
2025-02-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2025-02-No-1):
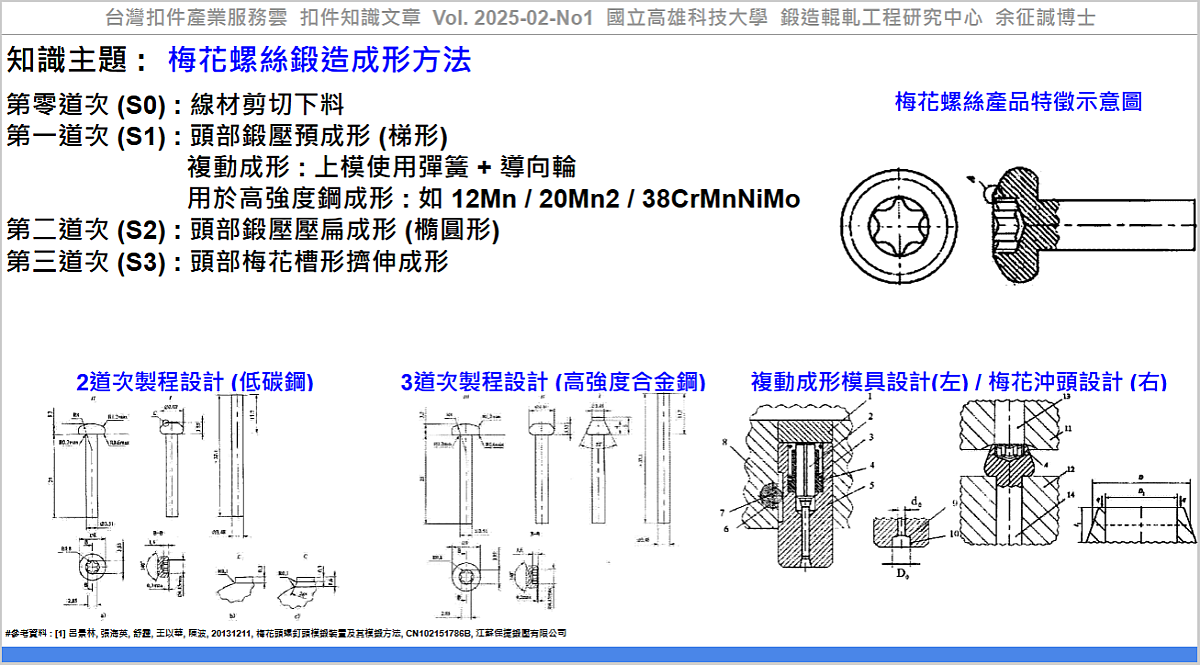
#知識主題 : #梅花螺絲鍛造成形方法
螺絲頭使用梅花槽形(六角星形),螺絲鎖固時不存在軸向反作用力,可使螺絲起子有最大的接觸面積和最小的單位壓力,能避免槽形發生剪切破壞(如十字槽形),提高螺絲使用壽命。
呂等人[1]提出梅花槽形多道次鍛造製程與模具設計方法,在第一道次頭部鍛壓預成形時,上模安裝彈簧及導向輪,利用頭部複動預成形,避免胚料長徑比過高而造成挫屈疊料缺陷;當螺絲材料為低碳鋼時,採用2道次成形(頭部預成形、梅花槽形擠製成形),當螺絲強度經過熱處理後,達8.8級以上,材料為12Mn、20Mn2、38CrMnNiMo等高强度合金鋼時,需增加一預成形道次,以3道次成形,以避免因變形量過大而發生成形裂紋。
多道次鍛造成形,包括:
第零道次(S0):線材剪切下料。
第一道次(S1):頭部鍛壓預成形 (梯形 / 複動成形 / 成形高強度鋼時使用)
第二道次(S2):頭部鍛壓壓扁成形(橢圓形)
第三道次(S3):頭部梅花槽形擠伸成形
採用多道次鍛造成形之梅花槽形螺絲,經過多道次預成形,能減少成形缺陷並製造高強度螺絲。螺絲鎖固時,不存在軸向反作用力,且螺絲起子具有最大的接觸面積和最小的單位壓力,能提升螺絲使用壽命。
應用該技術,可協助產業透過『梅花螺絲鍛造成形方法』,建立『螺絲鍛造成形方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 呂景林, 張海英, 舒霆, 王以華, 陳波, 20131211, 梅花頭螺釘頭模鍛裝置及其模鍛方法, CN102151786B, 江蘇保捷鍛壓有限公司
, https://patents.google.com/patent/CN102151786B
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2025-02-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_a1cfb882-3d1a-45d6-9d58-e1d5db7675a0
----
Tag: #Fastener, #Forging, #Die, #ProcessDesign, #Screw.
----