平臺,兩個相對分設於該平臺上的固定塊,兩個相互平行樞設於該二固定塊間的承接軸,一位於其一固定塊一側的頂掣座,一位於該另一固定塊一側的尾段推杆,以及一帶動該承接軸轉動的動力源;將待焊接的頭段與尾段放置於該兩個承接軸上,且該頭段受該模座的頂掣座固定,而該尾段則可受該模座的尾段推杆頂推後,使該尾段與該頭段相互緊接後,該動力源可帶動該承接軸同時進行同方向轉動,使該頭段、尾段於轉動過程中進行周緣焊接,使該頭段、尾段結合成一複合螺絲,以避免焊接過程產生空氣包覆現象,確保該焊接處不會造成孔隙的發生,從而提升加工的品質與降低加工成本。
04. 複合螺絲的焊接方法 [ CN109986225 ] :
本發明公開了一種複合螺絲的焊接方法,其依序包含有備料步驟、焊接步驟及成型步驟;其中,該備料步驟分別具備有不同材質的頭段及尾段後,另該焊接步驟中,將該尾段與該頭段相對應緊靠且對齊於同一軸心,且使該尾段與該頭段產生同方向轉動,此時配合焊接主機恰位於該尾段與該頭段相接處上方,以針對該尾段與該頭段相接處進行周緣環圈方式焊接,使該頭段與該尾段結合成一複合胚料,同時焊接位置處也不會產生多餘的廢料,最後該複合胚料可以直接進行後續成型步驟,有效減少加工程式,以利降低製造成本下,仍能確保製造品質。
----
4.2 以『在擰入螺釘之物體中形成螺紋之螺釘,如木螺釘,自攻螺釘』(F16B025)為主要IPC分類號之扣件相關專利:
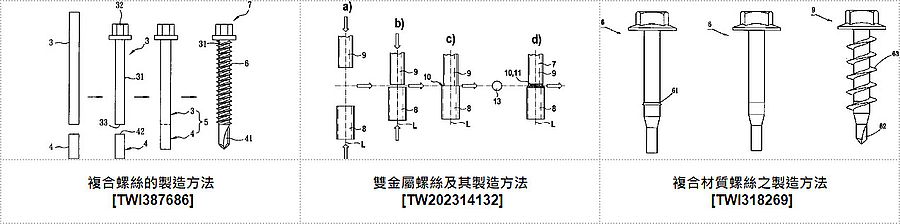
本項分類號(F16B025)之專利包括『複合螺絲的製造方法、雙金屬螺絲及其製造方法、複合材質螺絲之製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 複合螺絲的製造方法 [ TWI387686 ] :
一種複合螺絲的製造方法,包含一備料步驟、一焊接步驟、一整理步驟、一皮膜處理步驟、一鑽尾成型步驟、一螺牙成型步驟、一硬化處理步驟,及一表面處理步驟。透過上述步驟,是將奧斯田鐵系不銹鋼的桿身部,與麻田散鐵系不銹鋼的鑽尾部焊接在一起,並透過該皮膜處理步驟來減少鑽尾成型步驟中鑽尾成型機之模具的損壞。其功效在於,藉由上述步驟所成型的複合螺絲,除了可以用來鎖合於木板或是鐵板之外,還可以鑽過不銹鋼材質,因此能有效增加其使用範圍。
02. 雙金屬螺絲及其製造方法 [ TW202314132 ] :
本發明係有關於一種製造雙金屬螺絲(1)的方法,該雙金屬螺絲(1)包括第一桿部(8)及第二桿部(9),該等桿部(8,9)在該雙金屬螺絲(1)之縱軸(L)的方向上接連佈置並且在焊接點(10)上藉由束焊而被焊接在一起,該方法之特徵在於,使得該等桿部(8,9)在焊接過程中連續地相對於該焊接束(13)進行移動並且穿過該焊接束。
03. 複合材質螺絲之製造方法 [ TWI318269 ] :
本發明複合材質螺絲之製造方法,其依序包含有備料步驟、銲接步驟、切削步驟、成型步驟等步驟;其中,該備料步驟將兩種不同材料區分為一桿體部及一鑽尾部,其中,該桿體部上成型出一銲接部,而該鑽尾部成型出一尖錐體,藉由該尖錐體上形成有一尖錐面,以使該桿體部與該鑽尾部進行銲接時(即銲接步驟),除可將空氣順利排出,以避免銲接過程產生空氣包覆現象,確保該銲接處不會造成孔隙之發生外,並且銲接後之複合胚料不會產生歪斜狀況;最後再經該切削步驟切屑餘料,以及該螺牙輾壓等成型作業,以成型出複合材質之螺絲,故確實可提昇該複合材質螺絲品質。
----
4.3 以『機器元件之製造』(B21K001)為主要IPC分類號之扣件相關專利:
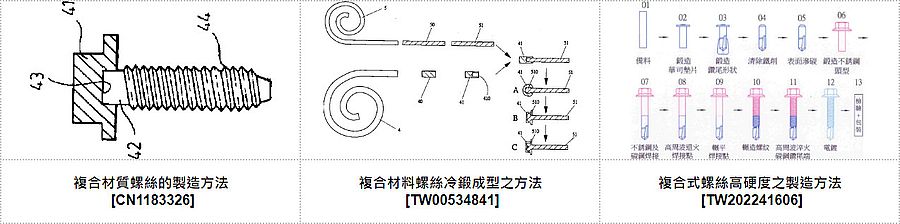
本項分類號(B21K001)之專利包括『複合材質螺絲的製造方法、複合材料螺絲冷鍛成型之方法、複合式螺絲高硬度之製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
01. 複合材質螺絲的製造方法 [ CN1183326 ] :
一種復合材質螺絲的製造方法,依次包括備料步驟、接合步驟、輾牙步驟及後續步驟,在備料步驟中用不同材質的母材分別成型出頭部及無螺紋的桿體,在接合步驟中將桿體觸接在頭部底部,且以摩擦壓接方法接合,使桿體與頭部成型出一復合材質的螺絲胚料,最後再對復合材質的螺絲胚料進行輾牙(輾牙步驟),以及熱處理、電鍍(後續步驟),就可以簡化的製造過程快速成型出一個扭力較佳且耐蝕性好的復合材質螺絲。
02. 複合材料螺絲冷鍛成型之方法 [ TW00534841 ] :
本發明係關於複合材料螺絲冷鍛成型之方法,尤指一種可降低螺絲製造成本,及達到螺絲所需運用目的之方法;本發明係將二種不同材質之盤元經由各冷鍛機裁剪模裁切固定長度之帽部及桿部線材,其中帽部線材則經整型模鍛造成型,形成有槽之帽部胚料;次該帽部胚料再與桿部胚料結合,及結合後再經沖模擠出形成螺絲粗胚,而該螺絲粗胚再經沖模擠型拱形成帽部與桿部幾乎成型之螺絲半成品;而此螺絲半成品再由成型模擠型鍛造為螺絲成型品,最後再將螺絲成型品之桿部進行適當處理,即可製得二種材質結合之螺絲。
03. 複合式螺絲高硬度之製造方法 [ TW202241606 ] :
本發明(複合式螺絲高硬度之製造方法),下面詳細說明:依據IFI美國扣件規格標準書中=[FASTENER STANDARDS]中有關資料STEEL SELF-DRILLING TAPPUNG SCREWS(IFI-113)請參考(附件A=2頁)中文翻譯=[自攻鑽尾螺絲],螺絲鑽尾長度,依據需要被鑽孔攻牙的對手件,而將鑽尾端分為[2號/3號/4號/5號]=鑽尾長度由,2號尾最短而號數越大長度越長,依此類推,所以5號尾最長,有的依客戶要求,會訂製造比5號尾長的(鑽尾端之長度)上面所敘述為目前蓋(鐵皮屋或廠房),所使用整支為純碳鋼材質所製造之[鑽尾螺絲],經過熱處理爐施行滲碳,再經過焠火電鍍即可以使用,[優點=螺絲便宜],[缺點=螺絲會生銹].
以下新發明(複合式螺絲高硬度之製造方法).
螺絲規格標示(舉例)[12# C x 14H 32mm]=客戶習慣性的編法方式.
12#=代表規格大小/C=代表機械牙(24牙/每1英吋)/x=代表間格符號14H=代表白鐵不銹鋼長度/32mm=代表白鐵不銹鋼+碳鋼=總長度.
[說明]:按照後面[發明內容]共[11項步驟],按照此11項步驟製造就 材料,而鑽尾端為了鑽孔攻牙採用碳鋼材質,再經過滲碳,使表面約0.3mm之深度為高碳鋼,視螺絲規格大小會有所不同深度.當[鑽尾端]之表面為高碳鋼,在施行高週波[焠火]後,表面會形成[麻田散鐵區],因此[鑽尾端]之表面硬度可以達到發明者所需要的硬度[HRC 60°至62°],可以鑽穿透[槽鐵及白鐵不銹鋼]請參閱附件B=[光碟片].
----
4.4 以『金屬之其他加工;組合作業;萬能機床』(B23P013)為主要IPC分類號之扣件相關專利:
本項分類號(B23P013)之專利包括『提昇機械性質之複合螺絲製造方法、複合螺絲之製造方法』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
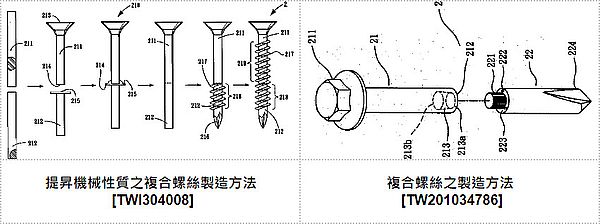
01. 提昇機械性質之複合螺絲製造方法 [ TWI304008 ] :
本發明提昇機械性質之複合螺絲製造方法,其依序包含有備料步驟、銲接步驟、整理步驟、初始步驟、熱處理步驟及完成步驟;其中,該銲接步驟完成之螺絲胚料,先經過初始步驟處理,即於該螺絲胚料之鑽尾部上輥軋成型出鑽尾及第一牙段,而後再經熱處理步驟進行滲碳作業,最後予該螺絲胚料之桿體部上輥軋出第二牙段(即完成步驟),即可成型出複合螺絲以供使用,而該複合螺絲除可增強該桿體部鎖合過程之抗扭力與抗拉力強度等機械性質外,並且製造上具有更為穩定、快速及成本低等功效。
02. 複合螺絲之製造方法 [ TW201034786 ] :
本發明係有關於一種複合螺絲之製造方法,此尤指一種由不同材質複合製成螺絲之製造方法,其製造方法至少包括以下步驟:(一)分段成型、(二)接合及浮凸點焊、(三)搓成牙型、(四)熱處理,藉由上述方法之步驟,特能增加螺絲尾部硬度及提升其抗扭強度者。
----
4.5 以『製造螺旋形物體或具有部分螺旋形的物體』(B21H003)為主要IPC分類號之扣件相關專利:
本項分類號(B21H003)之專利包括『複合螺絲的製造方法、METHOD OF MANUFACTURING A BI-METAL SCREW』等專利,以下為本期專利摘要說明。
#專利代表圖 :
----
#專利摘要:
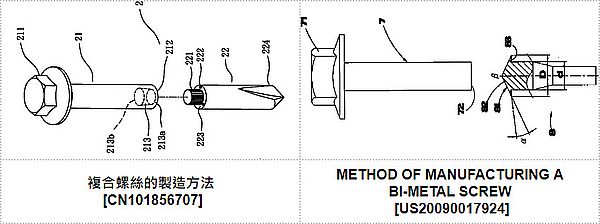
01. 複合螺絲的製造方法 [ CN101856707 ] :
本發明涉及一種複合螺絲的製造方法,此尤指一種由不同材質複合製成螺絲的製造方法,其製造方法至少包括以下步驟:(一)分段成型、(二)接合以及浮凸點焊、(三)搓成牙型、(四)熱處理,憑藉上述方法的步驟,特能增加螺絲尾部硬度以及提升其抗扭強度。
02. METHOD OF MANUFACTURING A BI-METAL SCREW [ US20090017924 ] :
本發明涉及一種製造雙金屬螺絲的方法,該方法包括一系列步驟; 其中,過程準備為設置不同材質的柄部及鑽孔部。 柄部具有界定於其上的平面焊接面; 具體地,鑽孔部分包括錐形部分,其頂面上限定有錐形表面。 工作時,將錐形段逐漸焊接到平面焊接面上,形成複合螺桿,以排除空氣,防止兩部分交接處產生間隙,使複合螺桿不致歪斜。 隨後,透過精密切割成型工藝,形成一體式雙金屬螺絲,從而提高螺絲的品質。
The present invention pertains to a method of manufacturing a bi-metal screw comprising a sequence of procedures; wherein, the process preparation is for arranging a shank portion and a drilling portion made of different materials; the shank portion has a planar welding surface defined thereon; in particular, the drilling portion includes a conical section with a conical surface defined on the top face thereof. While operating, the conical section is gradually welded to the planar welding surface to form a composite screw, so as to smooth the air away for preventing the interspaces generated within the junction of the two portions and rendering the composite screw not to be slanted aside. Subsequently, an integral bi-metal screw is formed through the processes of precisely cutting and formation, thereby increasing the quality of the screw.
----
若需專利檢索及分析服務,請洽國立高雄科技大學 鍛造輥軋工程研究中心。
TEL : 07-3814526 分機 15456 / EMAIL : nkust.fastener@gmail.com
----