
2026-03-No1-扣件知識文章
余征諴博士 / 國立高雄科技大學 鍛造輥軋工程研究中心
各位【台灣扣件產業服務雲】會員先進們大家好,與您分享本期 #扣件知識文章 (2026-03-No-1):
#知識主題 : #高鎖螺栓多道次鍛造成形方法
高鎖螺栓 (Hi-Lok Bolt) 主要用於航空工業的特殊扣件。其頭部根據剪切或抗拉需求分為沉頭與凸頭兩種型式,為防止安裝時發生旋轉,桿身端部設計有內六角凹槽,可搭配自擰斷式套環使用,當達到預定載荷或預緊力時,套環會自動剪斷,適合在空間受限制的地方進行安裝。
現有高鎖螺栓的冷鍛成形製程,存在頭部錐台成形容易產生折疊與裂紋缺陷、模具結構複雜缺乏標準化,維修成本高、桿部六方孔成形材料流動複雜,會造成孔型與尺寸不穩定等缺點。
陶等人[1]提出高鎖螺栓多道次鍛造成形方法,包括:
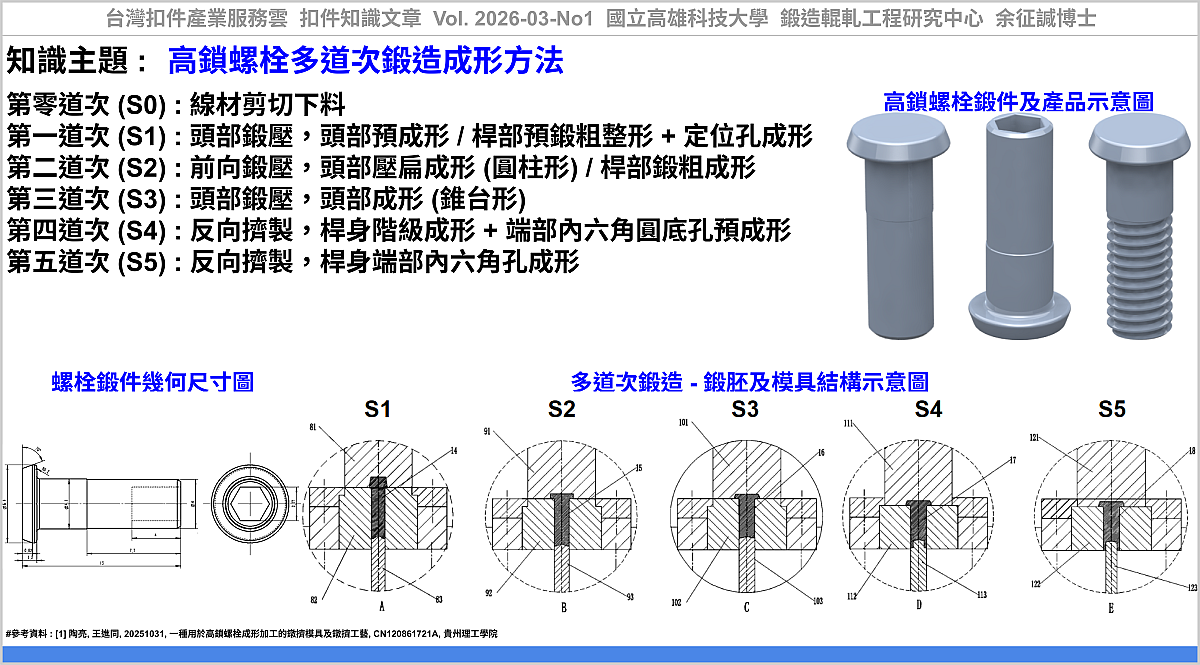
第零道次 (S0) : 線材剪切下料。
第一道次 (S1) : 頭部鍛壓,頭部預成形,桿部預鍛粗整形,桿部前端定位孔成形。
第二道次 (S2) : 前向鍛壓,頭部壓扁成形 (圓柱形),桿部鍛粗成形。
第三道次 (S3) : 頭部鍛壓,頭部成形 (錐台形)。
第四道次 (S4) : 反向擠製,桿身階級成形,桿身端部內六角圓底孔預成形。
第五道次 (S5) : 反向擠製,桿身端部內六角孔成形。
此專利技術,利用五道次鍛造成形高鎖螺栓,以多道次成形控制材料流動,可有效抑制應力集中並提升頭部錐台與六角孔的尺寸精度;利用桿部多次镦粗與擠壓修正線材初始彎曲造成的偏心誤差。模具設計採標準化與可互換結構,除各道次沖頭、下模與頂針外其餘尺寸一致,可減少模具種類並降低製造與庫存成本,以台階孔與台階軸定位配合螺栓壓緊,提高裝配穩定性與重複精度,適合航太與汽車等高可靠度扣件之批量生產。
應用該技術,可協助產業透過『高鎖螺栓多道次鍛造成形方法』,建立『螺栓鍛造成形技術』之技術能量及相關研究開發之參考資料。
與此技術相關之公司包括:Howmet Aerospace、LISI AEROSPACE、Applied Fasteners and Tooling、FDH Aero、Peerless Aerospace ... 等公司
----
#參考資料:
[1] 陶亮, 王進同, 20251031, 一種用於高鎖螺栓成形加工的鐓擠模具及鐓擠工藝, CN120861721A, 貴州理工學院, https://patents.google.com/patent/CN120861721A
[2] 台灣扣件產業服務雲, 扣件知識文章, Vol. 2026-03-No1, 高鎖螺栓多道次鍛造成形方法, https://www.tw-fastener.com/tfsc/knowledge/BLP_6920eecc-2f1a-4124-9300-bf8658e2f9c3
----
Tag: #Fastener, #Bolt, #Forging, #Die, #Screw.
----
#Further Information :
#Article Type : Reference Review, Patent, Summary.
#Title : Upsetting-Extrusion Die and Process for Forming a Hi-Lok Bolt.
#Product : Bolt, Hi-Lok Bolt, High-Lock Bolt, Aerospace.
#Technology : Process design, Die design,
#Process Design : Coil cutting, Heading, Upsetting, Forward extrusion, Backward extrusion.
#Benefit : High production efficiency, Low material waste, High material usage.
----