
2024-11-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2024-11-No-1):
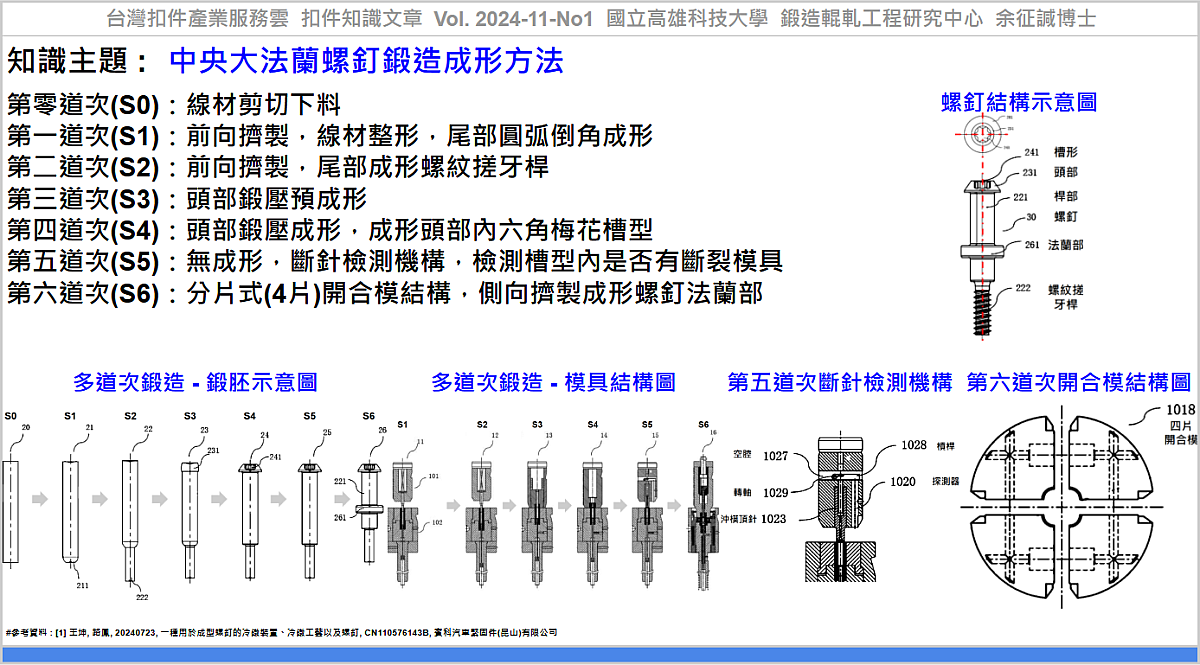
#知識主題 : #中央大法蘭螺釘鍛造成形方法
本篇專利的應用例是一種兩端具有桿部、頭部 (圓形或方形),以及在桿部和頭部之間的法蘭部 (直徑大於頭部)、槽型為內六角梅花的螺釘產品。傳統製造方法為先以冷鍛成形螺釘基本形狀,再使用車削或沖壓進行二次加工成形法蘭部,操作繁複且工作時間長,導致生產效率較低、轉換工序時容易造成製造品質不穩定等問題。
王等人[1]針對此一螺釘提出一多道次成形方法、檢測機構與開合模機構設計,包括:
第零道次(S0):線材剪切下料。
第一道次(S1):前向擠製,線材整形,尾部圓弧倒角成形。
第二道次(S2):前向擠製,尾部成形螺紋搓牙桿。
第三道次(S3):頭部鍛壓預成形。
第四道次(S4):頭部鍛壓成形,成形頭部內六角梅花槽型。
第五道次(S5):無成形,使用沖模頂針斷針檢測機構,利用槓桿原理判斷沖模頂針位置,檢測槽型內是否存在斷裂的模具。
第六道次(S6):使用分片式(4片)開合模結構,側向擠製成形螺釘中間法蘭部。分片式開合模結構由四片開合模組成(1018),其外圍被前模仁殼的漏斗狀內壁包覆(可為斜面或錐面),防止開合模脫離;各分片在線材進入模穴前彼此分離,當線材桿部進入模穴後,四片開合模沿前模仁殼內壁向桿部靠攏緊密夾緊,防止開合模脫離。
此多道次鍛造成形方法,線材在模具內連續成形,減少了不同加工工序間的尺寸配合,可提高產品合格率;使用沖模頂針斷針檢測機構,防止頂針斷裂殘留在槽形內而產生不良品;使用分片式開合模結構,可在一般成形機上成形中間具有大尺寸法蘭的螺釘。
應用該技術,可協助產業透過『中央大法蘭螺釘鍛造成形方法』,建立『螺釘鍛造成形方法』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 王坤, 路鳳, 20240723, 一種用於成型螺釘的冷鐓裝置、冷鐓工藝以及螺釘, CN110576143B, 賓科汽車緊固件(昆山)有限公司, https://patents.google.com/patent/CN110576143B/
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2024-11-No1, https://www.tw-fastener.com/tfsc/knowledge/BLP_74b6e7f2-29ae-428b-b0f5-8416e3697875
----
Tag: #Fastener, #Anchor, #Forging, #Die, #Screw.
----