
2024-04-No2-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2024-04-No-2):
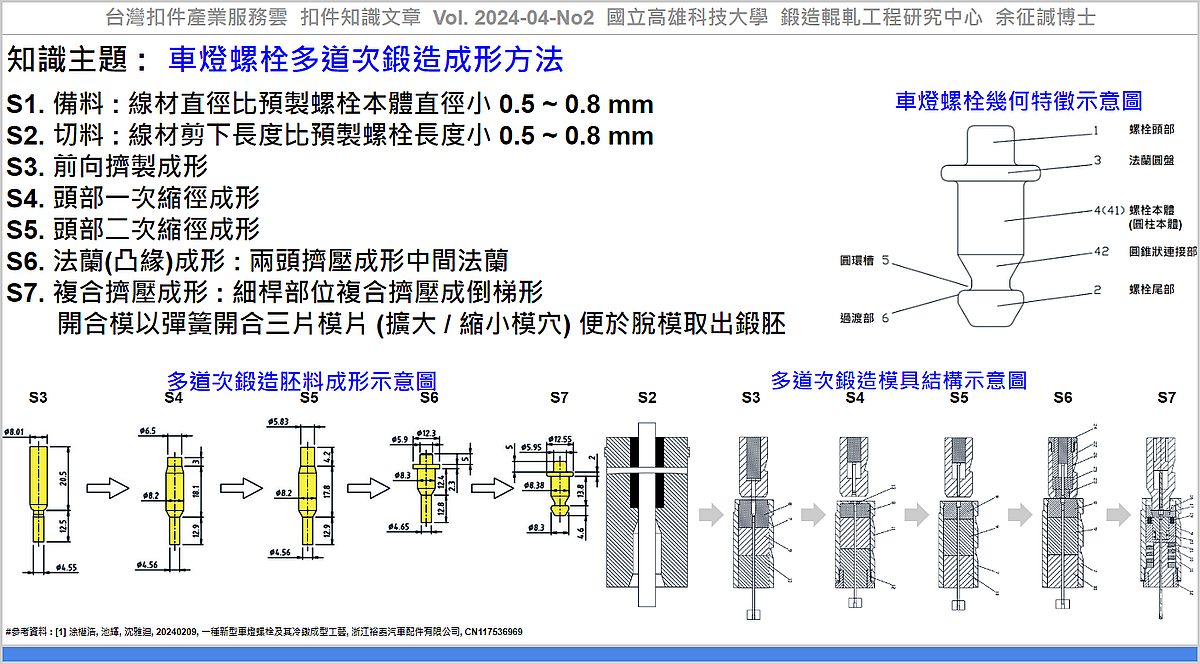
#知識主題 : #車燈螺栓多道次鍛造成形方法
車燈螺栓是一種將車頂與車身固定的常用螺栓,通常以冷鍛成形製造,冷鍛成形具有高生產效率、高材料利用率和高生產精度的優點,適合大批次生產。然而,對於非標準異形螺栓,冷鍛成形在剪切矩形邊時難以控制切壓深度,容易損壞凸緣,故不適用於此類產品。目前的螺栓冷擠壓技術主要應用於螺栓的螺桿段,而螺栓頭部的成形則採用熱鍛和機加工,操作繁瑣且難以保持產品特性的穩定性。
涂等人[1]提出一種新型車燈螺栓的冷鍛成形方法,包括以下步驟:
1. S1、備料:準備圓盤線材,線材直徑比預製螺栓本體直徑小 0.5~0.8mm。
2. S2、切料:將盤料線材通過校直機,進入冷鍛裝置,剪下長度比預製螺栓長度小 0.5~0.8mm。
3. S3、前向擠製成形。
4. S4、頭部一次縮徑成形。
5. S5、頭部二次縮徑成形。
6. S6、法蘭(凸緣)成形:兩頭擠壓,中間成形法蘭,並對兩端進行整平。
7. S7、複合擠壓成形:對細桿部位進行複合擠壓成倒梯形狀態。其中開合模由三片開合模片組成,三片模片之間設定開合彈簧使得三片膜片之間形成的模穴在開合彈簧的作用下能夠擴大或者縮小,便於在脫模時將鍛胚取出。
車燈螺栓利用此多道次冷鍛成形方法,不需再進行機加工,能有效提高產品生產效率,工序相對現有技術更為簡單,避免熱鍛成形對產品特性的影響,產品整體性能更均一,結構穩定性更強。
應用該技術,可協助產業透過『車燈螺栓多道次鍛造成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
----
#參考資料:
[1] 涂權浩, 池輝, 沈雅迪, 20240209, 一種新型車燈螺栓及其冷鐓成型工藝, 浙江裕泰汽車配件有限公司, CN117536969, https://patents.google.com/patent/CN117536969A
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2024-04-No2, https://www.tw-fastener.com/tfsc/knowledge/BLP_b781d11f-769b-470e-9563-2a2629b63147
----
Tag: #Fastener, #Bolt, #Forging.
----